高強耐候YQ450NQR1乙字鋼裂紋分析
2023-12-01 04:13:40馮巖青吳娟張世忠王厚昕趙一臣
包頭職業技術學院學報 2023年2期
關鍵詞:裂紋
馮巖青 吳娟 張世忠 王厚昕 趙一臣
摘 要:某載重貨車制造企業在焊接、加工組裝車廂中梁的過程中發現YQ450NQR1乙字鋼腿部“舌狀”裂紋,采用顯微組織分析、缺陷宏觀形貌觀察、能譜分析和化學成分測試等系統檢測方法分析了裂紋形成原因。結果表明:冶煉過程鋼水液面波動使鑄坯產生振痕,鑄坯的強冷和脆性區矯直形成了鑄坯微裂紋,有缺陷的鑄坯進入加熱爐后,由于升溫速度過快,爐溫高且停留時間長,裂紋繼續擴大,惡化的橫向裂紋在沿縱向軋制時形成“舌狀”裂紋。
關鍵詞:高強耐候;YQ450NQR1;裂紋;連鑄;加熱
Analysis of Cracks in High-Strength Weather-ResistantYQ450NQR1 H-Section Steel
Feng Yanqing Wu Juan Zhang Shizhong Wang Houxin Zhao Yichen3
Abstract:A certain heavy-duty truck manufacturing enterprise discovered “tongue-shaped” cracks in the leg of YQ450NQR1 H-section steel during the welding,processing,and assembly of the middle beam of the truck body.The cause of crack formation was analyzed using systematic detection methods such as microscopic structure analysis,defect macro morphology observation,energy spectrum analysis,and chemical composition testing.The results show that the fluctuation of the steel liquid level during the smelting process causes oscillation marks on the slab,and the severe cooling and straightening of the brittle zone in the slab lead to the formation of micro-cracks.When the defective slab enters the heating furnace,the cracks continue to expand due to the rapid heating rate,high furnace temperature,and long dwell time,and the aggravated transverse cracks form “tongue-shaped” cracks during rolling along the longitudinal direction.
