頂底組拼結構在戶外柜設計中的應用
2023-11-24 06:20:02朱樂寧辛曉璞石江川許雷雷
裝備制造技術 2023年9期
朱樂寧,韓 帥,熊 祺,辛曉璞,石江川,許雷雷
(常州博瑞電力自動化設備有限公司,江蘇 常州 213025)
0 引言
電氣控制柜通常安裝在戶外,需要對振動、腐蝕、沖擊、輻射、水等進行有效的防備,確保設施能夠穩定持久工作[1]。對于戶外柜而言,結構設計是機柜設計中的根本要求和基礎條件。而機柜結構的核心在于其骨架,骨架是設備放入機柜中的主要載荷受力對象,起到支撐作用,因此,骨架的設計在電器柜的設計中顯得尤為重要[2-3]。陳芳[4]針對現有柜體進行靜力學分析,發現殼體應力儲備較多,設計過于冗余,可以通過設計加強筋的方式大幅縮減壁厚,減小柜體重量的同時保證了柜體的可靠性。林騰騰[5]通過螺栓鉚接或自攻螺釘的方式將柜體連接在一起,降低了焊接產生的變形,提高了柜體的鈑金零件組裝精度。楊旭紅、馮偉[6]針對不銹鋼、鋁合金薄壁柜體焊接引起的變形,摒棄了常規的氧乙炔火焰焊接,使用鎢極氬弧焊的電弧代替氧乙炔火焰,其矯正效果非常顯著。然而,現有研究多通過改變連接及焊接方式等對柜體的結構進行改進,沒有從柜體本身的焊接方式進行研究。因此,本研究通過對柜體本身的連接方式進行改進,在確保柜體結構強度滿足要求的情況下,降低焊接難度以及焊接工作量。
1 機柜拼接模式
骨架的設計在空間上可分為橫向和縱向,連接方式通常為焊接[7]。如圖1 所示為一種片式組拼結構,立柱上下需插入到橫梁中進行整體焊接,因此在制造柜體時,需要將八根橫梁與四根立柱一起進行焊接,對焊接精度要求高,不利于模塊化生產,成本較高。
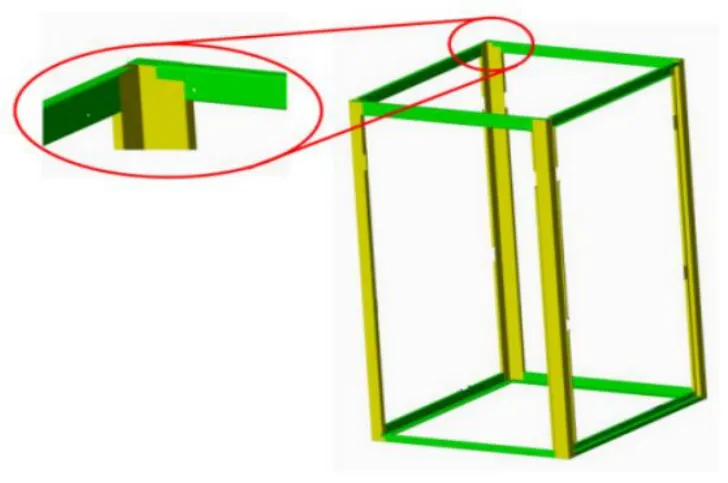
