DP980 鍍鋅鋼板輥壓成型激光焊接應用
2023-11-24 06:20:00于一強張寶貴
裝備制造技術 2023年9期
關鍵詞:焊縫
于一強,張寶貴,楊 琨
(南京凱晟材料科技有限公司,江蘇 南京 211500)
0 引言
隨著汽車工業的飛速發展,燃油經濟性、更高安全性和更低碳排放量對汽車車身輕量化需求提出了新的挑戰。減輕車身整體重量可以起到降低油耗和提升性能的作用,因此汽車行業為解決汽車輕量化問題,實現的手段由材質替代為高強度鋼板,推進了先進高強鋼在車身設計制造應用的穩步增長[1-2]。隨著強度級別的加大,材料塑性急劇下降、回彈變大、一次成型性變差,采用常規的沖壓工藝很難滿足工藝要求,從而使熱成型工藝、輥壓工藝成為了優選工藝。輥壓成型技術通過使用多個不同形狀的軋輥,可以實現對帶材的縱向彎折,從而達到預期的截面形狀[3]。這項技術特別適用于高強度鋼材的成型,例如,1500 MPa 的馬氏體鋼已經被廣泛應用于各種工業領域。輥壓成型是一個復雜的工藝過程,需要多次操作和調整。一個輥壓生產線可以滿足多種產品需求,只要更改軋輪模具,就可以制作出各種不同截面形狀的產品。配置的獨立控制伺服電機,可以通過計算機編程在鐵板成型過程中控制橫向移動機架,從而實現截面變化和制作過程的靈活性,極大地拓展了原有單一截面產品的應用范圍。
1 先進高強鋼材料及其性能
諸如雙相鋼(DP)、變相誘導塑性鋼(TRIP)、復相鋼(CP)以及馬氏體鋼(MS)等都屬于主要的強度較高的鋼材類型。利用相變組織加固,這些類型的鋼材能夠實現高強度,強度取值范圍在500 ~1500 MPa[4]。通常,將抗拉強度超過700 MPa 的鋼材定義為超高強度鋼。高強鋼材料與普通鋼材相比具有更強的剛度和強度,因此,制造相同功能或結構的車體、車門等零件時,所使用的高強度鋼板比普通鋼板更薄,進而有效實現減重。其典型應用包括:(1)應用于保險杠防撞鋼梁、門板內梁等部位,有利于提高整車防撞性能;(2)應用于邊梁、車輪等部位,能提高局部位置的抗疲勞強度;(3)應用于車頂、車門外板能有效降低車體碰撞后的變形量。
2 國內外輥壓成型研究現狀
2.1 國外輥壓成型發展現狀
在十九世紀期間,國外的滾動成型技術逐漸取得了顯著發展。盡管在早期階段,它缺少足夠的理論依據,但設定工藝規格主要依賴于實際生產的經驗。然而,隨著輥壓成型技術在多個行業里被廣泛應用和發展,各國都已經預見到了這項技術的發展潛力,所以每年都投入大量的人力和物力來做相關研究[5]。1910年,美國成功開發出了第一套具有專業標準的輥壓成型設備。1939 年,美國鋼鐵研究院資助的康奈爾大學教授喬治·溫特率領實驗團隊對輥壓成型的理論進行了深度探究,他們的研究主要依賴于Von Karman 和Bryan 的理論方程。盡管在研究過程中,大量實踐數據提供了重要的參考,但他們的理論公式在實踐操作層面上,并未給生產帶來明顯的指導幫助。在計算機科技快速進步的帶動下,輥壓成型理論分析的工具逐步健全。東京大學的教授木內學提出了應用形狀函數來詮釋輥壓過程中形變區域曲面狀態的方式,并且通過優化形變能量,成功確定了輥壓形變的空間曲面[6]。一種可以預測材料寬度、殘余應力和可能出現的輥壓變形缺陷的方法,由英國學者King T. E. E.