基于PLC 的環形聯鎖系統中隱性故障捕捉方法
2023-12-26 08:43:04李剛盧華亮
昆鋼科技 2023年3期
李剛 盧華亮
(玉溪大紅山礦業有限公司)
在連續自動化生產線中,基于PLC 及上位監控軟件的綜合報警功能普遍存在一些問題,其主要原因有三點:一是PLC 程序中對絕大多數現場輸入信號只做讀處理,不進行鎖定。如生產過程中由強烈振動引起的線頭松動、接觸不良等隱性故障,停機后振動消失該類故障能自動消失;二是在上述隱性故障不被鎖定的情況下,由于上位監控軟件對PLC的采樣周期大于CPU 自身的循環掃描時間及關鍵隱性故障引發的系統全線跳閘的時間之和,上位監控軟件無法準確及時讀取到該類故障并報警;三是在上述隱性故障被鎖定的情況下,由于故障停機都為急停模式,各設備間沒有相應的停機時間間隔,對于具有環形聯鎖的生產系統,上位監控軟件捕捉到故障信息但無法區分發生的先后順序。上述三條原因也是傳統故障報警模式的通病。針對傳統報警模式存在的問題,通過對PLC 系統運行原理的深入了解,及運行在PLC 系統中的環形聯鎖系統的分析,最終找到了基于PLC的環形聯鎖隱性故障捕捉方法。
1 選礦廠半自磨機生產工藝與環形聯鎖
1.1 半自磨機生產工藝
玉溪大紅山礦業公司二選廠以半自磨機作為礦石粗磨工序,如圖1 所示。來自井下的原礦石經過2#皮帶輸送轉至3#皮帶。3#皮帶將礦石輸送至半自磨機進料口。原礦石經過半自磨機的研磨后,進入振動篩篩選,細料進入后續的生產工序,粗料則經過4#皮帶、5#皮帶、6#皮帶后,返回2#皮帶,重新回到半自磨機進行研磨。
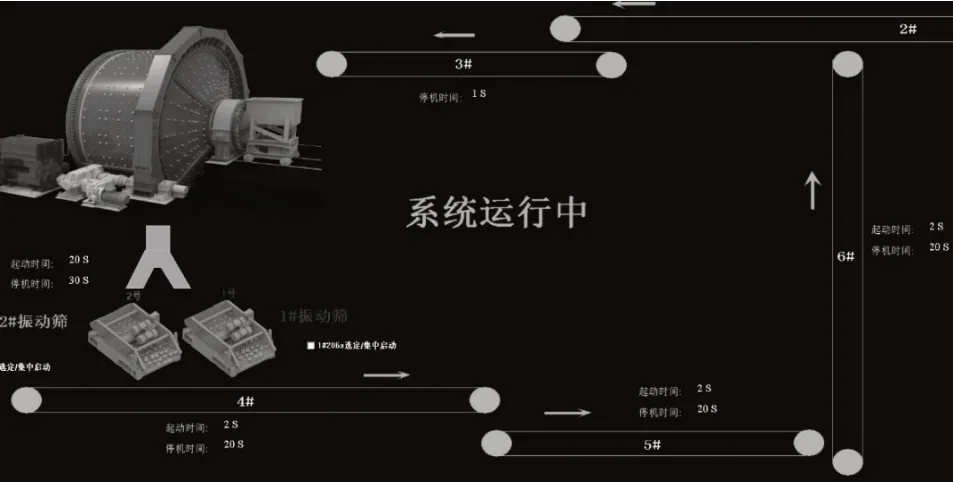
圖1 半自磨機生產工藝流程圖
該生產系統是一個典型的環形輸送系統,在該系統中,任何一個設備出現故障停機,都會造成輸送系統的堆料。因此,該系統需要使用環形聯鎖系統進行設備保護,聯鎖系統中,任何一個節點上的設備出現故障停機,其他設備也需要跟隨停機。
1.2 半自磨機環形聯鎖系統結構
半自磨機工作中,進出料的輸送系統成一個環形結構(見圖1),為了保護半自磨機及皮帶輸送系統,設計了環形聯鎖系統[1]。在環形聯鎖系統中,2#皮帶至6#皮帶、直線篩及半自磨機相互聯鎖,同時,每個個體設備也有自身的聯鎖機制。半自磨機環形聯鎖系統結構圖如圖2 所示。

