管道全自動焊在管線工程施工中的應用
2023-12-21 13:31:32段紅彥
化工管理 2023年35期
關鍵詞:工藝
段紅彥
(中石化河南油建工程有限公司,河南 鄭州 450000)
0 引言
1 工程概況
江蘇濱海LNG 配套管線安徽天長—合肥項目施工二標段管道起于南譙區與來安縣交界處,向西南方向整體沿S22 天潛高速敷設,止于全椒縣境內一分干渠。管道沿線地貌滁州市南譙區境內微地貌為波狀平原,地形略有起伏。滁州市全椒縣境內微地貌以波狀平原和河谷平原為主,波狀平原區地形略有起伏。河谷平原主要分布于河流兩側。地形較為平坦開闊管道全長49.14 km。管道沿線設置1 座站場,2 座閥室,定向鉆穿越11 條,頂管穿越14 處(其中鐵路頂管穿越4處)。該管道設計壓力10 MPa,管徑D914 mm,采用L485M 直縫埋弧焊鋼管,外防腐層采用3 層PE 加強級防腐層,內涂層采用環氧型內減阻涂料。工程概況如表1 所示。

表1 工程概況一覽表
2 焊接工藝
自動焊接的方式主要分為以下兩種:
(1)內焊機根焊+外焊機自動焊
該種焊接方式采用多焊炬內焊機進行組對和根焊,外焊機自動焊進行熱焊、填充和蓋面焊。由于內焊機焊接效率提高,自動焊機組整體效率大幅提升。
由于內焊機爬坡能力(不大于15°)以及自身可通過的曲率半徑(大于40D)等受限,該種自動焊接方式適用于地形起伏小于15°平原段主線路焊接。
(2) 組合自動焊(STT/RMD/GTAW 根焊+ 外焊接自動焊)
寡頭廠商利潤的增長除了來自于市場份額的擴大,還應當來自于成本的降低或者生產效率的提高。如果通過串謀提價能夠輕易擴大利潤,就會減緩行業技術進步和生產效率的提高,這對行業發展是不利的。
STT/RMD 是一種控制熔敷金屬過渡方式的技術,具有焊接速度快、焊縫成型好、焊接缺陷易控制、飛濺少、容易操作等特點。進行焊接時常采用CO2+Ar 作為保護氣,特別適用于全位置下向焊接,目前廣泛應用于管道安裝焊接中。氬弧焊根焊熔渣流動性好、焊縫金屬純凈,具有抗冷裂及沖擊韌性優良的特點。
組合自動焊根據靈活,對地形坡度等適應性更強,目前該焊接方式作為內焊機自動焊的補充,主要應用于地形坡度大于15°的低山丘陵及連頭等焊接。
