成型壓力對EPDM絕熱層性能影響研究
2023-12-23 02:26:04嚴文聰任雯君
宇航材料工藝 2023年6期
凌 玲 嚴文聰 隋 琦 陳 雯 任雯君
(1 湖北航天化學技術研究所,襄陽 441003)
(2 西安航天復合材料研究所,西安 710025)
0 引言
橡膠制品硫化成型時,由于生膠料中包含的水分蒸發以及所包含的空氣的釋出,導致產生一種內壓力,這種內壓力使膠料易出現氣孔。為了防止該現象的發生,硫化時就必須施加大于膠料可能發生內壓力的硫化壓力[1]。因此,為了防止制品在硫化過程產生氣泡,提高硫化膠的致密性和物理機械性能,一般橡膠制品在硫化時需施加壓力。同樣的,為了保證發動機殼體絕熱層的幾何尺寸、結構密度和物理機械性能,同時也確保產品內部致密、無缺陷,橡膠基絕熱層通常亦需在一定壓力下硫化成型。
以EPDM 橡膠為基材的絕熱層材料由于具有較低的密度和優良的耐老化性能和力學性能,從20 世紀90 年代開始廣泛應用于固體火箭發動機殼體中[2-7]。國內外學者圍繞EPDM 絕熱層的燒蝕性能、密度、粘接性能和力學性能等已開展了大量的配方研究工作,但見諸報道的研究較少涉及EPDM 絕熱層的硫化成型工藝對制品性能的影響。
隨著我國戰略戰術導彈的高速發展,解決固體發動機殼體的孔隙、脫粘和分層等問題愈發迫在眉睫。在掌握殼體材料固化成型反應機理的理論基礎上,研究固化工藝參數對材料性能的影響規律,為優化殼體的成型工藝提供設計依據,是解決殼體缺陷問題的關鍵技術。
溫度、壓力和時間是橡膠基絕熱層硫化成型的三個關鍵參數,其中的溫度和時間因素容易控制和調節,而壓力條件則與硫化成型方式密切相關。
常用的絕熱層的硫化成型方式主要包括:模壓成型、纖維纏繞共固化成型、熱壓釜硫化成型等,其中的模壓成型和熱壓釜成型工藝易于通過設備控制絕熱層的硫化壓力,而纖維纏繞共固化成型時絕熱層承受的壓力主要來自纖維纏繞時的張力,這個力值通常較小(<1 MPa)、不穩定、不直觀。而且,實際應用也表明,壓力是造成殼體成型缺陷的關鍵因素,纖維絲束纏繞在絕熱層未硫化膠表面的張力值應適中,若張力值過大,纖維絲束會嵌入絕熱層未硫化膠內,造成材料間的不規則流動;若張力值過小,則在成型后可能出現絕熱層內部空穴缺陷、界面分層脫粘等質量問題[8-10]。此外,隨著近年來殼體先進纏繞裝備工藝技術的發展,殼體纏繞成型時可以對纏繞張力進行監控和超限預警設定。因此,為了提高殼體的成型質量,需開展硫化工藝邊界條件對絕熱層性能的影響研究,為固體發動機復合材料殼體的快速高質量制造提供技術支持。
本文研究了較低硫化壓力下EPDM 絕熱層的內部孔隙率、本體性能和粘接性能的變化規律,以期為減少復合材料殼體成型缺陷、優化殼體纏繞工藝提供指導。
1 實驗
1.1 主要原材料