圖2 半自磨機環形聯鎖結構圖
從圖2 可以看出,半自磨機環形聯鎖中,每個皮帶及直線篩的斷路器失電信號、自動位丟失信號等異常,均會觸發本體聯鎖,停止運行本體設備。同時,在環形聯鎖中,一個設備停止工作,將聯鎖停止下一級設備。
2 半自磨機環形聯鎖問題分析
半自磨機的環形聯鎖機制對設備起到很好的保護作用,是一個非常有效的聯鎖保護機制。然而,環形聯鎖最大的問題是沒有明顯的聯鎖源,當某個設備出現故障時,將一連串停止所有設備。如果該設備故障為顯性故障,檢修人員通過故障排查將很快能夠查明故障源。但如果該故障為隱性故障或瞬時性故障,故障產生后又很快恢復原狀,如信號干擾,或者線頭松動等故障,這時因聯鎖動作,所有設備均停止工作,但檢修人員將無法定位故障源,因為在事后的檢修中,將發現所有設備均可正常工作。
由于隱性故障發生及消失的時間間隔非常快,基本在毫秒級內完成,上位機監控系統同下位機PLC 的通訊時間有較長的延遲(一般為500 ms 以上),由于通訊時間延遲太長,上位機很難捕捉隱性故障的觸發信號。
隱性故障如果不能及時定位故障源,將變成生產系統中的定時炸彈,隨時會發生,偶然性強,很難預防,嚴重影響正常的生產秩序。
3 環形聯鎖故障捕捉系統解決方案
由于隱性故障從故障產生到消失的時間非常短,靠上位機的狀態記錄無法實現,只能在運行聯鎖程序的PLC 內實現。通過實時監視聯鎖程序的觸發情況,一旦發現聯鎖程序被觸發,立即記錄觸發源狀態。
3.1 心跳數的概念
我們將PLC 的周期性重復運行比喻為心臟的反復跳動,PLC 運行一次比喻為心臟跳動一次,PLC 的心跳數是指PLC 循環運行的次數。
心跳數記錄的程序實現見圖3 所示,圖中變量注釋見表1。

表1 變量注釋表
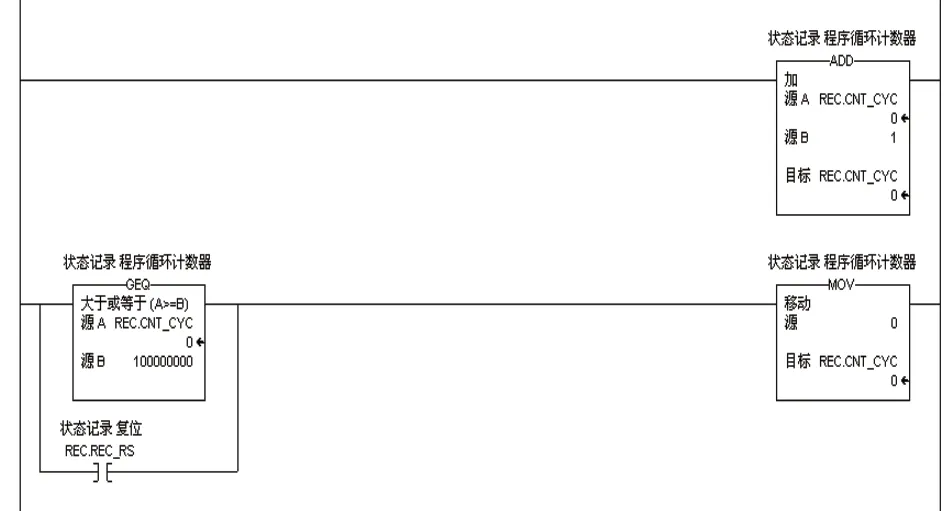
圖3 心跳數記錄程序
圖3 程序主要用于累計PLC 運行心跳數,PLC 每順序運行一圈,第一行程序執行一次,心跳數累加一次。
第二行程序用于復位心跳數,當心跳數達到1 億時,或者狀態記錄復位時,將心跳數清零。
3.2 設計思路
PLC 的運行原理在于循環運行,及按照指令順序運行[2]。二選廠中控及輔機系統均為AB1756系列的PLC,其運行周期大約為10 ms[3]。
而自磨機環形聯鎖系統中,聯鎖觸發后,設備按照順序逐臺停止,在已知PLC 循環掃描時間的基礎上,通過PLC 記錄進行現場設備啟停測試,得出設備控制接觸器動作時間大約在100-160 ms,且每臺設備的停止時間是不一致的,即按照聯鎖順序,每臺設備停止時的心跳數是不一致的試驗結果。
3.3 設計方案程序描述
本設計方案主要程序如圖4 所示,圖中變量注釋見表2。

