精梳工藝對滌粘混紡紗質量的影響
2023-12-19 01:55:22陳宇恒任家智楊天琪張蕾蕾馮清國
棉紡織技術 2023年12期
陳宇恒 任家智 楊天琪 張蕾蕾 馮清國
(1.中原工學院,河南鄭州,450007;2.先進紡織裝備技術省部共建協同創新中心,河南鄭州,450007)
滌粘混紡紗兼具滌綸的耐磨抗皺與粘膠的吸濕透氣等特點,紗體風格飽滿、結構立體,制成的織物平整光潔、手感舒適、不易變形,備受市場歡迎[1-3]。傳統滌粘混紡紗中的纖維受到開清棉及梳棉工序的梳理,纖維條中仍存在少量的短纖、棉結與雜質,后道牽伸過程中容易產生附加棉結、粗細節,混紡紗質量難以滿足高檔面料的加工要求。為了提高化纖產品檔次,有學者將精梳工藝應用到棉型化纖的生產加工,通過排除小卷中的短纖與結雜,提高纖維的伸直度、平行度與分離度,有效提高了化纖紗線與織物的產品質量[4-6];但化纖精梳的研究主要集中在化纖純紡,如棉型滌綸、萊賽爾纖維的精梳工藝優化、分離驅動機構設計與錫林梳理專件的開發等領域[7-9],尚未涉及精梳滌粘混紡技術的相關研究。
為探討精梳工藝對滌粘混紡纖維條與紗線質量的影響,分別采用傳統普梳滌粘混紡工藝與精梳滌粘混紡工藝紡制混紡比為65/35、50/50、35/65 的滌粘混紡紗線,測試并比較了兩種滌粘混紡工藝的纖維條與紗線質量,以期提升化纖產品的檔次。
1 試驗
1.1 原料
采用滌綸短纖長度38 mm,細度1.6 dtex,干態斷裂強度為4.7 cN/tex,干態斷裂伸長率30%,回潮率0.4%;粘膠短纖的長度38 mm,細度1.6 dtex,干態斷裂強度2.2 cN/tex,干態斷裂伸長率16%,回潮率13%。
1.2 試驗方案
合理設置條并卷與精梳工序工藝參數,保持其他工序工藝參數一致,分別采用普梳滌粘混紡工藝與精梳滌粘混紡工藝紡制混紡比為65/35、50/50、35/65 的28.1 tex 滌粘混紡紗線,試驗方案如表1 所示。測試普梳滌粘混紡工藝的一道并條與精梳滌粘混紡工藝的精梳條質量,測試兩種滌粘混紡工藝紡制的混紡紗線質量,探討精梳工藝對滌粘纖維條與成紗質量的影響。

表1 試驗方案
1.3 紡紗工藝流程
1.3.1 普梳滌粘混紡工藝流程
將滌綸與粘膠纖維按照一定比例混和后喂入開清棉工序、梳棉工序,經過梳理后制成普梳滌粘條,再經過兩道并條、粗紗與細紗工序制成滌粘混紡紗[10]。
1.3.2 精梳滌粘混紡工藝流程
與普梳滌粘混紡工藝流程相比,精梳滌粘混紡工藝流程在兩道并條工序之間增加了一道條并卷和精梳工序,將24 根~32 根滌粘預并條喂入條并卷工序制成滌粘混和小卷,再將小卷置于精梳機上進行加工,精梳工序后再經過一道并條、粗紗、細紗工序紡制成精梳滌粘混紡紗。
1.4 主要工藝參數
