WK-35 電鏟中央樞軸液氮冷裝工藝研究
2023-12-08 11:03:12李韞劍
科技創新與應用 2023年35期
李韞劍
(中煤平朔集團有限公司露天設備維修中心,山西朔州 036006)
WK-35 電鏟適用于年產量1 500 萬t 以上的大型露天礦山的巖石剝離和物料采裝作業,為大型礦用機械正鏟式挖掘機,可與載重量為172~263 t 的礦用自卸卡車相配套,標準斗容為35 m3,生產效率可達4 200 m3/h。中煤平朔集團近年來采購多臺WK-35 電鏟來替代原有的老舊電鏟,在組裝電鏟時,中央樞軸的安裝為大過盈量連接,通常采用液氮作為冷凍介質進行冷裝[1-3]。
中央樞軸過盈裝配就是利用材料的熱脹冷縮性能使中央樞軸(被包容件)進行液氮冷卻收縮后,安裝于中央樞軸孔(包容件)內,當被包容件(中央樞軸)恢復至室溫時,產生對包容件的漲緊力,使2 個部件連接。當金屬在彈性限度內變形時,總有一個恢復變形的力存在,恢復力形成作用在兩配合面上的正壓力。正壓力越大,中央樞軸就越不容易脫落,可傳遞較大的扭矩、軸向力或者兩者復合的載荷。這種聯接的結構簡單,對中性好,承載能力強,能承受較大的交變載荷和沖擊力[4]。

圖1 外徑千分尺

圖2 內徑千分尺
1 冷裝工藝分析
1.1 冷裝時所需的軸孔最小間隙的計算
冷裝時所需的軸孔最小間隙經驗數據[5]為
式中:δ1為冷裝時所需的軸孔最小間隙,mm;d為配合直徑,mm。
考慮中央樞軸與底盤的配合長度、裝配時長以及裝配時中央樞軸易吸熱膨脹,實際裝配時軸孔的最小間隙應為(1.2-1.5)δ[6]。中央樞軸配合直徑為508 mm,由式(1)可知將冷裝時所需的最小間隙定為0.80 mm。
1.2 中央樞軸冷裝時的溫度計算
冷裝時的溫度可用下式計算
式中:t為冷卻溫度,℃;e為中央樞軸的外徑冷縮量,等于最大過盈量與冷裝時的軸孔最小間隙之和,mm;k為材料的線膨脹系數,合金鋼取k=-1.2×10-5℃;df為配合直徑,mm。
計算得:t=(0.22+0.80)/(-1.2×10-5×508)=-167.3 ℃。
冷凍介質通常使用干冰(CO2)和液氮(N2)。干冰在標準大氣壓即101.325 kPa 下,溫度為-78.5 ℃,溫度升高直接升華,不會形成液體。在標準大氣壓即101.325kPa下,液氮沸點為-195.8 ℃,呈液態。2 種物質化學性質穩定,無味、無毒、不自然助燃,根據式(2)計算冷卻溫度可知,這里應選擇液氮為冷凍介質。
1.3 中央樞軸冷縮量的計算
中央樞軸的材料為40CrNiMo 合金鋼,冷縮劑選擇液態氮,在標準大氣壓即101.325 kPa 下,液氮沸點為-195.8 ℃,中央樞軸冷縮量可由下式計算
式中:δ2為中央樞軸冷縮量,mm;t為冷卻溫度,液氮為-195.8 ℃;t0為裝配環境溫度(10 ℃);k為材料的線膨脹系數,合金鋼取k=-1.2×10-5℃。
由已知數據可得,δ2=1.256 mm。
1.4 中央樞軸過盈配合下的力學計算
中央樞軸與中央樞軸孔(電鏟底盤)的變形為彈性變形,根據Lame 公式[8],代入表1 中合金鋼的各項力學性能參數,可計算其過盈配合面的壓強
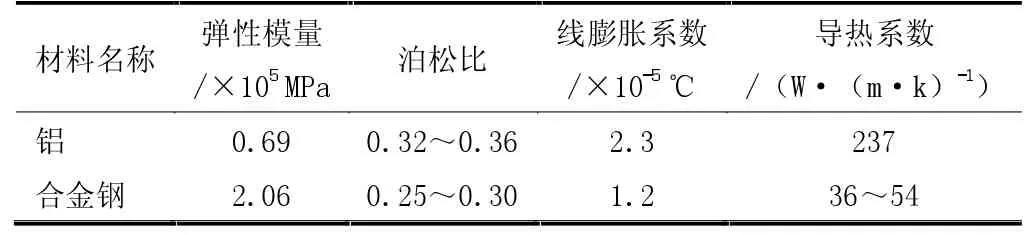
表1 材料的力學性能參數
式中:p為中央樞軸與中央樞軸孔的徑向壓強,MPa;δ為中央樞軸與中央樞軸孔的過盈量,mm;df為配合直徑,mm;Ea為中央樞軸孔(電鏟底盤)的彈性模量,MPa;Ei為中央樞軸的彈性模量,MPa;Ca和Ci分別為中央樞軸孔與中央樞軸的剛性系數,公式如下
式中:rp為中央樞軸孔半徑;rf為配合半徑;rb為中央樞軸內徑;Va和Vi分別為中央樞軸孔與中央樞軸的泊松比。
此次裝配,中央樞軸孔外徑即電鏟底盤尺寸dp與配合半徑df之比(dp/df)較大,公式(5)中rf/rp可忽略不計。由表1 數據計算可得p=51.28 MPa,滿足設計及現場采掘使用要求。
1.5 中央樞軸冷凍后回溫時間的估算
中央樞軸在液氮中完全冷凍后,取出置于空氣中,然后裝于中央樞軸孔中,該過程中,定位銷首先與空氣發生熱傳遞,然后與中央樞軸孔內壁發生熱傳遞,直至中央樞軸吸熱膨脹與中央樞軸孔完成過盈配合。
由表1 可知,中央樞軸(材料為40CrNiMo)導熱系數取45 W/(m·k),在相對靜止的環境中,空氣的導熱系數為0.023 W/(m·k)。當液氮冷凍后的中央樞軸剛裝入中央樞軸孔時,由于存在1.03 mm 的間隙,此時中央樞軸與孔未完全接觸,隨著中央樞軸吸熱,其表面會迅速凝霜,凝霜與中央樞軸孔接觸后,其熱傳導與膨脹速度呈指數增漲,快速完成過盈配合。
由文獻[9]知,冷凍后的中央樞軸在空氣中10 min,回溫約為0.02 mm,40CrNiMo 導熱系數約為空氣的1 950倍。粗略估計,中央樞軸接觸中央樞軸孔內壁O=15 min后將膨脹1 mm 左右,即此次裝配應控制在15 min 內。
2 中央樞軸安裝實施步驟
清理中央樞軸及底盤中央樞軸孔,保證接觸面的光潔度。
將中央樞軸吊入準備好的容器(工裝)(圖3)內,加注液氮(圖4)。在中央樞軸放入盛有液氮的工裝時需要注意:①冷凍過程中應持續向工裝內加注液氮,以補存蒸發掉的液氮;②在加注液氮時,保證液氮液位沒過中央樞軸而不超過U 型吊環,防止吊環長時間浸泡在低溫液體中韌性降低,在吊裝過程中出現斷裂現象;③吊裝中心樞軸應選擇全新合成纖維索具而非金屬索具,以提高在低溫環境下的安全系數。
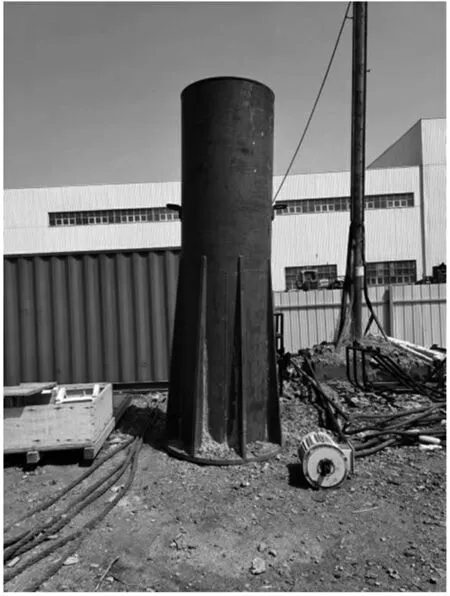
圖3 工裝實物圖