Key words:High-Strength Weather-Resistant;YQ450NQR1;Cracks;Continuous Casting;Heating
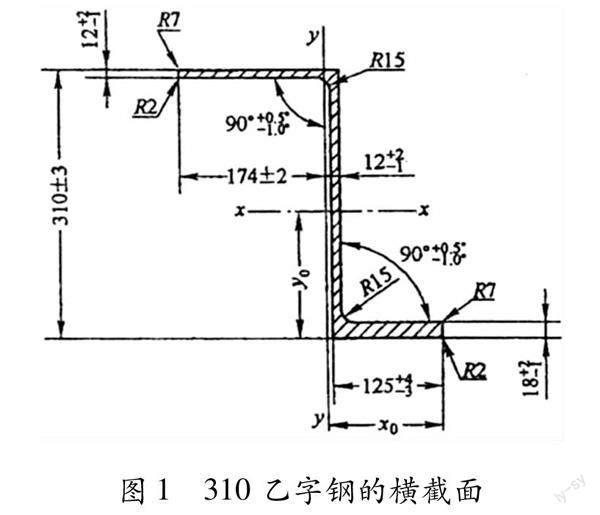
高強耐候YQ450NQR1乙字鋼是制造鐵路敞車車廂中梁的專用特殊型鋼,每年需求量在4萬~5萬噸。高強耐候乙字鋼與普通碳素鋼相比,具有高強度、耐腐蝕性、可焊性及良好的低溫沖擊韌性,冶煉過程通常需要添加一定量的Cu、Ni、Cr等合金元素來提高其耐腐蝕性能,導致其冶煉難度增大。同時,YQ450NQR1乙字鋼斷面復雜,腰部寬度為310mm,所以也稱之為310乙字鋼(見圖1),其屬于大型非對稱復雜斷面型材,軋制過程中存在嚴重的不均勻變形,軋制難度大,表面易產生裂紋,導致其成材率偏低,企業在生產過程中經常會出現批量廢品(廢品率高達35.57%~50.43%),造成經濟損失。
某鐵路敞車制造企業在焊接、加工組裝車廂中梁的過程中發現YQ450NQR1乙字鋼腿部“舌狀”裂紋,為避免造成嚴重后果,筆者對案例進行分析,首先排除了切割應力及焊接方法不當等加工因素,取樣后對有缺陷的310乙字鋼的化學成分、性能及金相組織分別進行了分析,[1-3]并提出改進措施。
1 理化檢驗及結果
1.1 宏觀形貌
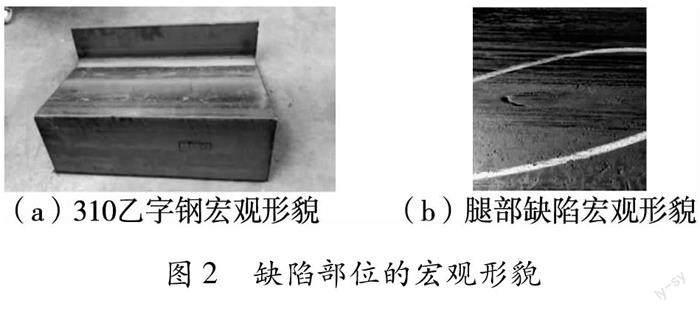
成品310乙字鋼在長腿外側及短腿內側可見“舌狀”缺陷,圖2(a)為310乙字鋼宏觀形貌,圖2(b)為腿部缺陷宏觀形貌。從圖2可看出該缺陷具有結疤特征,外形呈“舌狀”,缺陷處氧化銹蝕。
為查找“舌狀”缺陷產生的原因,首先進行了缺陷解剖,發現裂紋周圍存在大量氧化圓點及氧化脫碳現象,說明該裂紋經歷過高溫加熱過程,基體中的碳元素與空氣中的氧貫穿形成脫碳,同時脫硅形成氧化圓點,產生這一過程的主要原因初步判斷是帶有缺陷的鑄坯在加熱爐長時間高溫加熱造成的。
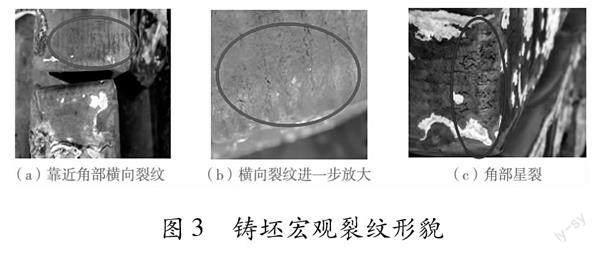
因此進一步排查鑄坯缺陷,310乙字鋼采用矩形坯(坯型尺寸320mm×415mm)軋制,在矩形坯側面靠近角部發現橫裂紋,該橫裂紋位于連鑄拉坯的矩形坯內弧角處,鑄坯宏觀上呈橫向裂紋及星型裂紋形貌,圖3(a)靠近角部橫向裂紋,圖3(b)橫向裂紋進一步放大,圖3(c)角部星裂。
1.2 化學成分
取帶有缺陷的試樣進行化學成分分析,表1為實測值與標準值對比,成分符合標準要求。
1.3 顯微組織
首先取成品缺陷樣,[4]從帶有“舌狀”裂紋的成品上切取30mm×30mm塊狀試樣,磨制試樣橫向面,拋光后采用4%的硝酸酒精腐蝕,通過光學顯微鏡對裂紋表面形態和裂紋周圍的組織進行觀察和分析。再取鑄坯缺陷樣,[4]從帶有橫裂紋及星裂的試樣上切取40mm×40mm塊狀試樣,磨制試樣橫向面,拋光后觀察裂紋形貌。