和PowellI J等人提出,這種方法基于塑性增量理論和殘余應力理論,并通過數學公式來確定成型過程的應力應變設計。在20 世紀期間,輥壓成型機的集成性急劇增強,迅速延伸到沖壓、焊接等多個領域。隨著21 世紀的到來,為了滿足對高柔韌性和高精準度輥壓成型產品的渴求,整合了斷面光學檢測、工裝快速切換等高效設備的輥壓成型單元,從而提高了集成化程度。因此,新興的輥壓成型技術如四輥式成型、柔性冷彎成型、CTA 成型以及輥沖孔加工法等應運而生。
2.2 國內輥壓成型發展現狀
20 世紀末,我國引進了輥壓成型技術,這種技術因其高效、簡潔的特性,迅速在工業界得到廣泛應用,尤其是在建筑、汽車等行業,它的出現大大提升了單一截面成型的效率,也為輥壓成型理念的發展提供了強有力的支撐。隨著汽車行業的發展,高強度鋼板的應用越來越普及,以滿足建筑行業對型材的大規模需求。然而,由于沖壓成型過程中容易出現開裂、皺紋等問題,因此,采用輥壓成型技術可以有效地控制產品的表面精度和光滑度,從而使其得以更加廣泛的應用。為了實現節能減排的目標,高強鋼和超高強鋼在汽車生產中的應用越來越普及,特別是在抗拉強度高達1300 MPa 以上的鋼材,輥壓成型技術的發展受到了極大的關注。燕山大學的劉才教授將有線條理論應用于輥壓工藝,深入研究了其成型過程及應力場,從而為節能減排提供了重要的參考[7]。張樂樂教授利用拉格朗日彈塑性變形理論與輥壓實踐的結合[8],深入探索了帶材在輥壓成型過程中的應力場和應變場,北京科技大學開發出CARD 柔性系統和專家系統[9],為彩板門窗的計算機輔助制造技術和CAD/CAM 集成技術的發展提供了重要支持,為國內的技術創新提供了有力的保障。我國研究人員運用彈塑性有限元法對輥壓加工通過數字模擬,鄭軍興等專家利用ANSYS/LSDYNA 深入探究了輥壓加工的反彈性能[10-11],而劉繼英的團隊則利用Marc 技術,對高強度鋼板輥壓形成的機理進行了深入的研究[12]。當前,我國輥壓成型研究的重點已經從有限元分析轉向了技術流程和理論的深入探究[13],以期獲得更好的結果,從而推動輥壓成型技術的發展。
汽車市場對于定制輥壓型材的需求極大,預計其年度市場規模巨大,估值高達800 億元。具體來看,每年新能源電池盒框架的需求量達到1000 萬套,這將為公司帶來可觀的年銷售額。此外,每年領先的保險杠需求量也達到了4000 萬套,這將為企業帶來更多的收益,估算的年銷售額大約40 億元。
3 激光焊接技術應用
從20 世紀70 年代開始,許多發達國家便著重研究并重視激光,因為它具有出色的導向性、高亮度以及優良的單色性等屬性。采用高能量密度激光束作為熱源的激光焊接,是一項效能高且準確的焊接技術,已在許多工業生產領域實現了迅速的推廣和發展。但是隨著產品精密度的不斷提高,新材料的不斷應用,常規的激光光源和焊接方法已經無法滿足產品質量和生產效率的要求,迫切需要尋找新的解決方案。近些年,藍光激光器、綠光激光器、飛秒激光器等新光源,擺動焊接、ARM(adjustable ringmode)環形可調光斑焊接等新工藝不斷被推出,創新性地解決了工業生產中的一些焊接難題。
