模內點膠的汽車鐵芯一體化成形設備及其制造工藝
2024-01-01 00:00:00封海鵬
汽車與新動力 2024年5期
摘要:傳統新能源汽車電機鐵芯制造方式存在能量損耗大、工藝效率低等問題,難以滿足大規模生產需求。開發了一種模內點膠一體化成形設備及制造工藝,通過模外噴涂催化劑、模內精準點膠和沖裁粘壓成型,可實現高效、高質量的鐵芯制造。設備采用上下模板結構,集成催化劑和粘膠噴涂裝置,并設計了機械花灑式點膠閥,以保證膠液精準噴涂和快速固化。工藝流程包括噴涂催化劑、初步沖裁、噴涂粘膠、二次沖裁和粘壓成型5個步驟,該工藝流程可有效避免粘膠劑提前固化,提高粘接強度。
關鍵詞:新能源汽車;電機鐵芯;制造工藝;成形設備
0 前言
新能源汽車的快速發展,對其驅動電機的性能提出了更高的性能要求,傳統的硅鋼片疊裝方式已難以滿足高效率、小型化的發展趨勢。在新能源汽車電機鐵芯制造中,粘膠鐵芯憑借其優越的性能備受關注,然而傳統的粘膠工藝存在生產效率低、一致性差等問題,制約了其大規模應用。為解決上述問題,開發了一種模內點膠的汽車鐵芯一體化成形設備及制造工藝。該設備集成了催化劑噴涂、粘膠點膠和沖裁成型等功能,實現了鐵芯的高效、精準制造。本文詳細介紹了設備結構、工作原理,以及關鍵部件——機械花灑式點膠閥的設計,并對點膠排布方式進行了分析。結果表明,該工藝能夠顯著提高鐵芯加工質量和生產效率,降低制造成本,為新能源汽車電機鐵芯制造提供了一種高效、可靠的解決方案。
1 新能源汽車驅動電機鐵芯連接方式
目前,新能源汽車驅動電機硅鋼片疊裝多采用疊鉚或焊接等方式,但上述疊裝方式均會對鐵芯的完整性造成不同程度的破壞,無形中增大了能耗[1]。有些鐵芯無法采用傳統的連接方式,而膠粘技術可以避免此類問題。采用粘膠鐵芯方式可提升電機性能,相同效率條件下可降低鐵芯高度,減小外形尺寸。很多新能源汽車驅動電機粘膠鐵芯采用工裝或手工制作,無法保證鐵芯一致性,大批量生產難度較大,大多依賴單沖模沖裁單片進行沖片點膠,再采用高溫加熱處理并固化。采用該工藝雖然可得到粘膠鐵芯,但其體積較大,進行沖裁加工時不僅需要施加較大壓力,還需要引進高精度沖壓裝置,生產成本較高。因此,亟需開發一種生產效率高的采用模內點膠的汽車鐵芯一體化成形設備及制造工藝。
2 模內點膠的汽車鐵芯一體化成形設備
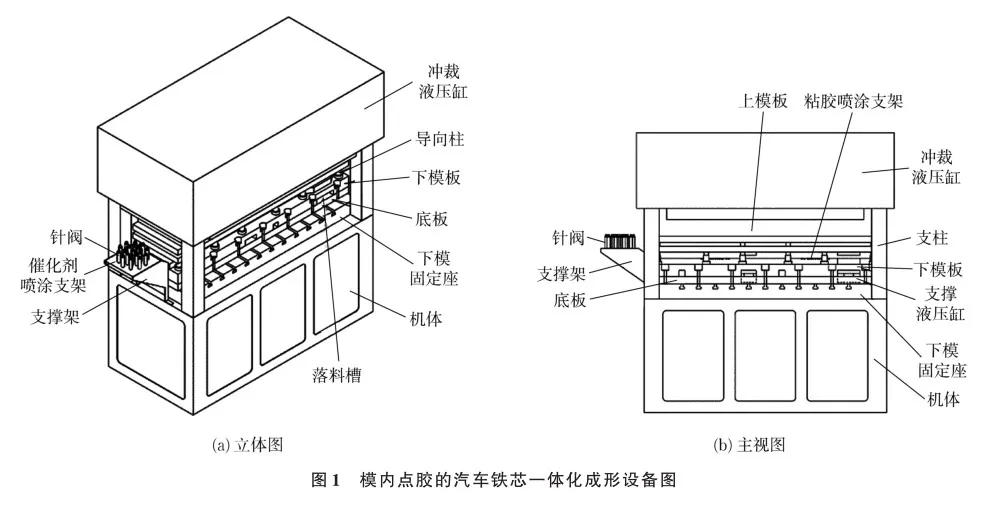
模內點膠的汽車鐵芯一體化成形設備如圖1所示。機體上方固定安裝有下模固定座,下模固定座的上方通過螺栓固定底板,底板的頂端嵌入支撐液壓缸,底板的上方通過螺栓固定下模板,下模板的底部開設落料槽。支撐液壓缸位于落料槽的下方,其收縮后頂面與底板的頂面平齊,可對定轉子沖片起到支撐作用,同時向定轉子沖片施加向上的壓力,使定轉子沖片之間緊密結合。催化劑噴涂支架位于下模板前端,通過兩側的支撐架固定在機體上,催化劑噴涂支架上均勻分布有多根針閥。