全鋼載重子午線輪胎胎側氣泡原因分析及解決措施
2023-11-29 09:38:04馬楠
橡膠科技 2023年11期
馬 楠
(寧夏神州輪胎有限公司,寧夏 石嘴山 753000)
隨著交通運輸業的迅猛發展,全鋼載重子午線輪胎以抗刺穿、超耐磨、低油耗、高承載、平穩舒適及操縱性好等優點得到用戶普遍認可,其使用范圍不斷擴大,同時對輪胎性能也提出了更高要求[1-5],其中胎側部位與輪胎的承載及安全性能有很重要的關系,生產過程中受各種不穩定因素影響較大,胎側氣泡是全鋼載重子午線輪胎胎側部位最常見的缺陷[6-8]。以295/80R22.5規格為例,2021和2022年成品輪胎不良率檢驗中胎側氣泡占比分別為32.9%和30.1%,成為公司降低成品輪胎不良率首要解決的問題。由于胎側部位變形較大,同時胎側氣泡熱補后存在色差,且在使用早期即容易脫落,根據公司實際生產情況,針對全鋼載重子午線輪胎胎側氣泡缺陷進行攻關,取得了良好的效果,現從工藝控制、結構設計和設備優化等方面分析胎側氣泡產生的原因,并提出相應的解決措施[9-12]。
1 胎側氣泡的特征
胎側氣泡出現在輪胎的一側或兩側,位于防水線與防護線之間:胎側表面或內部;橡膠與胎體簾線之間(見圖1)。通過取樣割開發現,胎側氣泡分為3類:一是表面呈不規則的周向皺褶;二是表面非常光滑,有時還有亮晶晶的銀灰色小點;三是表面呈麻面狀。公司的判級標準如下:氣泡直徑≤3 mm,修補,為合格品;氣泡直徑為3~10 mm或觸及簾線,為次品;氣泡直徑>10 mm,為廢品。
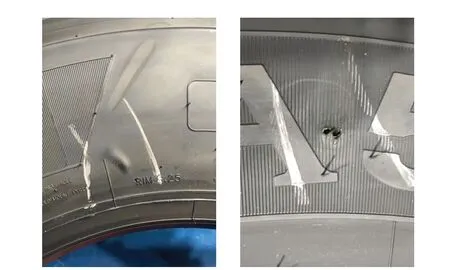
圖1 胎側氣泡照片
2 原因分析
胎側氣泡原因全面分析如下。
(1)人員方面:①成型工序在貼合三角膠時接頭大、開口、窩氣;②三角膠邊部打褶未處理;③三角膠停放時間不足,提前使用;④修胎人員疏于檢查及修胎質量差;⑤成型機胎圈壓輥壓合時沒有壓合三角膠。
(2)設備方面:①成型機胎圈壓輥不對稱,滾壓時打褶;②成型機定型壓力設置太低,起不到支撐作用;③成型膠囊漏氣導致胎側打褶;④成型膠囊壓力設置不當,胎側不能有效撐開。
(3)物料方面:①三角膠及胎體鋼絲膠粘性過高,與胎側的隔離膠片粘到一起產生窩氣;②三角膠及胎體鋼絲膠粘合性能差,導致胎坯三角膠端點翹起,易產生氣泡;③胎側與三角膠尺寸不合格;④三角膠邊部厚度設計不合理。
(4)工藝方面:①胎側結構設計不合理,填充膠部位落差大;②三角膠端點與胎側填充膠端點重合,產生窩氣;③胎側針刺裝置未使用,起不到排氣作用。
(5)環境方面:①成型工序環境溫度過低,在成型過程中使用的汽油未在短時間內揮發;②機臺及工作環境衛生不合格,成型時胎圈受到污染;③工段照明亮度不夠,給檢查帶來困難。
經過多方實踐調查確定以下4項因素是導致全鋼載重子午線輪胎成品胎側氣泡缺陷率高的主要原因。
(1)三角膠邊部厚度控制不合理,成型時此處不易壓實而窩藏氣泡。
(2)胎側填充膠形狀設計不合理,過渡不平緩,反包時窩氣。