激光焊接技術和應用不斷發展,主要沿4 個方向深入發展:(1)向高功率發展,目前已有萬瓦光纖激光器應用于厚板金屬的焊接,以及高反射材料對于更高功率激光器的需求;(2)更短波長的激光器不斷出現,如綠光、藍光激光器,隨著成本的不斷降低,其應用會更加廣泛;(3)更短脈寬的激光器不斷應用于新的領域,從原先的連續焊接到QCW 脈沖焊接(毫秒級),再到納秒應用于薄板異種金屬材料的焊接,目前已經出現飛秒激光應用于玻璃以及陶瓷等材料的焊接;(4)激光和其他傳統熱源的復合,以及不同波長、脈寬的激光相互之間的復合;在時間和空間領域的復合,也是未來研究的方向之一,以發揮不同熱源的優點,獲得更好的焊接質量或更高的焊接效率。
汽車行業的發展推動了激光焊接技術的普遍應用。一項研究發現,采用激光焊接可以有效地減輕車身重量,進一步降低了全總成本。與電阻焊需要雙邊接觸的方式相比,激光焊接的單邊非接觸方式能實現更小的搭接寬度。如果能充分運用激光焊接,單輛汽車就能節約使用40 kg 鋼材。此外,激光焊接還具有焊接速度快、焊縫強度高、焊縫及熱影響區窄、熱變形小等特點[14]。
為了達到減輕汽車質量和提高車身耐腐蝕的目標,廣泛使用了高強度的鍍鋅雙相鋼板。但是,在焊接過程中,雙相鋼的鍍鋅層對焊接過程有一定的影響。比如用電阻點焊,鋅層會在早期融化,導致由于鋅環的形成,焊接處的電流濃度顯著降低,而且鋅層與銅電極之間的反應會對電極造成污染,從而縮短其使用壽命。此外,由于鋅層的電阻率較低,接觸電阻也較小,因此在焊接過程中容易出現飛濺、裂紋和氣孔等問題,嚴重影響焊接質量和安全性。如果采用激光搭接焊,搭接處的鍍鋅層蒸發會導致焊接氣孔和飛濺等問題[15]。
在激光焊接鍍鋅板的過程中,因為鋅的沸點(906 ℃)比鋼的熔點(1300 ℃)要低得多,鍍鋅層在遭受高能激光的照射時會立刻氣化生成大量的鋅蒸氣,從而會對焊接過程的穩定性產生影響[16]。熔池在固液共熔態時由于高壓鋅蒸汽反作用力,致使熔池發生劇烈震蕩從而在焊縫表面形成外部穿孔。同時還有部分鋅蒸汽在焊接過程卷入熔池內部,在熔池凝固前未能及時逸出從而形成焊縫內部氣孔。尤其當板厚度減小時,熔池深度減小,鋅蒸汽更加容易穿透熔池,焊縫的穿孔缺陷加重,焊縫成形的控制也變得更加困難。
4 輥壓成型鍍鋅板激光焊接
優化的輥壓成型技術改善了產品的橫截面設計,既達到了輕量化的要求,又提升了截面的物理性質。通過利用有限元模擬等分析工具,對產品在實際使用過程中的重要承載點進行了優化,有效解決了由于高強鋼減輕可能出現的剛度問題。輥壓成型設備主要包括開卷機、進料和上料機、剪焊設備、沖壓機、造型組件、激光焊設備、后期定型設備、切割工具及碼垛設備等[17]。采用P 型(上部)和“日”型(下部)定制輥壓的構件的結構優化,如圖1 所示。從圖1 可以看出,傳統的輥壓成型技術在制造這兩種構件時需要進行焊接。然而,定制的輥壓成型技術成功地突破了傳統輥壓成型技術與用戶需求的間隔,使構件實現了一體化,大幅提升了生產效率[18]。
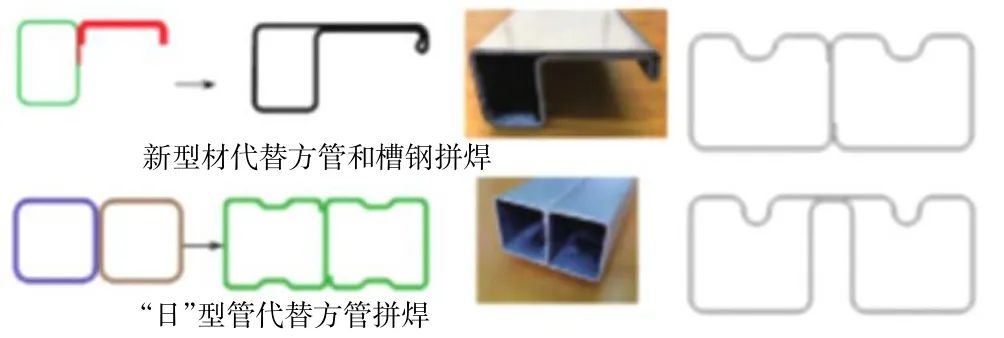
圖1 P 形和日形的定制輥壓型材