成品的“舌狀”缺陷裂紋內充滿氧化鐵,裂紋周圍氧化脫碳,裂紋附近及尖端有氧化圓點帶,見圖4。磨制并拋光帶有缺陷的鑄坯試樣,在矩形坯415mm大面一側距離棱角處1~5cm處,肉眼可見深度1~4mm的裂紋,圖5為鑄坯缺陷的金相組織,其中圖5(a)為鑄坯裂紋微觀形貌,圖5(b)為鑄坯裂紋根部,圖5(c)為鑄坯裂紋分叉,圖5(d)為鑄坯裂紋尖端。
1.4 能譜分析
對帶有“舌狀”裂紋的缺陷試樣進行掃描電鏡觀察及能譜分析,在開裂處發現存在少量白色復合析出相,見圖6。從圖7的能譜分析及表2的定量分析結果可以看出該析出相中主要含有Cu和Ni元素,因此開裂處白色析出相為銅鎳復合析出相,復合析出相的尺寸為0.5μm~5μm,鐵為基體。
2 缺陷成因分析
YQ450NQR1高強度耐大氣腐蝕310乙字鋼的碳含量控制范圍為0.11-0.14%,屬于裂紋敏感的包晶區。當連鑄工藝的拉速與過熱度不匹配、鑄坯冷卻控制不當,或者保護渣不滿足要求,鑄坯表面就會生成表面縱裂、橫裂以及皮下裂紋。從圖4的鑄坯裂紋微觀形貌可以看出裂紋根部較寬,裂紋由鑄坯表面向鑄坯內部延伸,裂紋尖端存在分叉,說明鑄坯冷卻工藝不合理導致產生裂紋,并在冷卻過程中受到內外應力作用延伸擴展。因此對YQ450NQR1高強度耐大氣腐蝕310乙字鋼的連鑄冷卻水及拉矯溫度進行工藝優化,即調整連鑄二次冷卻比水量降為0.15~0.20L/kg,二冷由原來的強冷改為中冷偏弱,同時通過控制鑄坯的拉矯溫度≥850℃,避開矯直過程的高溫脆性區,以控制鑄坯缺陷產生。
從金相檢測結果分析,成品裂紋周圍及前沿有高溫氧化圓點帶,內部有氧化鐵,經硝酸酒精試劑侵蝕后裂紋周圍有明顯脫碳等高溫氧化特征,表明缺陷曾經歷了高溫氧化過程,從缺陷的形貌判定鋼坯表面存在裂紋,加熱時與大氣貫通,裂紋周圍脫碳并生成氧化圓點,軋制過程中無法軋合,在310乙字鋼的腿部產生折疊裂紋。[5-7]實際生產中鑄坯存在兩種情況,一種是鑄坯表面質量較差,振痕較深,肉眼容易分辨并挑出,另一種情況是振痕較淺,肉眼無法判斷的皮下缺陷,當鑄坯加熱時,鑄坯裂紋周圍就會發生氧化,這類缺陷在軋制過程中也不能焊合,從而產生拉裂缺陷。310乙字鋼“舌狀”缺陷主要產生于矩形坯靠近角部的橫裂紋,高溫軋制過程中鑄坯上的橫裂紋沿軋制方向被拉碾形成“舌狀”,該缺陷零星分布在軋件的腿部,在熱鋸工位無法鋸切掉,只能在冷區進行鋸切,造成大量的廢品與短尺。
成品“舌狀”缺陷處存在銅鎳復合相的爐次加熱溫度均高于1200℃,且在爐時間大于10小時,拉碾成的“舌狀”缺陷深而長;而加熱爐爐溫在1150~1160℃的爐次,且在爐時間為4~8小時,成品“舌狀”裂紋周圍沒有發現銅鎳復合相,裂紋淺而短,說明隨著YQ450NQR1高強度耐大氣腐蝕310乙字鋼在爐溫度的升高和在爐時間的加長,加速了銅鎳的擴散和析出,大顆粒的復合相析出說明過高的加熱溫度和過長的在爐時間會進一步惡化鑄坯橫裂紋。目前看來,對銅鎳復合相在鋼中的大顆粒析出長大還沒有形成統一的認識,且析出過程受諸多因素影響,所以銅鎳復合相在鋼中的析出規律還有待進一步研究。[8]