圖1 片式組拼結構
為解決片式組拼結構機箱存在的問題,設計了一種頂底拼接結構機箱,如圖2 所示。該結構相對于片式組拼結構而言,區別在于其立柱無需插入到上下橫梁中,因此在生產組裝過程中,可以將頂部與底部的橫梁單獨進行焊接,待其上下結構焊接完成之后,再將其與立柱進行焊接。該結構能夠實現工序拆分,使不同結構能夠進行模塊化生產,大幅降低了焊接工時,減少了生產運輸中所需成本。
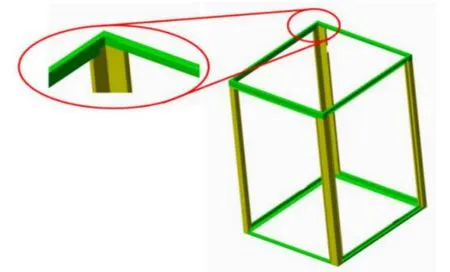
圖2 頂底拼接結構
然而,將立柱與整體焊接進行拆分之后,勢必會影響骨架整體的結構強度與剛性,因此,將通過有限元仿真與實驗驗證的方式,來確定升級過后的骨架能否滿足結構強度要求。
2 有限元仿真驗證
利用軟件建立戶外柜模型,尺寸嚴格按照1∶1 繪制,基于模型的幾何特征以及不同工況的邊界條件,考慮到網格劃分以及求解速度,對模型中不重要的孔、圓角、螺栓螺母結構進行簡化處理。將模型導出至有限元軟件中,如圖3 所示。

圖3 戶外柜有限元模型
柜體的各個結構件材料均為Q235 結構鋼,楊氏模量為210000 E/MPa,泊松比為0.3,密度為7850 kg/m3,屈服強度為235 MPa。網格大小為5 mm,采用軟件自帶的自適應網格劃分,網格平均質量為0.8526,圖4為柜體網格劃分結果,圖5 為焊縫處網格劃分結果。可以看出網格整體形狀規則,分布數量、位置合理,求解準確性較強。
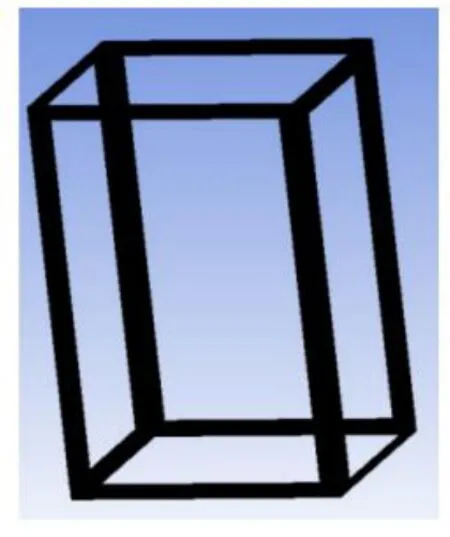
圖4 網格劃分結果
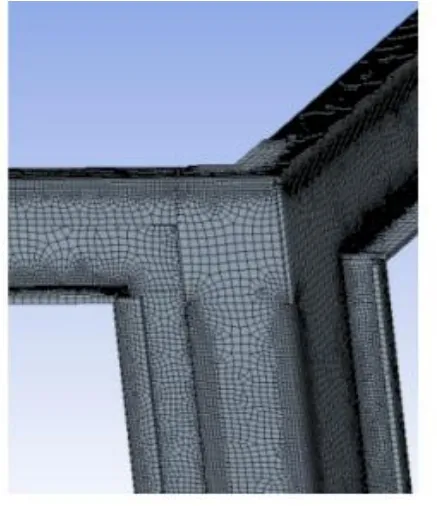
圖5 焊接處網格劃分結果