圖4 中央樞軸冷凍圖
待液氮表面平靜或液氮完全不沸騰時進行裝配作業,此時中央樞軸溫度接近液氮沸點-195.8 ℃時,由式(3)可知,此時中央樞軸冷縮量為1.256 mm,軸孔間隙為1.03 mm,間隙較大。現場安裝時,用吊車吊平,直接落入中央樞軸孔內即可,落入后安裝下部卡蘭,卡蘭裝好后,吊車上行,使卡蘭上表面與中央樞軸孔下表面完全貼合,兩表面間隙應小于0.05 mm。為防止吊車泄壓導致中央樞軸下落,在中央樞軸下方采用電動液壓千斤頂支撐,保持液壓千斤頂壓力為3 000 psi,直到中央樞軸恢復到環境溫度方可撤掉吊車和液壓千斤頂,中央樞軸安裝實物圖如圖5 所示。

圖5 中央樞軸安裝實物圖
安裝時需注意:①要保證足夠的冷卻時間,若冷卻時間過短,會造成中央樞軸冷縮不到位,裝配間隙不滿足要求,導致裝配時出現卡死的情況。由于該中央樞軸尺寸大、重量重,裝配過程中調整困難,調整時間長。為避免裝配時間過長造成中央樞軸吸熱膨脹,導致裝配中途因間隙小或無間隙卡死,需要多工種協同作業,以縮短裝配時間。②在安裝中央樞軸下部卡蘭及在支放液壓千斤頂時要保持良好的通風,可以臨時加裝一臺鼓風機,避免因氮氣揮發導致的氧氣含量減少,操作人員發生窒息的危險。③在測量中心樞軸冷卻后的軸徑時,要戴好加厚手套,并保證手套是松動的。
3 結論
WK-35 電鏟中央樞軸的液氮冷裝為WK-35 電鏟組裝中至關重要的一個環節,在冷裝過程中應注意以下幾個方面。
1)在安裝前應測量和計算好中央樞軸及樞軸孔的尺寸數據,通過數據分析確定裝配方案。
2)中央樞軸在液氮中的冷卻時間應足夠,因中央樞軸過盈冷裝具有不可逆性,需避免中央樞軸在裝配過程中因升溫膨脹卡死。
3)安裝中央樞軸時需在較短時間內(15 min)完成,因此,在該工序前需做好各項準備工作,保證安裝完成率。
此次安裝中央樞軸是在露天設備維修中心的統一布署下,中心和電鏟車間的技術人員與太重集團礦山分公司的專家多次研究探討,結合以往經驗,順利進行了中央樞軸的安裝,并梳理總結了此工作的工藝流程,為其他型號電鏟的中央樞軸安裝積累了寶貴的經驗,同時為露天采礦設備維修和研發積累了一定的經驗。