機體上還固定安裝有支柱,支柱位于下模固定座的兩側,支柱的頂端固定安裝有沖裁液壓缸,沖裁液壓缸底部的活塞桿上固定安裝上模板,上模板與下模板之間通過導向柱連接,粘膠噴涂支架固定安裝在上模板的底部,上面均勻分布有多根針閥,可以根據鐵芯尺寸靈活調整噴涂位置、噴涂范圍及噴涂數量,滿足不同尺寸鐵芯的粘合需求,且催化劑噴涂支架上針閥的數量及位置與粘膠噴涂支架上針閥的數量及位置相對應,使催化劑與粘膠能夠融合,提高固化速度及粘合效果。粘膠噴涂支架位于落料槽的前側,上面的針閥在噴涂粘膠后立即通過上模板的沖裁形成定轉子沖片,定轉子沖片落到落料槽內[2]。將粘接劑噴涂工序設在沖裁落料的前一個工序,以防止沖裁時粘接劑提前固化,避免造成涂料浪費,提高粘合強度及牢固性。
3 制造工藝
模內點膠的汽車鐵芯一體化成形制造工藝步驟如下:第一,噴涂催化劑。通過送料機將硅鋼片輸送至催化劑噴涂支架下方,催化劑噴涂支架上的針閥向硅鋼片的表面噴涂催化劑。第二,初步沖裁。硅鋼片繼續運動至下模板與上模板之間,沖裁液壓缸帶動上模板做上下往復運動,通過上模板沖裁在硅鋼片上形成槽孔。第三,噴涂粘膠。硅鋼片繼續運動至粘膠噴涂支架下方,粘膠噴涂支架上的針閥向硅鋼片的表面噴涂粘膠。第四,二次沖裁。通過上模板沖裁形成定轉子沖片,定轉子沖片落到落料槽內。第五,粘壓成型。支撐液壓缸對其起到支撐作用,同時向定轉子沖片施加向上的壓力,使定轉子沖片之間緊密結合,粘膠在催化劑的作用下快速凝固,將定轉子沖片牢牢粘接為一體,形成定轉子鐵芯[3]。
4 機械花灑式點膠閥的設計
4. 1 點膠閥結構設計
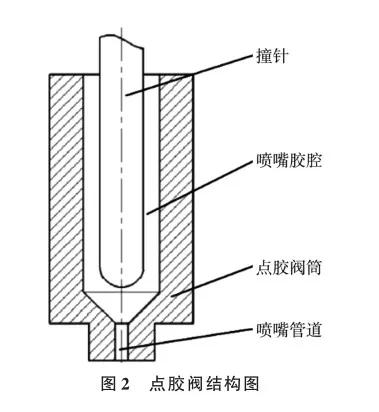
點膠閥由噴嘴管道、點膠閥筒、噴嘴膠腔及撞針構成,其中噴嘴膠腔和噴嘴管道位于點膠閥筒內,噴嘴膠腔上部為錐形,撞針上側為球形,需要對噴嘴球面與錐面進行配合。沖裁疊壓時,撞針會對噴嘴膠腔錐形面進行撞擊,形成的高壓膠液從噴嘴管道中擠出,撞針接觸至壁面時阻隔膠腔與管道通道,膠液被分離而產生膠點,具體結構如圖2所示。
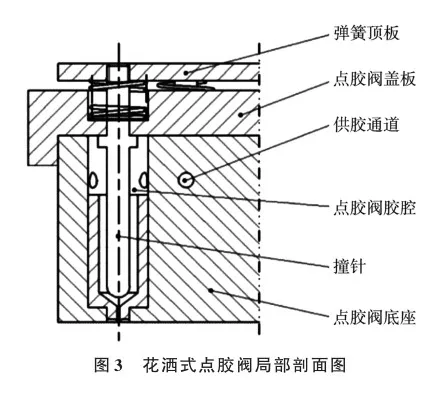
噴嘴設計參數包括噴嘴直徑D0和噴嘴長度L。其中,D0的取值區間為0.1~1.5 mm,能夠應用于不同點膠作業,并且點膠精度高,穩定性好。點膠閥筒安裝于點膠閥底座上,具體結構如圖3所示,供膠通道設置在膠筒一側,膠液注入膠腔,采用密封圈保證閥與底座的可靠連接,膠液不會因連接不好而泄漏。點膠閥蓋板與點膠閥底座通過螺栓固定,并通過合理公差配合引導撞針與蓋板完成導正,設置時通過激光對準器保證撞針與膠筒的同軸度,頂板由螺紋與撞針相互連接,旋進深度可根據工藝要求調整,內置彈簧可確保撞針準確復位。