根據消費者的具體需要,輥壓成型技巧可以用來制造各式各樣的截面形狀的輥壓型材,如圖2 所示。然而,定制化產品的運作效率通常不高,模具替換的時長是評估定制工藝程度的重要標準。為了提高生產效率,我們需要在最初的階段深入與客戶進行設計交流,并調整成型器設備設計計劃以增強其靈活性。如果目標是實現標準化和高效的輥壓定制,就必須實行“三柔”,即“一臺機器多種產品”“一臺機器多種工藝”和“一種模具多種截面”。

圖2 定制輥壓成型生產線及輥壓輪
在生產高強度鋼的過程系中,通常會加入眾多的合金元素以增加材質的硬度,這導致其碳當量顯著高于一般普通鋼材,從而使得其焊接屬性較差。另外,為了滿足制作多功能輕量型材的需求,設計上一般會更為復雜,比如復雜的斷面型材產品,需要運用角焊、對接焊,疊焊接等多種焊接技術。總的來說,現有的高頻焊接技術已經不能滿足生產此類產品的要求。相比之下,新興的激光焊接技術,因其高功率密度、小的熱影響區、出色的焊縫機械強度和多樣的焊接方式的優勢,更加適合精確軋制型材的制程需求。在激光焊接過程中,焊接功率、焊接速度、光斑大小及焦點位置是決定性的技術參數,它們之間有著密切的關系,調節這些參數可以優化焊縫的品質。基于這個原理,由于激光焊接所涉及的加熱區域較小,所以在輥壓過程中,需要設計出更優秀的輥壓模具和焊接工裝以達到精度要求,并且,激光焊接對型材邊緣的質量也有更高的評判標準[19]。
高強鋼的輥壓生產線主要有兩部分組成:輥壓成型生產線和激光焊接生產設備。高強鋼有鍍鋅板和非鍍鋅板兩種類型。鋅的作用是增強鋼板的耐腐蝕性能,但由于鋅的添加,輥壓成型激光焊接時的鋅蒸汽會導致激光焊接焊縫氣孔的產生。為了解決鋅蒸汽對于焊縫質量的影響,研究人員對鋅蒸汽的作用機理、對如何減小氣孔進行了研究。華中科技大學陳志春等人研究鋅蒸汽的行為對焊縫成型和焊接質量的影響規律,通過吸氣的方式在熔池上方創造負壓環境,使得鋅蒸汽在焊接過程中順利逸出,從而獲得較好的搭接焊接接頭質量[20]。但是這種方法,對負壓的形成裝置有極高的要求,在輥壓生產線由于結構的因素,很難廣泛應用。采用激光清洗的方式可以把鍍鋅板焊接搭接面的鋅層去除,其基本原理是利用激光束的高能量密度和短脈沖寬度,通過光熱效應來清除金屬表面物質。但是由于激光清洗設備造價成本較高,很難在企業得到廣泛應用。現有技術是采用機械刮刀刮除鋅層,激光焊接時搭接面沒有鋅蒸汽造成氣孔,成本低廉,得到生產企業的廣泛應用。但是由于機械接觸會造成刮刀損壞,刮刀損壞后不能把鋅層去除,從而影響后續激光焊接的焊接質量,因此如何減小鋅層對激光焊接的影響一直是值得研究的課題。
5 結論
綜上所述,激光焊接技術能夠滿足鍍鋅板高強鋼的焊接技術要求,在輥壓線生產中的使用具有十分廣闊的發展前景。隨著汽車制造業的發展,以及對激光焊接技術進一步的改進,在新能源電池托架領域,激光焊接技術的應用前景一定會變得更加廣泛,在激光焊接技術中的研究也會更為深入。當前,輥壓成型疊焊、對接焊對焊接品質提出了更高的要求,因此一定要重視對激光焊接技術的研發,并結合制造業的具體狀況展開交流合作,升級激光焊接技術,并不斷加強激光焊接工藝的改進,開拓出一條現代化輥壓生產線的焊接技術集成設備發展道路。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07