三元乙丙橡膠(EPDM):第三單體乙叉降冰片烯(ENB),中石油吉林石化分公司;芳綸短纖維:芳綸1414,長度為5~6 mm,中藍晨光化工研究院;過氧化二異丙苯(DCP):工業級,國營太倉塑料助劑廠;氣相白炭黑(HL-380):工業級,宜昌匯富硅材料有限公司;其他促進劑、補強填料和阻燃填料若干。
1.2 儀器設備
XK-160 開放式煉膠機,無錫雙象橡塑機械有限公司;XLB-D500*500/1 000橡膠平板硫化機,寧波千普機械制造有限公司;GW-3 型電熱鼓風干燥箱,上海實驗儀器廠有限公司;LX-A 型橡膠硬度計,上海市輕工業局標準計量管理所;UTM 型力學拉伸試驗機,深圳三思縱橫科技股份有限公司;YS-2 型氧-乙炔燒蝕機,西安航天復合材料研究所;MSBTVTY 型數碼電子顯微鏡,北京愛迪泰克科技有限公司。
1.3 試樣制備
將EPDM 橡膠和各種填料助劑在開煉機上混煉均勻,出片備用。按照不同試樣的受力面積計算出不同壓力下的承重載荷,施加特定載荷后,在烘箱內制備相應的密度、力學性能、燒蝕性能和粘接性能等硫化試樣。成型溫度:室溫→160 ℃/2 h→降至室溫。
1.4 性能測試
按照標準QJ916—1985《固體發動機燃燒室內絕熱、襯層材料拉伸試驗》開展20 ℃,100 mm/min 拉速條件下的絕熱層力學性能測試;按照標準QJ917A—1997《復合固體推進劑及襯層、絕熱材料的密度測定方法》測試絕熱層的密度;按照標準GB/T531.1—2008《橡膠袖珍硬度計壓入硬度試驗方法》測試絕熱層的硬度;按照標準GJB323B—2018《燒蝕材料燒蝕試驗方法》測試絕熱層的燒蝕性能;按照標準GB11211—1989《硫化橡膠與金屬粘合強度的測定拉伸法》測試絕熱層的界面粘接強度。
2 結果與討論
2.1 EPDM 絕熱層的常規性能
試驗的絕熱層配方由EPDM 橡膠、芳綸纖維、補強填料、阻燃劑、工藝助劑和過氧化物硫化劑等組成。該絕熱層經160 ℃×10 MPa×1 h常規工藝模壓硫化后的本體性能和層間粘接性能見表1。
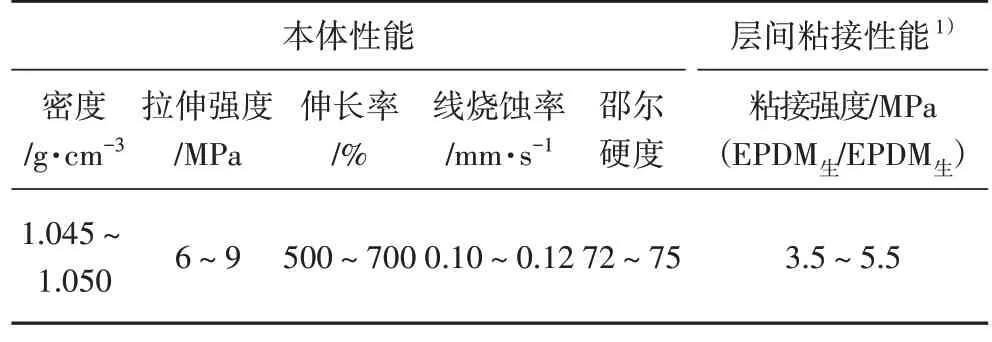
表1 EPDM 絕熱層的常規性能Tab.1 Standard performance of EPDM insulation
試驗中降低絕熱層的硫化成型壓力范圍,考察了絕熱層本體性能和層間粘接性能的變化情況。
2.2 成型壓力對絕熱層本體性能的影響
2.2.1 密度
成型壓力在0.03~0.22 MPa 范圍內變化時,EPDM絕熱層的密度變化規律見圖1。
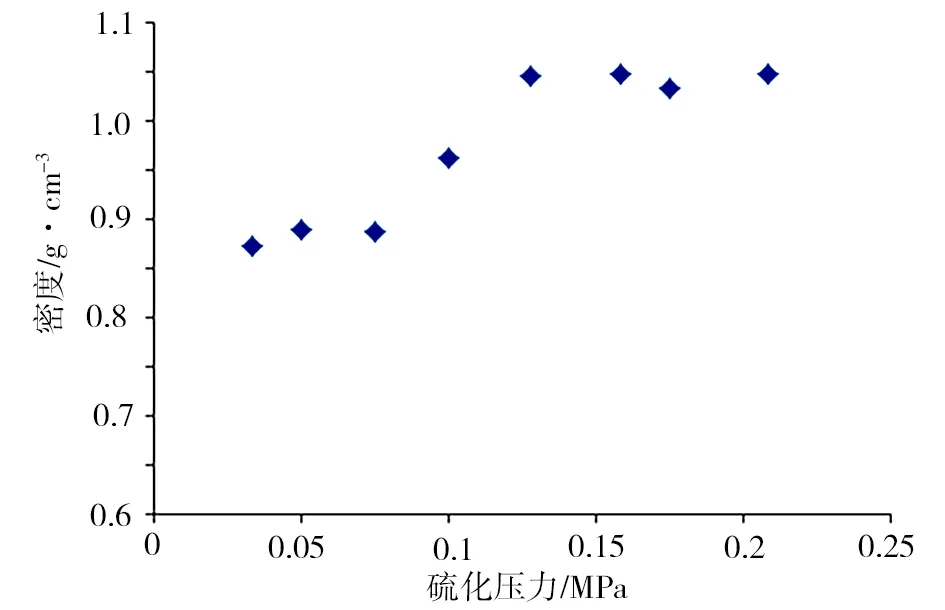
圖1 成型壓力對絕熱層密度的影響Fig.1 Effect of molding pressure on insulation density
在較低壓力(≤0.12 MPa)硫化時,絕熱層的密度較低,隨著硫化壓力增加,密度亦達到接近表1 常規性能的穩定值。