(3)成型膠囊防滑層設計不合理,反包時胎側滑動導致窩氣打褶。
(4)成型膠囊充氣時間設定不合理,胎側反包時未均勻延伸開導致窩氣。
3 解決措施
對導致成品輪胎胎側氣泡缺陷率高的4項因素進行分析,調整對應參數分別連續生產1萬條輪胎,以獲得足夠的數據并分析相應的解決方案。
3.1 三角膠邊部厚度調整
三角膠邊部厚度為0.5,1.0,1.5和2.0 mm時,產生三角膠端點氣泡的輪胎數量分別為10,3,32和74條。
由此可見,當三角膠邊部厚度控制在0.5~1 mm時,三角膠端點氣泡數量最少,符合公司合格率控制標準。但是在實際生產過程中,受口型、膠料門尼粘度等因素的影響,三角膠邊部厚度控制在0.5 mm時易出現破邊現象,從而導致氣泡增加,這種方案不可取,因此三角膠邊部厚度控制在1 mm是最理想的。
3.2 胎側結構優化
公司全鋼載重子午線輪胎均采用三復合胎側,通過割開胎坯三角膠端點氣泡定位,配合胎側分形面結構(見圖2)分析發現,氣泡產生位置正好對應胎坯三角膠端點。填充膠越短,輪胎氣泡越多,通過優化填充膠形狀,使填充膠斜邊變長。

圖2 胎側分形面結構
填充膠斜邊長度為12,15,18和21 mm時,產生氣泡的輪胎數量分別為56,39,22和0條。
由此可見:斜邊長度為12 mm時,產生氣泡的輪胎數量最多;斜邊長度為21 mm時,無輪胎產生氣泡。
3.3 膠囊優化
公司一次法成型機均采用膠囊成型鼓,膠囊預充氣與撐塊同時動作,由于膠囊防滑層寬度為70 mm[見圖3(a)標識區],撐塊撐起時胎側向撐塊方向滑動,導致胎側反包時輕微打褶,成型胎坯出現三角膠端點窩氣現象。
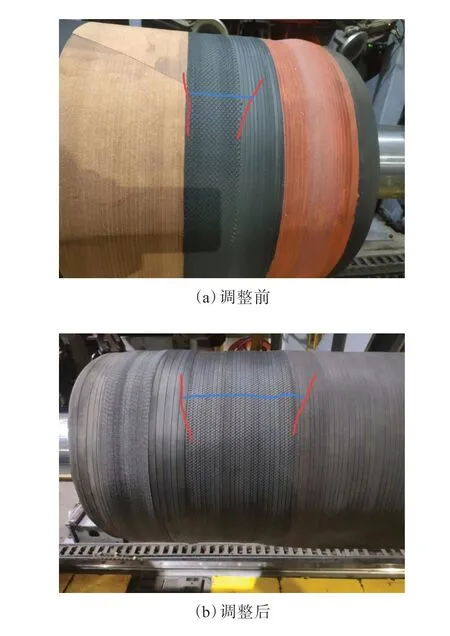
圖3 膠囊防滑層寬度調整示意
膠囊防滑層寬度為70,100,130,150和180 mm時,產生氣泡的輪胎數量分別為68,35,18,5和0條。
由此可見,將膠囊防滑層寬度改為180 mm[見圖3(b)標識區]時,撐塊撐起后胎側不向撐塊方向滑動,杜絕了三角膠端點窩氣現象。
3.4 膠囊充氣時間優化
成型膠囊分上下兩部分,上部分為反包膠囊,下部分為助推膠囊,兩者之間的比例設置不當會導致反包膠囊小、助推膠囊大,胎側不能均勻反包至胎坯上,局部會出現打褶、窩氣現象,氣體在滾壓時不能排出,硫化后成品輪胎胎側氣泡增多。
通過試驗確定反包膠囊與助推膠囊的充氣時間關系。不同膠囊充氣時間下產生氣泡的輪胎數量如表1所示。
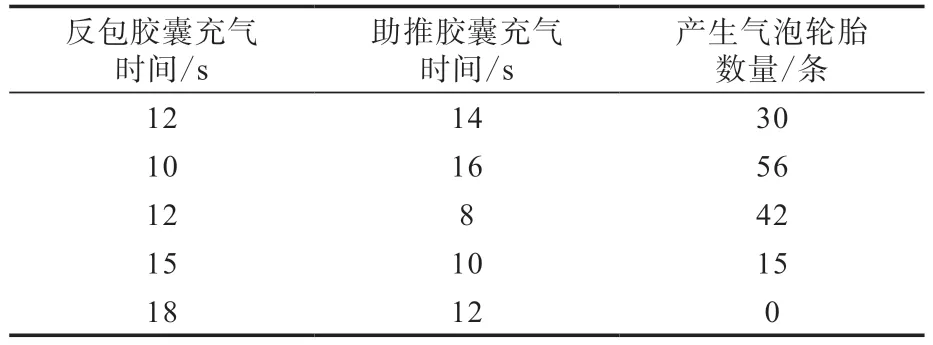
表1 不同膠囊充氣時間下產生氣泡輪胎數量
從表1可以看出:助推膠囊充氣時間長于反包膠囊充氣時間時,隨著充氣時間的延長,氣泡數量呈遞增關系;反之,氣泡數量則呈遞減關系。
4 結論
通過對胎側氣泡產生原因進行全面分析,確定三角膠邊部厚度、胎側填充膠形狀、成型膠囊防滑層寬度和充氣時間為主要因素。通過控制三角膠邊部厚度,優化胎側形狀、成型膠囊防滑層寬度和充氣時間,有效降低了胎側氣泡缺陷率,提高了輪胎質量,降低了生產成本。