由于戶外柜升級后主要影響高度方向上強度,因此只對高度方向上的拉伸力進行分析,探究其在一定力的作用下,能否保持其結構強度。對模型底部施加固定約束fixed support,頂部施加力Force。力的大小根據戶外柜實體承載計算,1750 kW 戶外柜實際承載1.5T~1.6T,安全系數取2 進行核算,設置初始拉伸力為30000 N,觀察模型的總變形、相對應力以及相對應變情況。
如圖6 所示為30000 N 拉力下戶外柜的仿真結果,為了便于觀察到形變位置,將變形量放大17 倍,圖6(a)為總變形情況,可以看出戶外柜最大變形處位于頂部橫梁中心位置,最大變形量為10.5 mm;圖6(b)為相對應變情況,模型最大相對應變處位于頂部焊縫位置,最大相對應變量為0.0091 mm/mm;圖6(c)為相對應力情況,模型所受平均應力為21.814 MPa,模型最大相對應力位置在止裂槽處,Q235 材料為塑性材料,最大屈服極限為235 MPa[8],塑性材料因具有屈服階段,當應力集中處的最大應力σmax達到屈服極限σs時,僅此局部產生塑性變形,只有荷載繼續加大,尚未屈服區域的應力才隨之增加而相繼達到σs。因此,塑性材料在靜荷載作用下,可以不考慮應力集中的影響[9]。因此,只考慮焊縫位置處的應力情況。根據圖6(c)可以看出,在焊縫位置處,相對應力值均在175 MPa 以下,其結構強度符合使用要求。
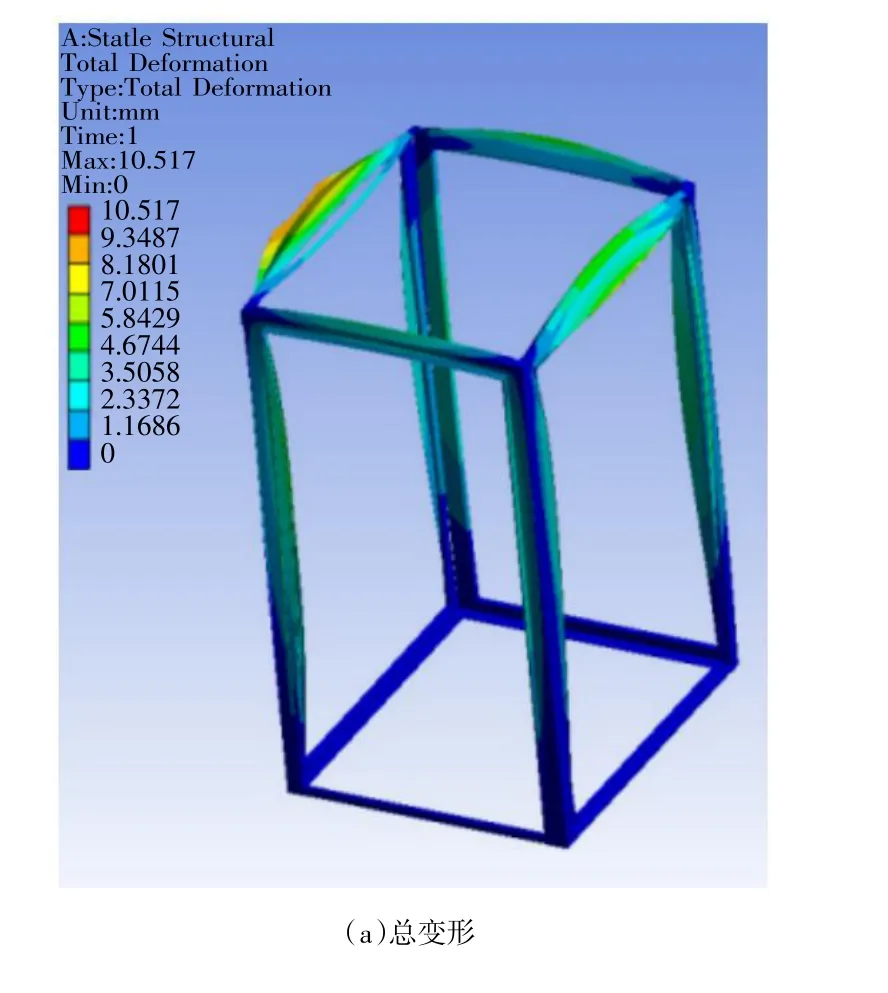
圖6 30000 N 拉力下戶外柜仿真情況(變形量放大17 倍)
3 實驗驗證
按照柜體結構設計需求,柜體需要橫梁與立柱組成,立柱與橫梁的連接方式為對接式。根據更改后的新結構,取框架頂部的其中一角進行力學性能驗證。由于樣件進行拉伸實驗需要拉伸夾持柄,故在樣件拉伸方向的兩端增加焊接轉接板用于拉伸實驗過程的夾持,焊接轉接板采用滿焊的方式進行焊接,承載焊縫位置如圖7 中兩零件相交處。焊接后的試樣如圖8 所示。
