復雜多種類小批量產品自動環氧粘片生產過程中的管理問題探討
2023-12-21 11:59:21劉鳳華
電子產品世界 2023年10期
劉鳳華

關鍵字:復雜多種類小批量產品;自動環氧粘片;技術管理;人員管理
中圖分類號:TN605 文獻標識碼:A
0 引言
環氧粘片是微波模塊組裝過程中最常用的工藝方式,用導電膠把薄膜微帶電路和各種器件粘貼到腔體上,然后高溫烘干固化。本文所提復雜多種類小批量產品的生產是指腔體為深腔窄槽類復雜結構、貼裝物料種類數大于40 種(套)、總粘片物料總數量大于100 個(套)、每批次生產量小于50 套的超多種類復雜產品的并行混合生產模式。
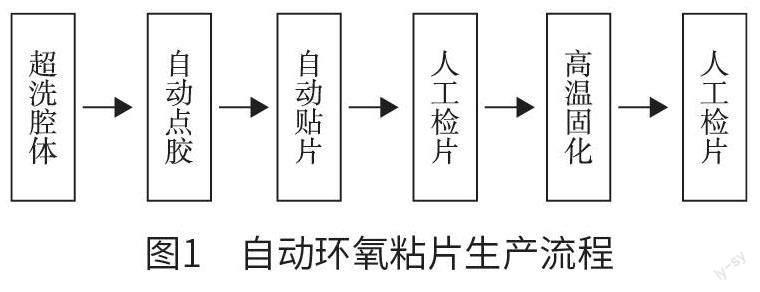
復雜多種類小批量產品的環氧粘片生產的自動粘片效率較低,大部分時間耗費在編程、校調和生產的收尾階段,性價比低,建議采用自動點膠機點膠、手工粘片的方式。針對部分計劃連續性強、有一定量的復雜多種類小批量產品也可以采用自動點膠粘片的方式,鑒于產品的復雜程度高,單一的多功能粘片機實現難度大,建議采用點膠和粘片分拆運行的方式,生產流程如圖1 所示。
在復雜多種類小批量自動環氧粘片生產過程中最重要的是管理問題。本文將管理問題分為技術管理和人員管理兩個方面進行分析。
1 技術管理
自動化設備的編程、參數、操作和工裝工具的設計制作等具體內容屬于技術層面的操作,嚴格來說不屬于技術管理的范疇,但是技術管理又是以具體的操作技術為基礎建立起來的,如果不了解基礎的操作技術,就無法進行科學合理的技術管理。技術管理主要分為設備選型、環氧導電膠的來料控制、貼裝物料的來料控制和設備保養4 個方面。
1.1 設備選型
自動點膠的要求較低,且自動點膠機相對簡單,技術已經非常成熟,一些國外的高端品牌設備固然性能較好,但國產的自動點膠設備就可以滿足實際使用要求。關鍵是點膠閥的選擇,要求低的產品可以采用氣壓時間控制式點膠閥;平面式點膠可以采用噴射閥;復雜深腔窄槽近壁產品的點膠只能采用螺桿式點膠閥,通過螺桿旋轉、氣壓和時間綜合控制、精確控膠,并且通過點膠針頭的極限設計來滿足深腔近壁的點膠要求[1]。
自動環氧粘片機相對復雜,國產的設備還不太成熟,對于要求高的復雜產品建議選擇國外高端品牌設備。美國的MRSI 和PALOMAR 自動環氧粘片機操作相對簡單,但是貼裝效率較低;DATACON自動環氧粘片機操作相對復雜,但是貼裝效率高;ASM 自動環氧粘片機則是追求極限貼裝效率,用戶需要根據各自產品的具體情況進行綜合打樣選型,復雜多種類小批量產品的生產不建議采用ASM 自動環氧粘片機等類似的追求極限貼裝效率的設備。