2.2.2 拉伸力學性能
成型壓力在0.07~0.25 MPa 范圍內變化時,EPDM 絕熱層的力學性能變化規律見圖2。在低于0.15 MPa 的壓力下硫化成型時,絕熱層的力學性能明顯低于正常水平,隨著硫化壓力逐漸增加,抗拉強度和伸長率亦不斷增大,當壓力高于0.15 MPa時,方可達到與表1常規性能相當的穩定范圍。

圖2 成型壓力對絕熱層力學性能的影響Fig.2 Effect of molding pressure on mechanical properties of insulation
2.2.3 燒蝕性能
成型壓力在0.05~0.25 MPa 范圍內變化時,對EPDM 絕熱層燒蝕性能的影響規律見圖3。結果表明,硫化成型壓力對絕熱層的燒蝕性能影響較明顯。在低于0.2 MPa 時,絕熱層的燒蝕性能低于正常水平,隨著硫化壓力逐漸增加,線燒蝕率不斷下降;當壓力高于0.2 MPa 時,達到與表1 常規性能相當的范圍。
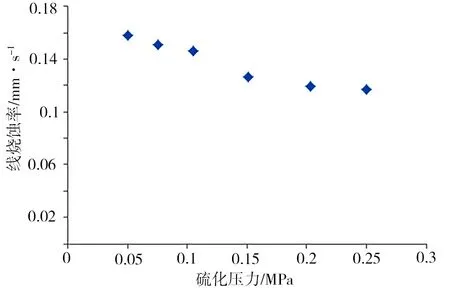
圖3 成型壓力對絕熱層燒蝕性能的影響Fig.3 Effect of molding pressure on ablative property of the insulation
試驗結果也表明,施加較高的硫化壓力不僅能消除內部氣孔,而且還能提高膠料的致密性,從而改善絕熱層的燒蝕性能。
2.2.4 硬度
成型壓力在0.03~0.22 MPa 變化時,EPDM 絕熱層硬度變化見圖4。在低于0.17 MPa 的壓力下硫化成型時,絕熱層的硬度明顯低于正常水平,隨著硫化壓力逐漸增加,硬度值不斷增大,當壓力高于0.17 MPa時,可達到與表1常規性能相當的穩定范圍。
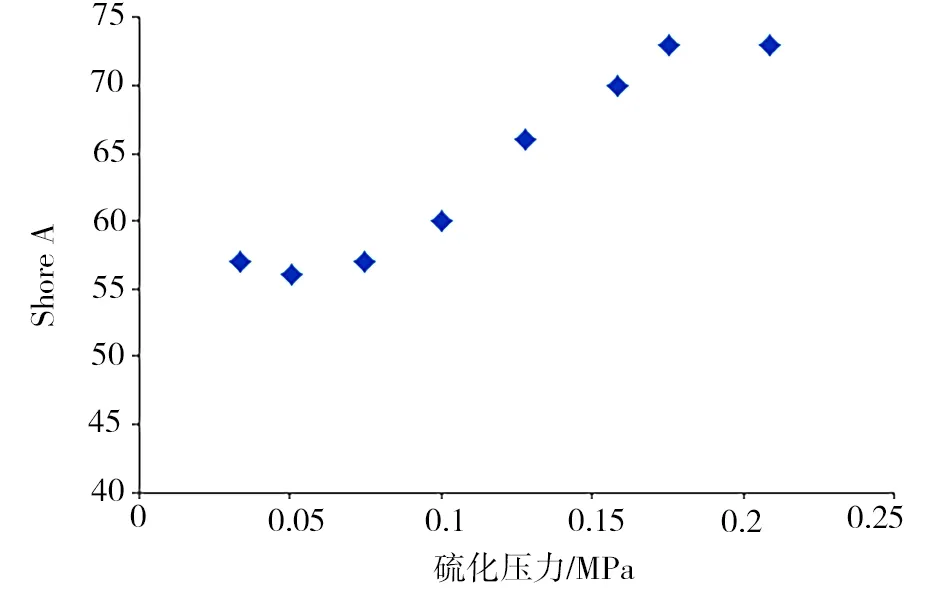
圖4 成型壓力對絕熱層硬度的影響Fig.4 Effect of molding pressure on hardness of the insulation
2.3 成型壓力對絕熱層層間粘接性能的影響
發動機殼體絕熱成型時,需按不同部位的厚度設計要求進行絕熱層貼片,而絕熱層較厚的部位通常由多層絕熱層復合而成,因此,在復合材料殼體共固化成型的同時,絕熱層層間也必須實現可靠粘接。
試驗成型壓力在0.10~0.25 MPa變化時,EPDM生/EPDM生界面粘接性能的變化情況見圖5。結果表明,硫化成型壓力對絕熱層的層間粘接性能有明顯影響。在低于0.2 MPa的壓力下硫化成型時,絕熱層的層間粘接性能明顯低于正常水平,隨著硫化壓力逐漸增加,層間粘接性能不斷增大,當壓力高于0.2 MPa時,層間粘接性能穩定大于4 MPa,達到與表1常規性能相當的范圍。

圖5 成型壓力對絕熱層層間粘接性能的影響Fig.5 Effect of molding pressure on interface adhesive properties of the insulation