該工程位于皖東平原地區,沿線以平原為主,局部地區地勢起伏較大,穿越數量較多。根據勘察資料,高丘段坡度15°~20°之間,推薦采用組合自動焊方式,除高丘地貌外,主線路采用全自動焊作為主要焊接方式,在管道穿越公路、河流等位置,可采用組合自動焊的方式進行施工。具體焊接方式如表2 所示。

表2 管道自動焊焊接方式一覽表
3 自動焊焊接設備及焊接材料
線路焊接采用熔化極氣體保護焊(內焊機根焊+雙焊炬外焊機熱焊、填充、蓋面)工藝,焊接設備為熊谷內焊+熊谷外焊焊接設備,雙V 復合型坡口,內焊材料為Lincoln Pipeliner 70S-6 (φ0.9 mm),外焊材料為Lincoln Pipeliner 70S-6 (φ1.0 mm)。
內補焊采用熔化極氣體保護焊(內焊機補焊槍半自動焊)工藝,焊接設備為熊谷內焊設備,內焊材料為Lincoln Pipeliner 70S-6(φ0.9mm)
4 焊接工藝參數的選擇
焊接工藝參數是焊接時為了保證焊接質量而選定的各項控制數據。其常見的主要為焊接電流、電弧電壓、焊接速度、電流的種類和極性、焊絲直徑和伸出長度的影響及焊接工藝因素對焊縫尺寸的影響。針對自動焊來說,減少了人為因素的干預,就顯得參數的重要性。其自動焊主要焊接工藝參數如表3 所示。
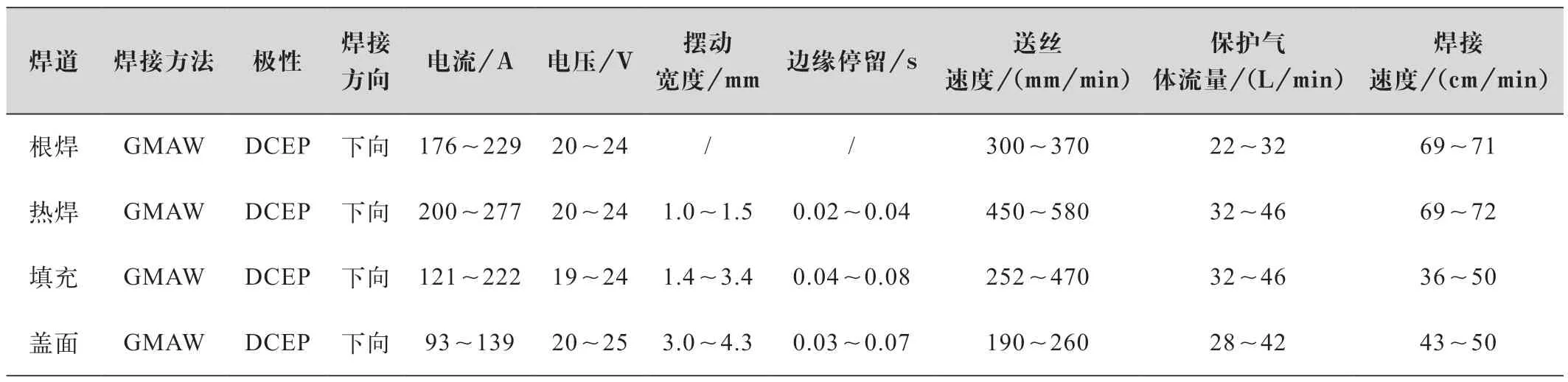
表3 全自動焊接參數一覽表
5 全自動焊機組配置
為進一步加強施工現場綜合管理,促進項目管理與施工機組現場管理的相互融合,提高施工水平,規范施工質量,形成良好施工氛圍,全面提升施工機組管理能力,促進施工現場管理科學化、規范化、制度化,切實堅持并持續改善施工現場的綜合管理,最終達到優化配置機組管理水平,具體機組配置表如表4 所示。
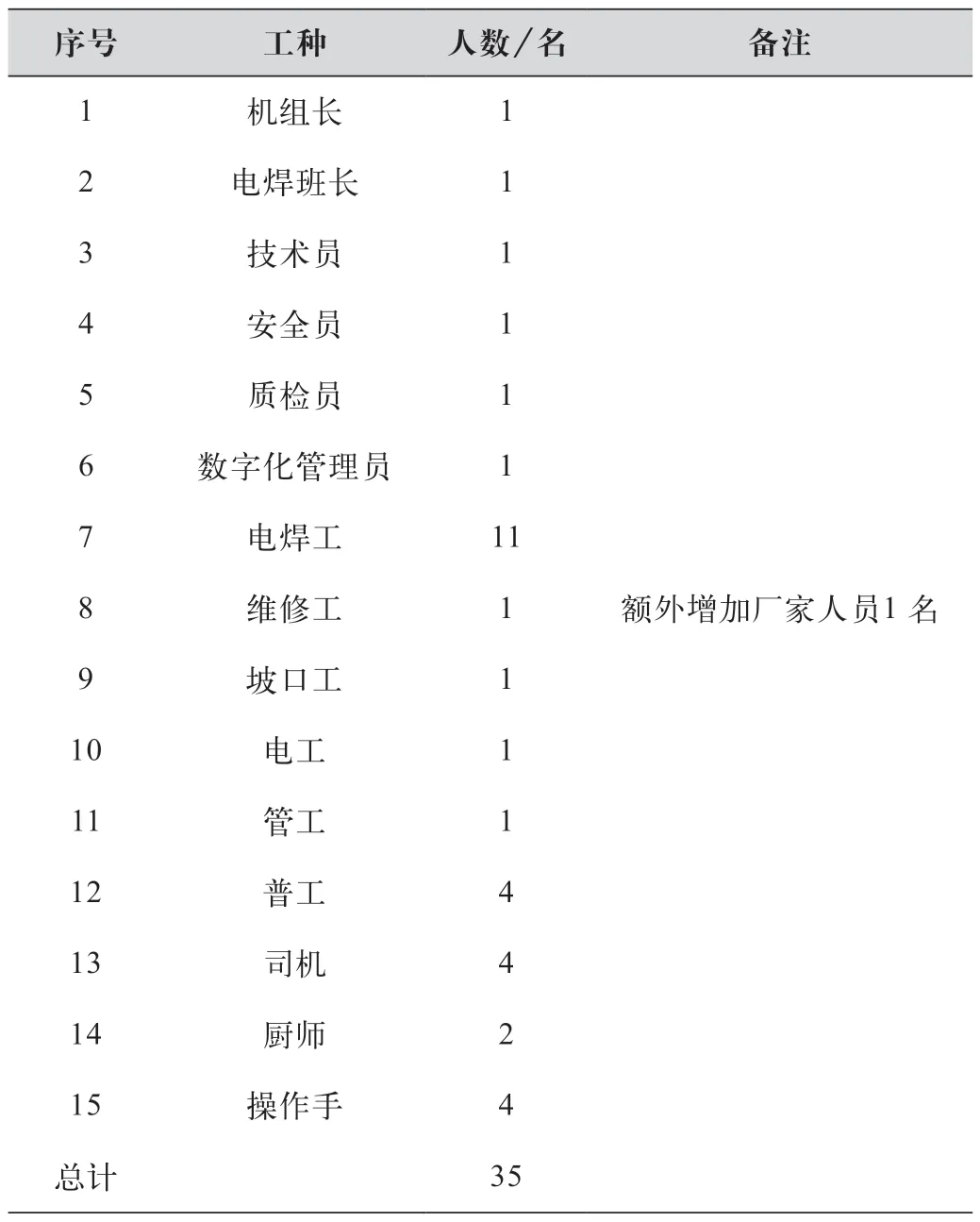
表4 全自動焊機組配置
6 全自動焊典型缺陷分析及措施
通過檢測結果分析,全自動焊接二機組在江蘇濱海LNG 配套管線安徽天長—合肥項目施工中出現的焊接典型缺陷進行分析,針對自動焊施工中出現的缺陷進行了總結,制定了相應的控制措施。
(1)根部未熔合