導電膠的高溫固化可采用開放式的加熱臺或者密閉式的烘箱,有自動化要求的可采用鏈式隧道爐或者垂直固化爐。導電膠的高溫固化需要注意產品高溫狀態下的氧化和污染,有條件的可采用潔凈厭氧型烘箱等類似設備。經過實測,潔凈厭氧型烘箱的氧濃度可以控制在2% 以下,內部潔凈度可以控制在優于千級潔凈度水平;常規的普通烘箱則無氧濃度控制功能,高溫固化過程中內部潔凈度可能不到百萬級潔凈度水平。
1.2 環氧導電膠的來料控制
環氧導電膠的種類非常多,要根據實際產品的要求進行選型。對于自動點膠來說,要選擇專門適用于自動點膠的型號,直接選擇通用型號可能不是最佳選擇。例如,H20E 導電膠可用于手工涂膠,也可用于自動點膠機點膠,但是對于自動點膠來說,應該優選更適合自動點膠的H20S 型號,而非通用的H20E 型號。
為保障自動點膠生產的穩定性,需要對環氧導電膠進行來料控制,主要控制點是選擇合適的觸變系數。觸變系數是靜態黏度和動態黏度的比值,要求來料控制在合適穩定的區間,觸變系數過小會導致膠體易分層沉淀、易干、狀態保持差;觸變系數過大時雖然膠體狀態保持能力強,但是會導致點膠后流動性差、水印多、易溢膠短路等問題。
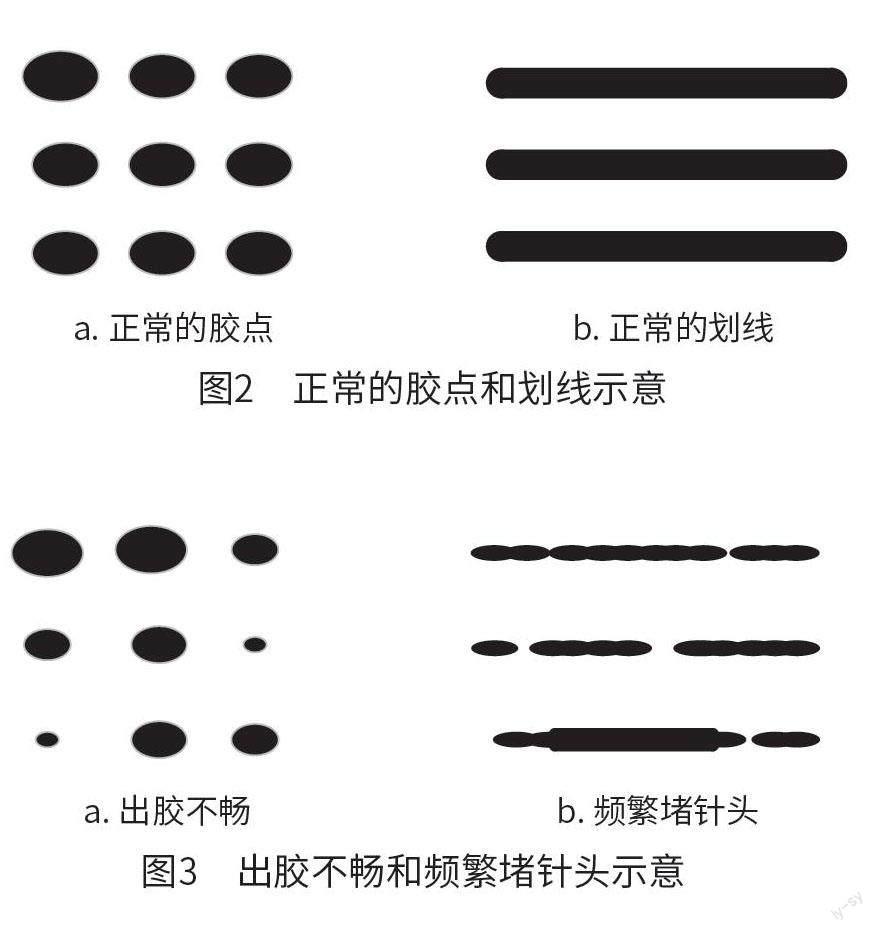
環氧導電膠一般需要進行適當攪拌才能使用,即使是已經調好的、無須攪拌的膠體也不一定適合直接上到自動點膠機上。需要觀察點膠在自動點膠機上的狀態,正常的膠點應該大小均勻、形狀平滑;劃線應該線寬均勻、起始點平滑。正常的膠點和劃線示意如圖2 所示。
每批次的環氧導電膠來料狀態難免有波動,可以通過調整攪拌參數使攪拌后的膠體更加適合自動點膠機的使用。攪拌參數一般包括攪拌速度和攪拌時間,攪拌完成后要求導電膠不能出現明顯的升溫。如果依靠自動點膠機自身的參數調整無法達到正常的點膠狀態,則需要更改膠體的攪拌參數。膠體攪拌速度偏小或者攪拌時間偏短,會導致出膠不暢和頻繁堵針頭(圖3)。
膠體攪拌速度偏大或者攪拌時間偏長,會導致膠點拉尖和劃線大頭現象,如圖4 所示。
但是調整膠體的攪拌參數只是后續的補救措施,特別是在復雜產品的自動點膠生產過程中,小到直徑0.3 mm 的膠點需求和大到10 mm 線寬的物料點膠需求,都需要做到精確控膠,所以一定要控制環氧導電膠的來料,保證參數穩定、滿足使用需求。
另外,對于采用激光測高器進行測高的自動點膠機,在復雜產品生產中除了進行導電膠的來料控制外,還需要對腔體基材的表面光潔度進行控制,如果表面的電鍍面過于光滑會導致激光測高器測高不準確,從而出現點膠高度異常、無法點膠的問題。
1.3 貼裝物料的來料控制
貼裝物料的來料控制主要包括物料的反光一致性、物料尺寸和圖形的加工誤差以及華夫盒的選用3 個方面。
(1)物料在貼裝前通過光源的打光凸顯出物料的外形邊緣和圖形邊緣,進行圖像處理后計算出物料的中心點和方向等信息。同種物料的基材和圖形的反光一致性要滿足粘片機的識別要求,防止出現生產過程中需要頻繁更改物料打光參數的情況。