經工序檢查,主要是因為連鑄工序拉速不穩造成了液面波動,鋼水過熱度ΔT過高,同時拉速與過熱度不匹配,坯殼產生了較深的振痕,后續矯直過程中在脆性區進行拉矯,產生了鑄坯微裂紋。有裂紋缺陷的鑄坯進入加熱爐后,由于升溫速度過快,含有大量合金元素的310乙字鋼裂紋進一步擴展,當生產發生事故減緩軋鋼節奏時,鑄坯在爐溫度高且停留時間長,鑄坯裂紋繼續惡化,擴大的橫向裂紋在沿縱向軋制時形成“舌狀”裂紋。
3 改進措施
連鑄工位:使用耐候鋼專用保護渣,較高熔點及熔速的保護渣(熔點:1225℃,熔速:57S),整體水口保護澆鑄,水口插入深度控制在120mm以下。鑄機必須保證全流生產,嚴格采用恒拉速操作,拉速控制在0.53m/min~0.60m/min,過熱度控制在25℃~35℃,電磁攪拌正常開啟,結晶器水量為3200L/min,二次冷卻比水量為0.15~0.20L/kg,二冷采用中冷偏弱,提高鑄坯進拉矯機溫度,控制鑄坯的拉矯溫度≥850℃,控制鑄機二冷室外來水,避開高溫脆性區。鑄坯緩冷48小時以上,增加鑄坯熱酸檢驗頻次,加強監控鑄坯皮下及表面裂紋。
加熱工位:緩慢升溫,燒鋼溫度不高于1230℃,采用開軋溫度不高于1160℃的低溫軋制,在爐時間4~5小時,均熱小于3小時,進加熱爐前,加一段燒嘴全部關閉,延長預熱段,緩慢升溫,保證低溫段加一段和預熱段總時間不小于40分鐘。保證整個爐膛溫度均勻,消除腿部溫度差。
4 結論
(1)高強耐候熱軋310乙字鋼成品腿部“舌狀”裂紋是矩形鑄坯表面橫向裂紋造成的,通過連鑄過程的拉速、過熱度的匹配,優化結晶器保護渣、二冷比水量及拉矯溫度可以有效避免鑄坯橫裂紋。
(2)鑄坯通過緩慢升溫避免了含有大量合金元素的310乙字鋼產生熱應力或裂紋擴展,低溫軋制保證了不形成銅鎳復合相及鋼材的綜合性能。
(3)工藝改進后高強耐候熱軋310乙字鋼成品表面裂紋率明顯減少,降低至2.5%以下。提高了高強耐候熱軋310乙字鋼產品的成材率。
參考文獻:
[1]賈攀.乙字鋼拉裂缺陷成因分析[J].四川冶金,2007,3(29):7-9.
[2]郝森,王東明.高強度高耐候鋼性能控制措施初探[J].鞍鋼技術,2003,2(6):15 -16.
[3]楊作宏,陳伯春.談微合金元素Nb、V、Ti在鋼中的作用[J].甘肅冶金,2000,4(4):20 -22.
[4]GB/T2975 -1998,鋼及鋼產品力學性能位置及試樣試備[S].
[5]崔忠圻.金屬學與熱處理[ M].北京:機械工業出版社,1986.
[6]王霏,智建國,姜德剛.310乙字鋼組織對低溫沖擊功的影響[J].包鋼科技,2009,5(35):40-44.
[7]雍岐龍.鋼鐵材料中的第二相[M].北京:冶金工業出版社,2006.
[8]韓文習,李希海,袁鵬舉,楊忠民.時效溫度對不同銅含量超低碳鋼銅析出的影響[J].山東冶金,2012,5(34):27-29.
(責任編輯 郭曉勇)
收稿日期:2023-04-08
基金項目:包頭職業技術學院基金項目“包頭職業技術學院2022科研創新團隊《新材料工藝改進及性能控制》”(KJ202104)成果。
作者簡介:馮巖青(1977-),女,副教授,博士,研究方向為新產品研發及焊接技術。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
