智能制造背景下機箱自動貼標產線的設計與應用
2023-12-05 12:46:58柏廣梟孟燕菲鄧禮兵陸凱雷
科技創新與應用 2023年34期
關鍵詞:產品
柏廣梟,孟燕菲,鄧禮兵,陸凱雷
(博瑞電力自動化設備有限公司,江蘇 常州 213000)
目前,二次機箱產品年用量大,型號種類逐年增加,生產車間普遍采用人工裝配或者人機交互的半自動化裝配模式。裝配過程大量依靠人工作業,并以裝配工具輔助,存在著生產效率低、周轉時間長、單位工序成本高和人工貼標效率低等缺點。在此背景下公司對機箱產品的精益改善需求日益增加,提高裝配環節自動化程度的迫切需求也越來越高。
隨著工業自動化技術越發成熟,采用自動化機箱裝配的產線模式已成發展趨勢。基于打造電力行業先進制造4.0,國網下一輪五年智能化制造規劃提出的背景下,二次保護類機箱產品的市場競爭日益激烈,大幅降低機箱產品成本,提高生產效率,縮短供貨交期成為公司首要考慮的發展方向。
1 機箱自動貼標產線介紹
機箱產品裝配環節需要在多個位置粘貼、打印多種型號的標簽。該系列機箱年均用量3 萬臺,型號種類逐年增加,不同機箱標簽數量多、種類多,目前主要采用人工貼標,打印模式存在效率低,貼標環節二次污染嚴重,貼標外觀不夠整齊等問題。
為了解決產能需求問題,規劃設計了一條機箱自動貼標打印產線,為提高裝配環節的產能效率和智能化裝配車間規劃提供了一種新的思路。
2 機箱自動貼標產線的設計
該自動化機箱貼標打印運輸產線,包括進料流水線、出料流水線、顯示系統、輸入鍵盤、操作界面、剝離平臺和旋轉貼標機械手等。設備通過PLC 系統+安全PLC進行編程,操作系統內設置有編程軟件,可進行不同規格、不同位置、不同打印內容的標簽自動粘貼周轉程序編輯,如圖1 所示。
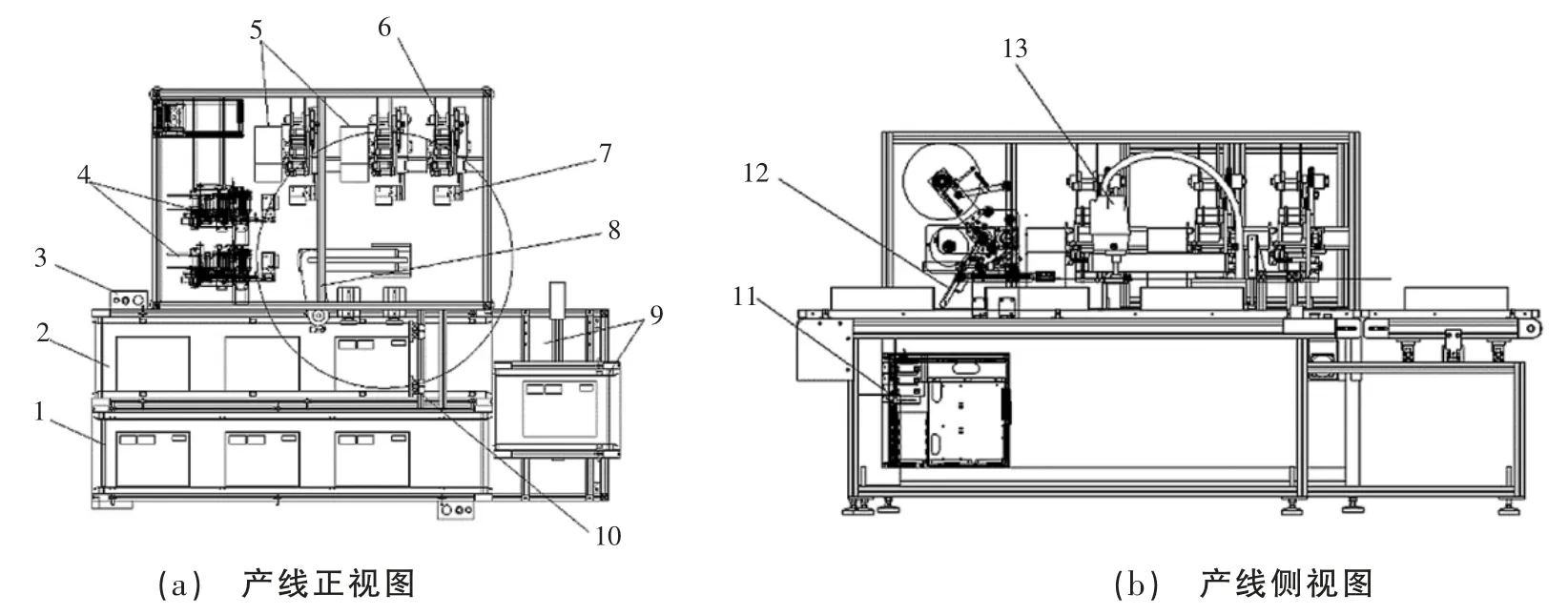
圖1 機箱自動貼標產線
2.1 運輸模塊的設計
運輸模塊如圖2 所示,傳送帶結構分為進料和出料2 條輸送帶,傳動帶入口設置急停按鈕,可以人工控制輸送帶的啟停,產線啟動后機箱產品通過進料輸送帶運輸至限位擋塊處,進入打標機模塊進行自動打印,貼標并周轉至下一工位,輸送線機尾設有換位結構,通過伸縮氣缸,將機尾的換向模塊平移推動至出料的輸送帶,與之對接,輸送帶和機尾的換向模塊形成了一個無極的環形帶,實現產品流轉的換向,進而回流至進料初始的位置,減少人員來回搬運的情況和人工周轉的工時。
2.2 貼標機模塊的設計