(2)物料尺寸和圖形的加工誤差會影響最終的貼裝精度。粘片機設計的貼裝精度更多指的是自身機械系統的運行精度,并不是物料的實際貼裝精度。物料在貼裝前做底部的二次識別校正,如果物料尺寸或者圖形的加工誤差過大,就沒辦法保證最終的貼裝精度。特別是在小于30 μm 超窄間距貼裝要求的產品中,物料尺寸和圖形的加工誤差要小于粘片機自身的設計精度誤差。
(3)復雜多種類小批量產品在生產過程中一般選用華夫盒作為物料的載體,華夫盒的選用非常關鍵。物料拾片過程是先用吸嘴碰觸物料,達到一定的壓力后開真空吸片,然后抬升拾取。拾取過程中要克服物料自身重力和華夫盒的吸附力,如果吸附力過大會導致拾片失敗或者拾片歪斜的情況。自動貼裝物料所用的華夫盒一般要選用硬質粗糙磨面型號,軟質鏡面型號的華夫盒拾片效果非常差,一般僅用于手工貼裝的物料載體[2]。
1.4 設備保養
設備是自動環氧粘片生產過程中的核心,因此設備的保養非常重要,其中最重要的兩個方面是氣源純凈度的保證和機械軸的保養。
(1)點膠機和粘片機都需要外接氣源作為設備驅動,由于耗氣量大,通常采用制氣設備進行壓縮空氣和氮氣的制造。制氣環境、制氣設備性能和氣源輸送管道等都會影響氣源的純凈度。如果氣源的灰塵、水分和油污等雜質過多會導致自動化設備內部的氣控元件性能降低、設備運行異常。外接氣源純凈度一定要在制氣端和設備輸入端進行有效的控制,并且在日常使用過程中需要定期更換或者清洗氣源過濾閥[3]。
(2)設備的機械軸需要定期打油保養,保證機械系統運行順滑、減少磨損,設備的機械系統也需要定期檢查校準。由于設備的保養不會直接創造效益,且定期保養的成本較高,在技術管理中很容易被忽視。因此在技術管理中需要加強對機械設備的保養。
2 人員管理
在復雜多種類小批量產品的生產過程中,不可控因素較多,人員管理顯得尤其重要,主要體現在人員配置、人員相互之間的協調和工時分配3 個方面。
2.1 人員配置
人員配置非常重要,因此人員配置要科學合理。在復雜多種類小批量產品的生產中,工序多、工藝復雜、產品組裝難度大,復雜的自動化設備操作和精細的手工操作都是非常重要的組成部分,需要根據人員的特點進行合理的分工安排,合適的操作人員放到合適的崗位,充分發揮其作用[4]。一般來說,男性操作人員更適合復雜自動化設備類的生產管理和操作,女性操作人員更加適合精細的手工操作工序,可以根據各個工序的特點和人員的實際情況進行科學合理的人員配置。
生產人員的數量也要滿足實際的生產情況,不能脫離實際生產進行簡單大批量產品生產模式下的人員數量配置。自動環氧粘片機的價格非常昂貴,理論上需要盡可能減少人工成本,但實際上在復雜多種類小批量產品自動環氧粘片生產過程中會耗費更多額外的人員,如復雜產品貼裝程序的頻繁反復校調、小批量多種類產品的頻繁換線過程適應、來料異常品的篩選處置、產出品的人工檢驗和干預修正等。因此需要根據實際生產情況對人員數量進行合理配置。