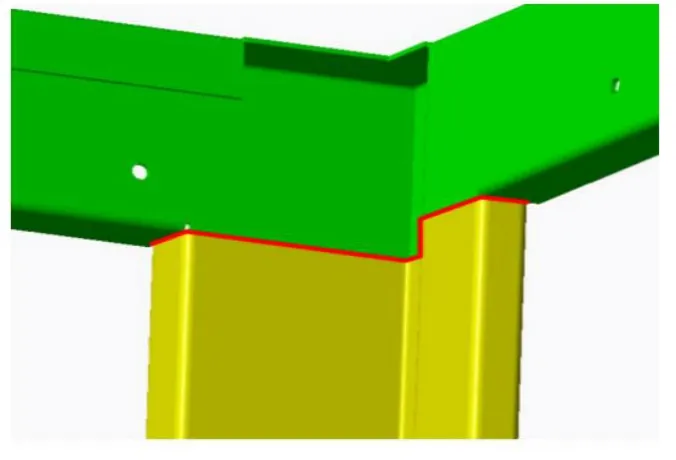
圖7 承載焊縫位置示意圖
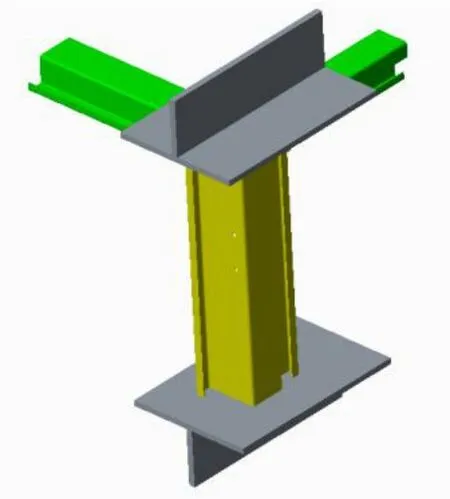
圖8 焊接試樣示意圖
3.1 實驗準備
實驗選取2 mm Q235 鈑金件、5 mm Q235 鈑金件,其中驗證結構選用和產品材料相同的2 mm Q235 冷軋板折彎制成。5 mm Q235 板材用于制作拉伸轉接板。
焊前對板材表面進行清理,去除表面雜質、油污。根據圖紙要求將焊接試樣拼接成型,焊接方式選擇人工氣體保護焊(MIG)焊接,焊接板厚為2 mm,焊接電流為105 ~120 A,焊接電壓為20 ~21 V,焊縫為角焊縫,保護氣成分為20%CO2+80%Ar。試樣的焊接方式考慮實際的焊接工況,截取樣件的焊縫布置位置及參數按照實際焊接生產要求制定。本次實驗從焊接車間挑選3 名焊工進行驗證試樣焊接加工,每名焊工焊接2 個試樣,共計制作6 個焊接試樣,焊接加工階段應選擇合適的焊接參數并對零件焊接面進行焊前處理工作以避免焊縫存在氣孔、夾渣、未熔合等現象;同時在焊后應對密封面位置進行打磨處理避免殘留焊渣導致密封件的破損并失效[10]。焊接完成后,對試樣進行焊縫外觀檢測,檢查焊縫成型情況,對表面情況進行記錄,1 號焊接試樣外觀如圖9 所示。
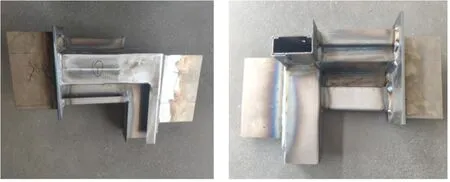
圖9 1 號焊接件試樣
3.2 拉伸實驗
樣件焊接完成后,對樣件進行力學性能測試。拉伸實驗采用實驗室的拉伸實驗機進行拉伸,當試樣出現斷裂或者裂紋等失效現象時,記錄試樣拉伸最大力值和斷裂位置,如圖10 所示。