內焊機焊槍為不擺動焊接,熔深小,對內坡口變化比較敏感,如果錯邊量過大或內坡口高度超高,容易產生未熔合,本項目出現的根部未熔合缺陷口疊加了地形坡度的原因。故在對口過程中,必須控制錯邊量,不能以規范要求誤差為目標,而是最大化減少錯邊量,采取加墊片、焊條、焊絲墊塊等措施,使錯邊量盡量不超過1.0 mm;在使用加長線時,因電流的輸出衰減,導致內焊槍電弧不穩定,產生未熔合,在進行多接一內焊時,應注意試焊,增加電流達到最佳效果;其他細節性原因如:焊槍角度變化未及時調整、偏絲、偏槍等。
(2)熱焊、填充層未熔合
軌道連接板處焊接小車行走不暢,導致軌道連接板位置填充層未熔合:替換軌道后,此缺陷未出現:后續每日焊接前應仔細檢查軌道狀態,將連接板位置放置在11 點鐘平焊位置,此處連接板對焊接的影響程度小。焊接過程中,著重觀察軌道連接板處的小車行走狀態和熔池狀態。0 點位置是未熔合缺陷產生比較頻繁的位置,其主要原因有:起弧位置電弧不穩,電弧偏移,弧長不足,導致起弧位置熔池少,鐵水攤不開;0點位置接頭打磨不仔細,底部不圓滑,長度不足,頂部不夠平緩,損傷坡口;起弧位置擺寬不足。主要采取的措施有:縮短焊絲干伸、加長接頭打磨距離、對焊工進行強調、注意坡口打磨質量、根據熔池及檢測結果及時調整擺寬。熱焊層產生的未熔合主要原因是對口錯邊量過大,熱焊前未針對坡口情況進行打磨,導致鈍邊未熔合。在熱焊開始前,應仔細觀察坡口狀態,坡口中線盡量處于平滑狀態;坡口加工誤差較大,在全自動焊接參數已設定好的情況下 ,如果坡口加工過大,導致組對開口寬度過大,在焊接過程中未及時調整相關焊接參數,導致未熔合。需加強坡口加工質量,把控組對間隙,每一道焊口均保持在最優的坡口尺寸;3 點至9 點位置未熔合,在下坡位置,未熔合缺陷主要出現在填充焊最后一道,此焊道因電弧跟蹤不充分會關閉,需要焊工進行手動控制,若在此位置加絲過多,會導致母材未熔化時已被鐵水覆蓋,從而產生未熔合。此位置要求焊工著重觀察熔池狀態,適量減少加絲或直接減絲,同時調整其他參數如擺寬從而達到最適合的焊接匹配參數。送絲不暢:及時停止焊接,檢查送絲機是否卡頓和送絲輪是否脫軌; 在具有坡度的地形組對時,低側出現斷續未熔合,分析其原因為重力作用使鐵水向低側匯聚,低側坡口未等熔池燒到,便被鐵水蓋住,出現斷續未熔合,控制措施是在有坡度地段時,適當增加擺寬,減少送絲量。
(3)氣孔