2.2 人員之間的協調
自動環氧粘片生產分為多個管控部分,設備技術、設備操作、班組管理、生產計劃和車間管理等相互之間的協調性非常重要。理想的狀態應該是車間管理熟悉復雜多種類小批量產品生產的特性和自動環氧粘片的實際生產情況,從而制定合適的整體管理措施;生產計劃統一協調整個生產排布;班組管理應熟悉設備的編程和操作,與設備操作人員一起完成計劃下達的生產任務;設備技術人員負責設備的巡視、技術問題解決和技術性改進。
在復雜多種類小批量產品自動環氧粘片過程中需要注意以下4 個方面的人員協調問題:①車間管理人員需要充分認識到復雜多種類小批量產品生產的難點,并進行科學合理的人員配置。②一定要保證技術人員的素養和數量,防止出現計劃落不到實處、突發事件頻發。③確定好自動化生產和手工操作之間的協調問題,各工序之間做到相互配合,可以進行人員的定期輪崗,打破各個工序之間的壁壘。④生產計劃和班組管理人員根據產品的實際生產情況制定合理有效的生產計劃安排,防止出現物料不齊全、不按計劃生產等不良現象,保證生產計劃的順暢性。
2.3 工時分配
工時分配往往是復雜多種類小批量產品生產過程中最直觀的問題。復雜多種類小批量產品生產過程中的不可控因素較多,工時難以準確衡量,工序之間的工時平衡性也難以準確把握。單人能夠獨立完成的工序,工時問題較少發生,但對于那種需要多人配合才能完成的工序,工時問題則比較突出,處理不好會導致工作人員之間的矛盾激發。工時問題需要生產管理者跳出固有模式,以實際生產情況為考量,運用更加智慧的方式去解決。另外,自動化的引入也會涉及工時的降低、人員的減少和產能的提升改革,在技術管理和人員管理還未從根本上成熟順暢運行時,不建議過早地進行激進的改革,否則會影響自動化的有效推進。
3 結論
在復雜多種類小批量產品自動環氧粘片生產過程中,自動化設備的引入降低了產品組裝的難度,同時也提高了生產管理的效率,簡單粗獷的管理模式不再適用。本文對技術管理和人員管理中常見的一些問題進行了分析論述,并提出了相應的借鑒性的參考建議。相較于已經非常成熟的表面組裝技術(SMT)行業,自動環氧粘片行業的起步較晚,特別是在復雜多種類小批量產品生產應用中的難度更大,更需要從業者充分認識到生產中各方面的難點,做好精細化生產、技術管理和人員管理,推動自動化的深入廣泛應用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
Coco薇(2015年1期)2015-08-13 02:23:50
消費者報道(2014年7期)2014-07-31 11:23:57
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14