貼標模塊如圖3 所示,包含:三組貼標頭、一組旋轉機械手、剝離平臺和多個斑馬打印機組成,貼標頭由盤式標帶的架帶、送帶、收帶、剎帶和出標機構組成,采用間歇式運動方式,機箱運輸旋轉機械手上集成了圓形的托盤,機箱產品由傳送帶運輸至圓形托盤上的限位位置后,旋轉機械手自動旋轉托盤上的機箱產品至貼標頭的工作區域,貼標位置的精度由3個光電傳感器聯合控制,識別機箱產品是否到位和機箱產品上的貼標位置定位,識別產品到位后由系統控制多個斑馬打印機打印對應型號的標貼。標貼傳動通過步進電機帶動送紙輥,依靠偏心壓輥與送標膠輥的擠壓產生的摩擦力帶動標帶運行。當標帶運行時,在張力的作用下帶動標貼經過剝離平臺,貼紙與底膠紙片分離,由吸盤吸取與機箱產品平行接觸并貼合。
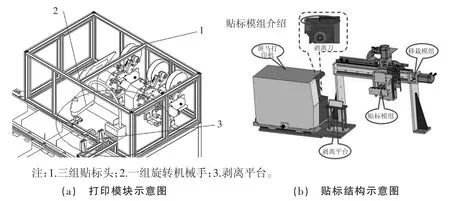
圖3 貼標機模塊
3 機箱自動貼標產線的工藝流程
機箱產品上共有3 個不同種類的標簽需要打印、撕標、粘貼及運輸。基礎貼標節拍:20 s/pc(貼標節拍可調)。這種技術的某些運作模式與人工粘貼法的原理相似,就是將標簽放置到真空墊表面墊上固定,直到貼附動作開始為止。在該自動化產線中,真空墊表面是由剝離平臺的工作面代替的,標簽固定和定位在一個剝離平臺上,剝離平臺為一個上面具有幾百個小孔的平面,小孔是用來維持形成“空氣射流”。由吸盤抽取標簽表面空氣并吸取,使剝離平臺上的標簽分離并移動,讓其貼附到被包裝物品上。這是一項具有復雜性的技術,其具有較高的精度和可靠性,多適用于高速和高效的自動化貼標生產線。這種自動化產線可靠快速地達到了貼標位置和貼標平整度的技術指標,且效率較高,這種方法對于產品包裝件的高度有一定變化的頂部或側部貼標難度較大,而對于外觀規整、表面平滑的機箱產品則非常適用。
3.1 工序流程
人工上料→傳動帶輸送產品到貼標1 模組→貼電源標簽→輸送產品到貼標2 模組→打印+粘貼質量跟蹤卡的標簽→輸送產品到貼標3 模組→貼裝置標簽→傳送帶終端模塊實現產品流轉方向換向→機箱產品回流至人工上料處。
3.2 具體操作流程
準備標貼:提前準備卷料標簽,放置在多個打印模塊的卷筒內。
輸入打印內容:通過人機交互屏輸入需要打印的信息。
人工上料:在進料線,人工放置需要打印的機箱,通過傳送帶將機箱送入打印設備。
機箱定位:機箱進入設備后,到達限位模塊,由擋板和左右限位擋片進行位置固定。
打印剝離:貼標卷料由斑馬打印機打印相應的內容后,通過剝離平臺進行不干膠標貼的分離。