為確保送料步距達到更高的精準度,花灑式點膠系統有單獨的點膠位置,凹模固定座向下凹5.0 mm,噴嘴伸出固定座1.0 mm。導料銷把硅鋼片板料托起,與底座間距5.0 mm。點膠操作時,通過輸送裝置將板料提至點膠工位,再進行上模下行操作,通過卸料板將板料輸至凹模固定座,與板料距離保持0.2 mm的距離,膠點被涂至板料。上模操作時,浮動導銷將板料輸送至自然位,與凹模保持5.0 mm的距離,點膠操作后板料被輸送至疊壓設備。送料操作時,板料為抬起狀態,與凹模保持5.0 mm的距離,膠液自身具備粘性而不會滴落,可避免膠點涂至凹模,即可完成點膠操作[4]。
4. 2 噴嘴噴射原理
將花灑噴嘴安裝于下模固定座。在進模操作時,在板料下側完成點膠,外部施加作用力至彈簧頂板,撞針可按設計速度運行。充膠操作時,供膠壓力由控制系統輸出的模擬信號控制,總充膠時間為tf,進模一次沖裁時間(tn)和點膠循環時間控制在0.2 s。沖裁操作時,控制系統根據工藝要求輸出信號,在0~tn內供膠壓力P=0,在tn~tf內供膠壓力為Ps,撞針受到彈簧力影響而產生懸停,膠腔被完全充滿。在第2階段,施加外力與頂板完全接觸,撞針以速度Vs進行撞擊,撞針撞擊內壁后,膠液于噴嘴部位進行點膠。在第3階段,完成上模上行,施加外部力進行復位操作,撞針可準確復位,供膠壓力降為0。
4. 3 噴膠點排布分析
若點膠閥數量較多,其在底座中的排布要遵循相關規律,以提升鐵芯粘接可靠性,按照膠點鋪展尺寸對膠點進行排列。若鐵芯沖片表面每處膠液接觸角均一致,沖片疊壓鋪展后,每個膠點均為圓形且保持相同尺寸。膠點排列可按矩形排布,也可以采用交錯形排布,相鄰膠點間圓心連線且保持60°。如果延長膠點半徑,在不同排布條件下,被粘物膠點面覆蓋率會降低,對2種排布情況下的膠點面覆蓋率進行比較,交錯形覆蓋率較高,可達到10%,表明交錯形膠點排布粘接面積比較大,可以實現更為牢固的粘接效果。
5 結語
本文提出的模內點膠汽車鐵芯一體化成形技術,為解決傳統粘膠鐵芯生產效率低、一致性差等問題提供了新的思路。該技術將催化劑噴涂、粘膠點膠和沖裁集成于一體,實現了鐵芯的高效、精準制造,并有效提升了鐵芯的性能和穩定性。但是,該技術仍處于發展初期,未來還需要開展進一步研究,例如:開發新型粘接劑以適應更高的工作溫度和更苛刻的工況;優化點膠閥結構和控制策略,進一步提高點膠精度和效率;開展系統性的成本效益分析,評估該技術的經濟效益和應用前景等。總之,模內點膠一體化成形技術作為一種高效、精準的鐵芯制造方法,在未來新能源汽車電機領域具有廣闊的應用前景,也將推動電機技術持續進步和發展。
參考文獻
[1] 劉朋飛.鐵芯模內膠接精準噴膠系統研究[D].秦皇島:燕山大學,2023.
[2] 劉雪東.膠粘型電機鐵芯點膠噴射裝置研發及膠點力學性能探究[D].秦皇島:燕山大學, 2023.
[3] 黃秀東,劉雪東,杜冰,等.新能源汽車鐵芯沖裁粘壓一體化成形工藝[J].模具工業,2022,48(9): 35-39.
[4] 張紗,李彥博,王鵬,等.精密儀表馬達定子鐵芯疊片高可靠膠接工藝[J].導航與控制,2021,20(1): 92-96,108.