保護氣體流量不足:檢查氣路是否有堵塞,調節氣體流量,檢查電磁閥是否損壞,檢查噴嘴是否黏有飛濺物過多,及時清理。電流電壓不匹配:線能量不足而冷卻速度過快時,氣體來不及逸出,需調整焊接參數。坡口面、焊絲生銹、粘有油污:焊接前仔細檢查清理坡口表面,及時觀察焊絲狀態。氣體成分不純,含水量過大:更換保護氣,檢查保護氣氣瓶加熱裝置是否開啟。環境濕度過大:嚴格按照焊接工藝規程規定的焊接環境施焊,預熱溫度不足。
(4)咬邊
咬邊形成的原因主要是焊接速度過快,停留時間過小,焊槍擺頻過大或過小,外焊機擺寬不足,雙槍間距過小等,主要控制措施:根據焊縫成型情況及時調整操作手法和參數;嚴格執行標準化操作;對已經形成的超標咬邊缺陷打磨去除焊道后重新補焊。
(5)余高超高
主要出現在仰焊位置,其主要原因是仰焊位置鐵水受重力作用下墜,為避免未熔合通常此部分送絲較大,并且填充層在此位置焊道都比較厚,容易產生余高超高。主要控制措施有到此位置加大行走速度,增加擺寬等,已出現的余高超高通常應打磨到規范要求值以內。
(6)內焊機整體斷弧
內焊機檢測定位塊失誤,導致焊槍提前熄弧。內焊機檢測定位塊主要作用是跟蹤內焊槍行走位置,及時起弧和熄弧。對鐵塊非常敏感,若距離后脹塊過近或內焊機有雜物,容易導致檢測失誤從而導致熄弧,此問題需廠家調整一下定位塊位置(后調4 mm),但不能調整過大,否則可能導致定位失靈,拉斷焊槍電纜線。
7 自動焊其他質量管理措施
(1)焊接材料管理
焊接材料存放保持適宜的溫度和濕度,庫房內設置干濕溫度計。室內溫度在5 ℃以上,相對濕度不超過60%。庫房保持干燥、清潔,不得存放有害介質。焊材堆放必須離地、離墻300 mm。焊接材料按有關的技術要求和安全規程妥善保管。因吸潮可能導致失效的焊材在存放時采取必要的防潮措施,如設置貨架,采用防潮劑或除濕劑等。品種、牌號、型號、批號、規格、入庫時間不同的材料分類存放,有明確的區分標志,避免混雜。材料管理人員具備相應的焊接材料保存的基本知識,熟悉本崗位各項管理程序和制度,定期對庫存焊接材料進行檢查,并將結果進行書面記錄,發現由于保存不當而可能出現影響焊接質量的缺陷時,會同有關部門及時處理。焊接材料在使用過程中,注意保持焊接材料的識別標志,以免發生錯用,造成質量事故。焊接材料管理員對焊接材料發放及回收應做詳細記錄,回收數量必須與實際回收數量保持一致,達到焊接材料使用的可追溯性。