自動貼標:由貼標模塊的機械手吸附不同規格的標簽并粘貼至機箱不同位置。
自動出料:貼標完后,限位打開,通過換向裝置,由傳動帶傳送至出料口。傳動帶節拍可通過開關調節。
本設備只需1 名工作人員就能操作,一方面,提高了貼標的效率,減少了人工參與,降低了人工成本,提高了經濟效益;另一方面,提高了標簽粘貼的整齊度和美觀性,還避免了人工貼標環節造成的二次污染,并且本設備占用空間小,安裝維護成本低,通用性高,能夠在不同結構型號的機箱上貼標。
4 機箱自動貼標產線的優勢
4.1 提高產品的裝配精度
傳統的手工貼標模式,由于同工位的不同輪崗人員的操作水平不同,裝配環節貼標位置的準確度和外觀平整度差異較大,導致機箱產品的整體貼標精度浮動較大,質量把控環節的難度大大增加,一旦不良品率增高,就會給企業造成巨大的產能缺口。因此,生產裝配的過程中,這種手動貼標模式往往適合產品種類多、批量裝配少的生產模式。對于種類單一、批量大的機箱產品,定制規劃自動化貼標產線,能夠將手動貼標的工序模塊化、標準化。以調試好的固定參數,徹底解決人工粘貼精度幅度較大的問題。
4.2 提高產品的生產效率
傳統的人工裝配作業更多通過手工操作排單的模式來保證產品訂單的交期,人工裝配的生產效率不高,很難實現大規模的批量生產。當前,在日益激烈的行業競爭中,這種效率較低的人工作業模式很難緩解產能的壓力。因此設計規劃自動化貼標產線,通過應用智能化裝配技術和現代化信息技術的結合,用自動化機械手來代替人工的重復勞動,實現機箱產品生產的自動化。通過使用自動化貼標產線,可以實現打印、標簽、貼標剝離和運輸周轉等多工位的合并,一個機箱產品完整的自動化生產節拍可以穩定控制在4 s以內,換算成一天7.5 h的有效工作時長,理論可達到6 750件/d的極限產量,足夠滿足交期緊張的產能需求,這樣的自動化流水模式大大提升了生產效率,提升了車間生產的整體產能。
4.3 降低人工工時成本
傳統模式的多工位、多工序、多人工的生產,不僅耗費大量工時成本,周轉運輸過程同樣冗雜繁瑣。該自動化貼標產線占用空間小,通用性高,針對不同大小機箱均可進行自動貼標周轉,是一種高度集成的柔性化、智能化貼標產線。其集成了搬運、撕標、打印、貼標和皮帶運輸等多個工序,大幅度減少人工參與,縮短產線的運輸周轉線,避免了成品周轉前后的反復搬運,同時還能夠避免人工粘貼搬運環節造成的二次污染及產品返工報廢的成本,大大降低了人工成本,提高了產品生產的經濟效益。
4.4 降低產品的報廢率