精梳滌粘混紡工藝路線采用的JSFA3180 型條并卷聯合機主要工藝參數:纖維條定量19.71 g/5 m,并合數28 根,總牽伸1.7 倍,成卷速度80 m/min,小卷定量65 g/m。JSFA588 型精梳機主要工藝參數:錫林齒數19 971 齒,頂梳齒密24 針/cm,頂梳插入深度-0.5,采用前進給棉,給棉長度5.2 mm,落棉隔距8 mm,精梳條定量22.5 g/5 m,滌粘落纖率2.39%。
1.5 測試儀器與質量指標
將不同方案紡制的滌粘混紡條與混紡紗線放置在溫度(20±2)℃、相對濕度(65±3)%的環境下24 h 后進行性能測試。
采用USTER AFIS PRO 2 型單纖維測試儀測試纖維條中棉結、雜質與16.5 mm 以下短絨率、上四分位長度。采用USTER ME100 型條干均勻度測試儀測試纖維條與紗線的條干CV、紗線的千米棉結、粗節、細節。采用YG063T 型全自動單紗強力儀測試紡制紗線的斷裂強力;采用YG171L 型毛羽測試儀測試紗線的3 mm 毛羽數。
2 結果與分析
2.1 滌粘混紡纖維條質量對比
為合理評價精梳工藝對滌粘混紡半制品質量的影響,分別取普梳滌粘混紡工藝生產的普梳滌粘一并條與精梳滌粘混紡工藝生產的精梳滌粘條進行質量測試,兩種纖維條的質量指標對比見表2。
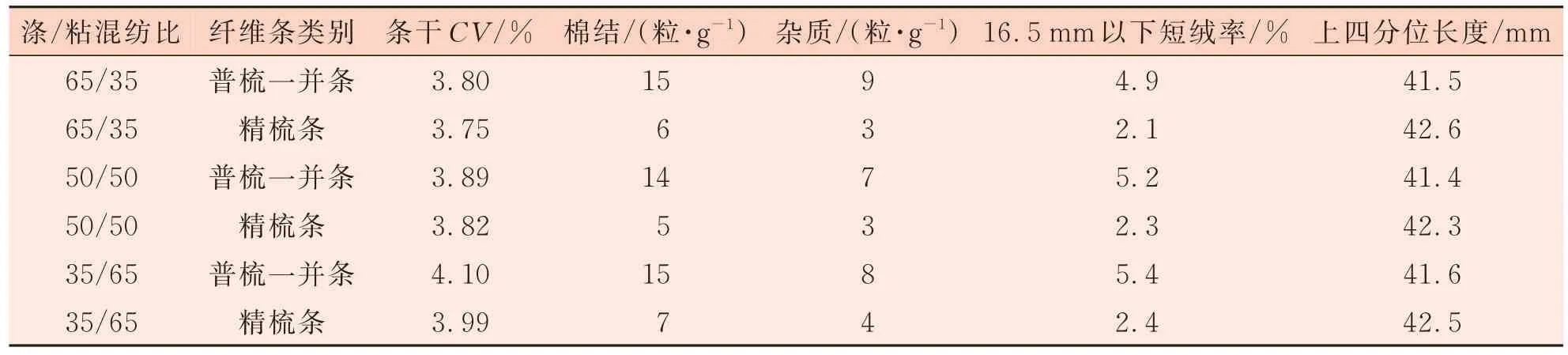
表2 普梳滌粘一并條與精梳滌粘條質量對比
由表2 可知:
(1)普梳滌粘一并條中仍存在少量的棉結、雜質與短纖維,但數量較少。這是由于在開清棉工序中梳理元件的開松、打擊對纖維造成了斷裂損傷,產生了短纖維;在梳棉工序分梳過程中,纖維之間的反復摩擦、交纏亦會造成附加棉結的產生。
(2)與普梳滌粘一并條相比,當滌/粘混紡比為65/35、50/50、35/65 時,精梳滌粘條的條干CV降幅分別為1.32%、1.80%、2.68%,棉結粒數降幅分別為60.00%、64.29%、53.33%,雜質粒數降幅分別為66.67%、57.14%、50.00%,16.5 mm以下短絨率降幅分別為57.14%、55.77%、55.56%,上四分位長度增幅分別為2.65%、2.17%、2.16%。說明精梳滌粘混紡工藝利用精梳錫林與頂梳的梳理特點對滌粘混和小卷進行細致梳理,能夠大幅排除小卷中的棉結、雜質與短纖維,并提高纖維的伸直度、平行度與分離度,使纖維條的上四分位長度小幅增加,條干CV略微下降,精梳后的滌粘混紡條質量顯著提高。
(3)隨著粘膠纖維含量的增大,滌粘混紡條的條干CV、16.5 mm 以下短絨率呈小幅增大趨勢,這是由于粘膠纖維比滌綸強度低,纖維抱合力差,紡紗過程中粘膠纖維更容易發生纖維斷裂與意外伸長;纖維條中的棉結、雜質粒數與上四分位長度變化不大。
2.2 滌粘混紡紗線質量對比
分別采用普梳滌粘混紡工藝與精梳滌粘混紡工藝生產28.1 tex、捻系數為330 的滌粘混紡紗線,測試兩種混紡紗的質量指標,質量對比見表3。