圖10 實際拉伸過程示意圖
1750 kW 戶外柜的柜體實際承載1.5T~1.6T,按照單個立柱的承載為400 kg,安全系數2 進行核算,單個立柱承載應該≥800 kg。設置初始拉伸拉力值為8000 N,靜置保持拉力15 min,觀察頂部框架與立柱之間的承力焊縫是否出現斷裂或者出現裂紋等失效情況,若無斷裂或者出現裂紋等失效情況,則增加2000 N 繼續靜置保持拉力10 min,以此類推,當拉力值達到16000 N 靜置10 min 后停止實驗,試樣1 在實驗過程中,拉伸實驗力隨時間變化如圖11 所示。
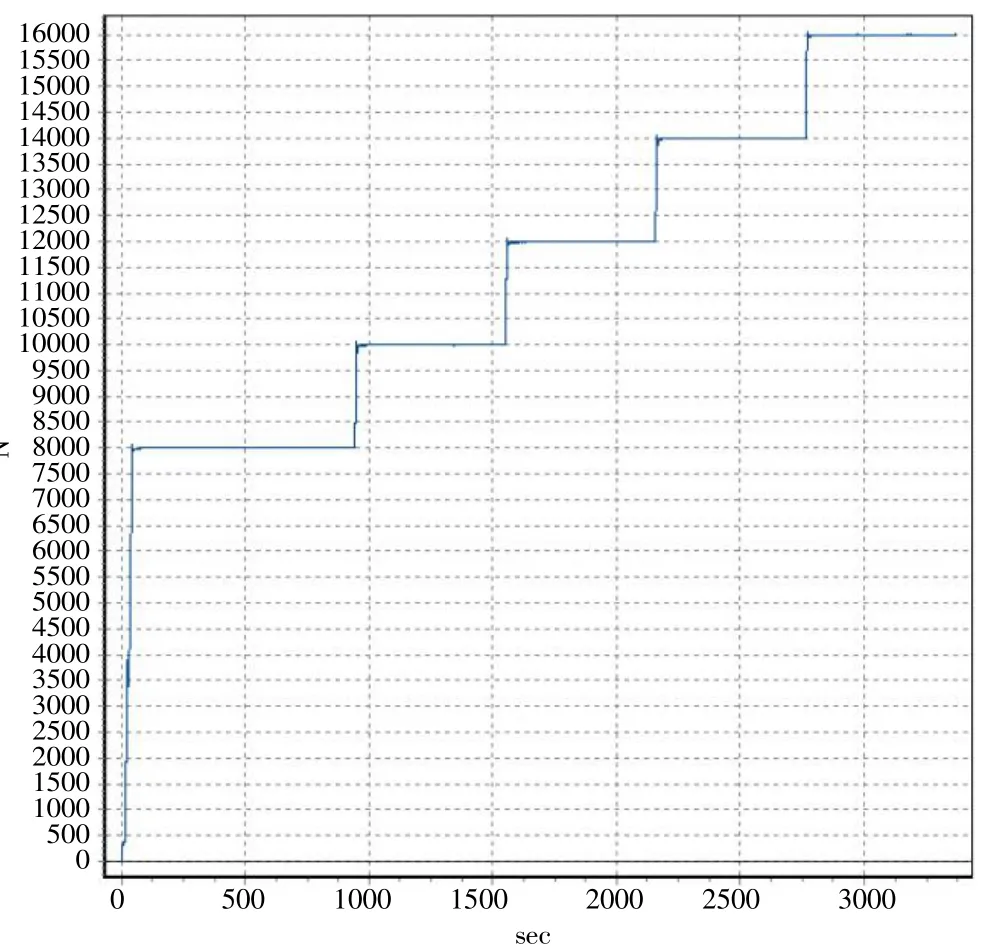
圖11 拉伸實驗力-時間曲線圖
3.3 結果
隨后按照步驟對1 號試樣進行拉伸實驗,焊縫情況如圖12 所示,可以看出1 號試樣在進行過所有實驗之后仍沒有出現斷裂現象,證明其通過了抗拉力學性能測試。接下來將所有試樣以此方式進行拉力實驗,記錄拉伸結束以及焊縫狀態。結果表明,六種試樣在實驗中均通過了拉力測試,隨著拉伸力增大,試樣均未出現斷裂、裂紋現象,焊縫通過設置的抗拉力學性能測試。

圖12 1 號試樣焊縫情況
4 結論
戶外柜作為電氣控制技術的關鍵部件,對其內部的電子器件起著支撐和保護作用,對電路功能的實現起著至關重要的作用。采用頂底拼接模式的機柜,相比片式組拼結構,減少了設計和制造中不必要的對準,大大簡化了設計,縮短了新品研制的周期,也使產品之間的互換性和統一性得到保證,整體可靠性得到極大的提高,能夠在滿足強度要求的基礎上,大大減少人工成本與工時,提升了企業的市場競爭力。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55