表2 變量注釋表

圖4 設計方案程序
圖4 中列舉了兩個聯鎖信號源的心跳數記錄程序。
第一行程序為3#皮帶運行輸出位心跳數記錄觸發器。只有在半自磨機處于中正常運行中(CLUTCH_ON_204=1),并且3#皮帶運行輸出位從ka_203=1(運行狀態)變為ka_203=0(停止狀態)時,觸發心跳記錄觸發器REC_ka_203_OSR。
第二行程序中,一旦心跳記錄觸發器觸發了,則將當前的心跳數賦值給3#皮帶運行輸出位心跳數。賦值過程只執行一次,觸發器自動復零。
按照上述程序,一旦某信號源發生故障而觸發環形聯鎖后,在半自磨機停止工作前,所有發生狀態變化的信號源的心跳數均被記錄下來。通過查看心跳數的數值差異,即能夠分析出觸發聯鎖的最初信號源。心跳數最低的信號源即為故障源。
舉例說明,某次聯鎖系統被觸發,事后查看心跳數,獲得以下心跳數清單,詳見表3。

表3 舉例-心跳數清單
根據表3 內心跳數清單,數值為0 的,在半自磨機分離合器之前,均未發送任何動作。數值不為0 的,則半自磨機分離合器之前,有發送動作。其中,數值最小的為6#皮帶自動位及6#皮帶運行輸出位,心跳數最小,意味著最早開始動作。自動位與運行輸出位同一時間發送了變化,肯定為自動位的變化,引起運行輸出位的變化。最終,確定本次環形聯鎖機制的觸發源為6#皮帶自動位。
4 應用實績
2017 年初,針對礦業公司二選廠半自磨機給礦系統頻繁跳閘且無法準確找到故障的情況,在二選廠半自磨機給礦系統實施了此故障捕捉方法,取得了比較好的效果,如圖5。

圖5 中控上位機組態畫面
該故障捕捉方法在二選廠實施后,對半自磨機系統各個故障點進行了全面監測,發生故障時能通過記錄及時分析找到故障點,采用此方法后,二選廠自磨機運行平穩,再未出現因電氣原因不明而頻繁跳閘。按照運用前二選廠每月電氣故障平均處理時間9 h 分析,按原礦處理量600 噸/小時算,預計損失原礦處理量5 400 噸,按選比2.8計算,損失精礦產出量1 928 噸,按450 元/噸精礦計算,精礦銷售損失86.78 萬元;磨機停機造成電費損失按0.5 元/度計算(電費按容量收取),二選廠生產平均負荷13 000 kW/h,電費損失13 000×0.5×9=58 500 元;加上節省的水費、人工及其它,預計每月可創造效益90 萬元以上。
5 結論
(1)跳數記錄法由于能夠準確的記錄環形聯鎖中設備停機時間,同時具有重復記錄功能,能夠適用于各種故障情況,是一種非常有效的環形聯鎖故障捕捉方法。通過心跳數,能夠清楚判斷聯鎖動作過程各個設備的運行時間節點,從而能夠更準確的進行故障分析,在實際生產過程中能夠非常準確的定位故障源,節省大量的檢修時間(約9h/月),消除隱患。
(2)該故障捕捉方法在二選廠實施后,加上節省的水費、人工及其它,預計每月可創造效益90 萬元以上。此方法已成功運用到礦業公司一、三選廠半自磨機給礦系統以及井下提升膠帶運輸系統,其他行業如冶金、建材、石油化工、食品藥品等有聯鎖工藝生產線的生產系統也可以借鑒使用,具有較大的推廣應用價值。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
汽車維修與保養(2019年7期)2020-01-06 03:30:42
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:26:08
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
中國衛生(2015年3期)2015-11-19 02:53:32
汽車維修與保養(2015年6期)2015-04-17 03:31:50