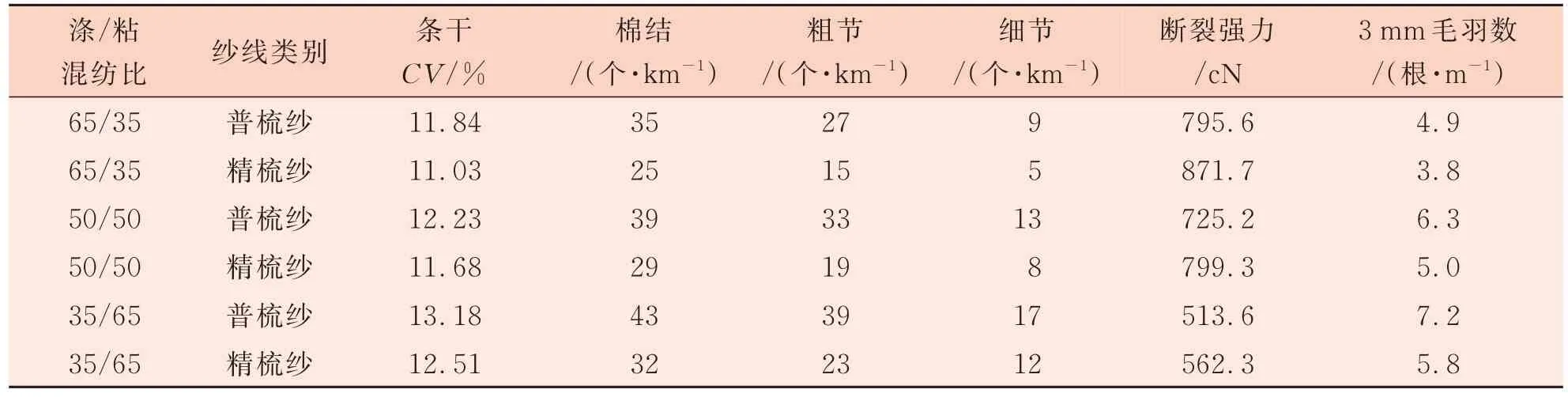
表3 普梳滌粘紗與精梳滌粘紗質量對比
由表3 可知,精梳滌粘混紡工藝能夠顯著提高滌粘混紡紗的紗線質量。
(1)與普梳滌粘紗相比,當滌/粘混紡比為65/35、50/50、35/65 時,精梳滌粘紗的條干CV降幅分別為6.84%、4.50%、5.08%,3 mm 毛羽數降幅為22.45%、20.63%、19.44%,斷裂強力增幅為9.57%、10.22%、9.48%。分析原因為精梳滌粘過程中錫林與頂梳排除了小卷中的大量短纖維,提高了纖維的平均長度與整齊度,在后道牽伸過程中纖維的變速運動得到有效控制,改善了滌粘混紡紗的條干CV,提高了紗線斷裂強力,纖維平均長度與整齊度提高后也有助于減少細紗加捻三角區內毛羽的產生,使毛羽數明顯減少。
(2)與普梳滌粘紗相比,當滌/粘混紡比為65/35、50/50、35/65 時,精梳滌粘混紡紗的千米棉結降幅為28.57%、25.64%、25.58%,千米粗節降幅為44.44%、42.42%、41.03%,千米細節降幅為44.44%、38.46%、29.41%。這是由于精梳錫林與頂梳排除了滌粘小卷中的棉結與雜質,錫林橫向針齒的細致分梳使纖維的伸直度、平行度與分離度進一步提高,大幅減少了粗紗、細紗牽伸過程中附加棉結與粗細節的產生,使滌粘混紡紗質量顯著提高。
(3)隨著粘膠纖維含量的增加,滌粘混紡紗的條干CV、千米棉結、粗細節個數以及3 mm 毛羽數呈現小幅增加趨勢,斷裂強力呈現減小趨勢。這是由于粘膠纖維比滌綸的強力與纖維抱合力小,紡紗過程中更容易發生纖維損傷,產生附加短纖維,使滌粘混紡紗的物理機械性能隨著粘膠纖維含量的增加呈現小幅惡化趨勢。
3 結論
基于精梳機的梳理特點提出了精梳滌粘混紡工藝路線,測試并比較了兩種滌粘混紡工藝對應的纖維條與紗線質量,結論如下。
(1)經過開清棉、梳棉工序梳理后的普梳滌粘條仍存在一定的棉結、雜質與短纖維,但數量較少。與普梳滌粘一并條相比,精梳滌粘條的條干CV、棉結與雜質粒數、16.5 mm 以下短絨率均有不同程度的降低,纖維上四分位長度略有增長。即經過精梳工序的梳理加工后,滌粘混紡纖維條的質量顯著提高。
(2)與普梳滌粘混紡紗相比,精梳滌粘混紡紗的條干CV值明顯降低,棉結、粗節、細節和3 mm毛羽數大幅減少,斷裂強力增幅在10%左右。即精梳工藝能顯著提高滌粘混紡紗質量。
(3)隨著粘膠纖維含量的增加,滌粘混紡纖維條的條干CV、16.5 mm 以下短絨率呈現增大趨勢,纖維條中的棉結、雜質粒數與上四分位長度變化不大;滌粘混紡紗的條干CV、棉結、粗細節以及毛羽數呈現小幅增加趨勢,斷裂強力呈現減小趨勢。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