(2)氣體管理
項目部質檢員、材料人員定期到廠家核查混合氣體的純度、配比及檢測報告,確保混合氣體出廠的純度和配比滿足工藝規程要求。材料人員對入場氣瓶進行檢查,氣瓶顏色滿足上半部鋁白色、下半部銀灰色;現場檢測混合氣體配比,CO2與Ar 比例保證達到1∶4,檢查現場氣瓶合格證CO2氣體純度≥99.5%,Ar 氣體純度≥99.96%;氣瓶制造標記、檢驗標記、充裝標簽、警示標簽、防護帽、防護膠圈等齊全,氣瓶顏色符合、外表無缺陷,在檢驗有效期內。各類氣瓶壓力表齊全完好,在檢驗期內。液化氣瓶必須安裝減壓閥,乙炔氣瓶必須安裝防回火裝置。現場各類氣瓶分類存放,保持安全距離,擺放位置統一、規范。混合氣瓶、氧氣瓶和乙炔氣瓶未使用時,要將氣瓶防護帽戴好。
(3)日常管理
加強焊工責任心教育,嚴格三檢制,細化工序管理,加大焊工重新進行焊接工藝規程的詳細交底。焊接時,要求焊工掌握好焊絲擺動角度,在坡口部位適當停留,保證焊滴與坡口完全熔合。控制層間溫度[1],尤其是停焊后再焊時,重新預熱到規定溫度,滿足焊接工藝規程要求。焊接過程中,注意觀察熔池金屬的異常情況,發現異常及時打磨處理。做好坡口清理,完全清除坡口表面及附近區域的污物、銹蝕及表面缺陷等,露出金屬光澤,控制好電流、電壓、焊接速度等焊接參數。
在班前講話時強調質量的重要性及焊接過程中的注意事項。控制焊口組對質量,在組對前仔細清理焊道及坡口兩側的鐵銹、水跡、油污及其他雜質,并遵守焊接工藝要求,以保證焊接質量。焊接時嚴格按照焊接工藝規程進行焊接操作,控制電流、電壓和焊接速度,根據焊接位置的變化及時調整焊接角度。在焊接過程中應仔細觀察焊道熔池[2],出現焊絲跳弧,焊絲偏弧等現象立即停止施焊,將不把握段和缺陷位置磨透后重新開始方可繼續施焊,電流及電壓嚴格按照工藝規程執行。
8 結語
自動焊焊接在江蘇濱海LNG 配套管線安徽天長-合肥項目施工項目中的成功運用,為提高全自動焊焊接質量控制積累了豐富的經驗。自動焊焊接工藝的應用需要一個探索總結提升過程,涉及自動焊設備匹配不同工況(鋼管規格變換、環境變換、工藝變換)下焊機焊接參數調試,焊接缺陷原因分析與控制,項目質量保障實施開展跟進。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52