相比傳統人工作業模式,全自動貼標產線采用高精度的標簽識別系統以及標簽定位系統,能夠有效降低誤差率,提高貼標精度,保證生產出來的產品品質,降低誤差率。全自動貼標機完全替代人工貼標的環節,操作人員在操作過程中幾乎不會接觸到貼標機的運轉部件,不僅消除了人為操作的危險性,也消除了人工粘貼的返工報廢,同時全自動貼標機具有檢測系統,可以檢測標簽是否能夠貼合,如果存在無法貼合的情況,會自動停機報警,這些優勢都大大減少了因貼不好標簽而造成的產品廢品率。
5 機箱自動貼標產線的應用價值
通過以上分析,相對傳統的手工貼標,全自動貼標簽機貼標質量優,選用彈壓性覆標模式貼標,貼標效果好、無皺褶;貼標機使用靈敏,機箱產品在皮帶上平躺式貼標,可以主動控制運輸、換向節奏,可單機出產,也可接流水線出產;貼標產線實現了智能操控,主動光電追尋,具有無物不貼標,無標主動校正和標簽主動檢測功用,避免漏貼和標簽糟蹋;貼標機穩定性高,貼標機調整簡略,貼標速度、輸送速度可完成無級調速,根據需要進行調整產線節拍;貼標機堅固耐用,整條采用型材支架結構,穩定可靠,整機堅實耐用。自動化貼標產線適用范圍廣、通用性高,通用型的定位工裝可適用不同大小的機箱產品的不同位置貼標,調整便利。
本產線實現了人工撕標、貼標、打印和周轉運輸等工序的自動化改造,與現有的人工操作模式相比更具集成度,以及較高的智能化、標準化、模塊化水平。同時,工業生產開展過程中可以直接在智能系統中輸送更多的程序與工作參數,精準控制整個機箱產品的生產過程,確保產品生產的質量與精度和生產需求相符。該機箱自動貼標產線投產后能顯著提高企業整體的生產效率,減少人工周轉,降低生產成本,優化工序結構。具體數據統計見表1。
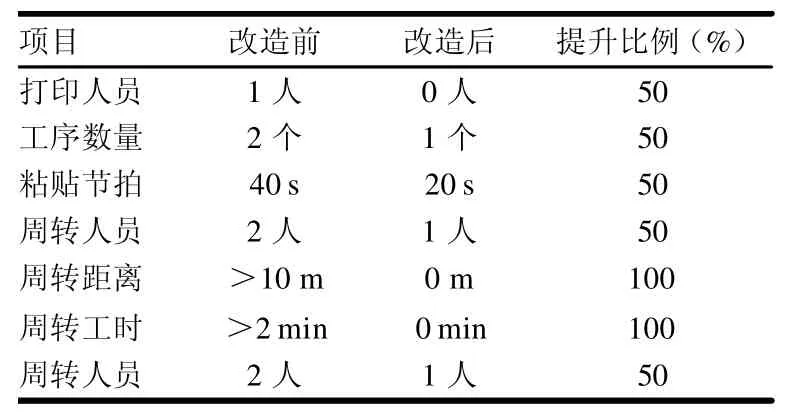
表1 每臺機箱貼標提升效率
6 結束語
總之,在智能化制造不斷被提及的工業背景下,將現有過度依賴人工作業的模式轉變為智能化、自動化的工業生產模式,切實有效地提高產能,減少成本,是每一個制造企業首要考慮的變革方向。由點到線地將人工單點工位逐步集成為流水線式自動化產線,由局部到整體提高車間生產的自動化程度,最終將以人為主的生產車間轉變為自動化產線主導生產的智能化工業車間,從長遠角度看,這樣才能有利于車間生產的工藝優化,節能增效,提高企業生產的整體經濟效益。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14