2.4 成型壓力對絕熱層致密性的影響
采用顯微鏡觀察了成型壓力在0.03~0.20 MPa變化時,EPDM 絕熱層內部孔隙率的變化情況,結果見圖6。當成型壓力小于0.12 MPa 時,硫化后絕熱層的內部不致密,存在較多孔隙缺陷,隨著硫化成型壓力增加,孔隙逐漸減少;當成型壓力大于0.12 MPa時,硫化后的絕熱層內部已無明顯孔隙。
圖6 成型壓力對絕熱層孔隙率的影響 180×Fig.6 Effect of molding pressure on insulation porosity 180×
采用質量法測量得到成型壓力對絕熱層孔隙率的影響規律見表2。結果表明,隨著硫化成型壓力增加,絕熱層的孔隙率逐漸降低,當成型壓力≥0.15 MPa時,絕熱層內部的孔隙基本消失。
表2 成型壓力對絕熱層孔隙率的影響Tab.2 Correlation between moldming pressure and insulation porosity
綜上所述,施加較高的硫化壓力能夠消除絕熱層的內部氣孔,提高膠料的致密性,從而改善硫化膠的許多物理機械性能。盡管成型壓力對絕熱層本體性能和界面粘接性能的影響程度略有差別,但綜合成型壓力對絕熱層各項性能的影響規律研究結果,建議工程應用時EPDM 絕熱層的硫化成型壓力不應小于0.2 MPa。最終對硫化壓力的選取還應根據絕熱層膠料的配方特點、流動性、產品結構等來決定。
3 應用驗證
根據上述工藝試驗結果,調節了某型號復合材料殼體纖維纏繞參數,優化了EPDM 絕熱層的硫化成型工藝,確保絕熱層在硫化過程中的壓力不小于0.2 MPa。工藝優化前后復合材料殼體的解剖情況對比見圖7。驗證結果表明,成型工藝優化后復合材料殼體出現絕熱層內部空穴缺陷、界面分層脫粘等質量問題的情況得到改善。
圖7 工藝優化前后復合材料殼體的解剖情況Fig.7 Anatomy of composite shell before and after process optimization
4 結論
(1)硫化成型壓力對絕熱層的本體性能和界面粘接性能影響較明顯。低于0.2 MPa的壓力下硫化時,絕熱層的各項性能顯著低于正常水平;當壓力高于0.2 MPa時,方可達到與表1常規性能相當的范圍;
(2)顯微鏡成像結果表明,當成型壓力小于0.12 MPa 時,硫化后絕熱層的內部不致密,存在較多孔隙缺陷;隨著硫化成型壓力增加,絕熱層的孔隙率逐漸降低,當成型壓力≥0.15 MPa 時,絕熱層內部的孔隙基本消失;
(3)綜合成型壓力對絕熱層本體性能和界面粘接性能的影響規律,建議工程應用時EPDM 絕熱層的硫化成型壓力不小于0.2 MPa。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
