面向多品種大型筒類薄壁件的智能生產(chǎn)線設(shè)計(jì)及優(yōu)化
2024-01-02 06:53:14張?jiān)录t鄭聯(lián)語(yǔ)李春雷潘旺旺張志奇桑曉宏
航天制造技術(shù) 2023年5期
張?jiān)录t 鄭聯(lián)語(yǔ) 李春雷 潘旺旺 張志奇 桑曉宏
(1.北京航空航天大學(xué)機(jī)械工程及自動(dòng)化學(xué)院,北京 100191;2.山西航天清華裝備有限責(zé)任公司,長(zhǎng)治 046012)
1 引言
為實(shí)現(xiàn)結(jié)構(gòu)輕量化,某產(chǎn)品外壁通常由圓柱筒類、圓錐筒類及異形筒類薄壁件等強(qiáng)質(zhì)比高、承載力強(qiáng)的結(jié)構(gòu)組成,為滿足特殊功能需求,此類薄壁件大多結(jié)構(gòu)尺寸大、形狀復(fù)雜且外形尺寸精度要求高,加工過(guò)程中材料去除量大、壁薄易變形、整體生產(chǎn)效率低等難題為其加工精度及效率的提升帶來(lái)了很大的挑戰(zhàn)[1]。《中國(guó)制造2025》明確提出將智能制造作為兩化深度融合的主攻方向,在重點(diǎn)領(lǐng)域試點(diǎn)建設(shè)智能工廠及數(shù)字化產(chǎn)線[2]。在《〈中國(guó)制造2025〉重點(diǎn)領(lǐng)域技術(shù)創(chuàng)新綠皮書》中,“大型輕量化整體及高強(qiáng)金屬結(jié)構(gòu)制造技術(shù)”被列為航空航天裝備領(lǐng)域共性關(guān)鍵技術(shù)之一[3]。綜合來(lái)看,建設(shè)多品種大型薄壁件智能生產(chǎn)線是實(shí)現(xiàn)高精制造、快速響應(yīng)的必經(jīng)之路。生產(chǎn)線建設(shè)面臨呈現(xiàn)多型號(hào)并舉、研制與批產(chǎn)并重的局面,亟須通過(guò)智能化手段實(shí)現(xiàn)產(chǎn)品質(zhì)量、協(xié)同效率、研制能力的提升,也對(duì)提升產(chǎn)能極限和大型薄壁件的生產(chǎn)能力提出了更高的要求。
目前,國(guó)內(nèi)制造過(guò)程正處在全面推行數(shù)字化和自動(dòng)化應(yīng)用階段,而智能產(chǎn)線是數(shù)字化、自動(dòng)化向更高階段發(fā)展的必然趨勢(shì)。因此,通過(guò)構(gòu)建數(shù)字化生產(chǎn)線可為其零部件高精高效裝夾定位、切削加工提供有效解決途徑,而多品種大型薄壁件具有“變批量、多品種、混線生產(chǎn)”的特點(diǎn),因此,如何以三類典型結(jié)構(gòu)件為對(duì)象建立智能生產(chǎn)線,并研究突破其建設(shè)過(guò)程中的關(guān)鍵技術(shù),進(jìn)一步掌握理論方法和技術(shù)支撐尤為重要。對(duì)產(chǎn)線設(shè)計(jì)與優(yōu)化具體表現(xiàn)在:a.生產(chǎn)線設(shè)計(jì)與優(yōu)化可使產(chǎn)線中各資源得到有效利用,提高產(chǎn)線效率;b.產(chǎn)線優(yōu)化技術(shù)可改進(jìn)線內(nèi)瓶頸工位,使產(chǎn)品生產(chǎn)過(guò)程更加均衡,減少生產(chǎn)過(guò)程等待或阻塞狀態(tài)造成的在制品堆積;c.可快速作出調(diào)整,快速響應(yīng)當(dāng)前需求,實(shí)現(xiàn)柔性生產(chǎn)。
2 多品種大型筒類薄壁件布局預(yù)設(shè)計(jì)
2.1 產(chǎn)線設(shè)計(jì)需求
本文面向的多品種大型筒類薄壁件主要包含圓柱類、圓錐類、異形件三類件產(chǎn)品,如圖1所示。各件主要工藝流程如圖2所示。
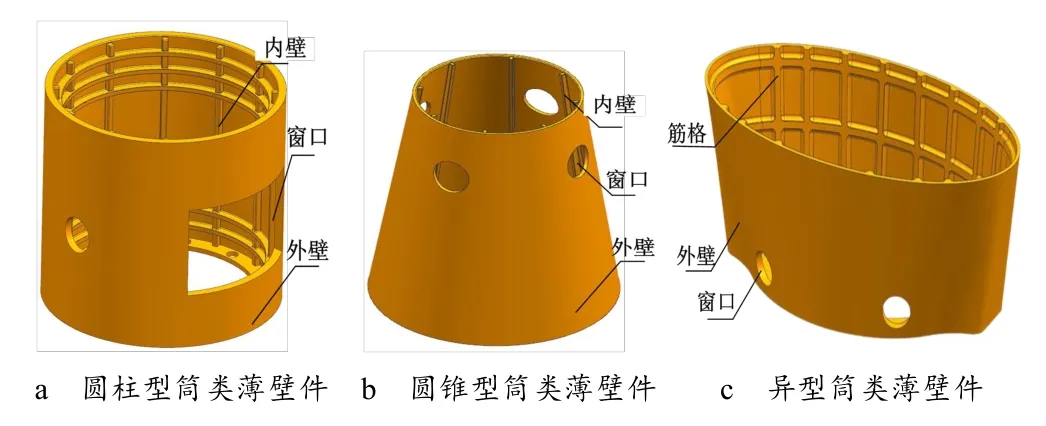
圖1 三類筒類薄壁件加工特征
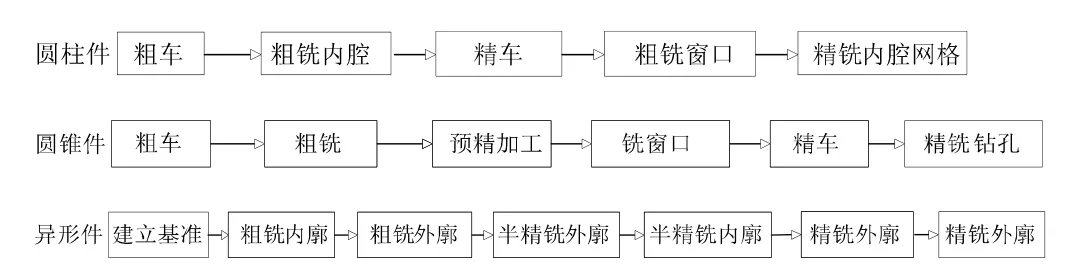
圖2 多品種大型筒類薄壁件工藝流程
圓柱件零件基本結(jié)構(gòu)為回轉(zhuǎn)體,直徑尺寸1200mm,高度1500mm,成品壁厚尺寸2mm。圓錐件屬狹窄腔體薄壁零件,前端尺寸為Φ750mm,高度1500mm,成品壁厚尺寸2mm,公差0.1mm。異形筒類薄壁件為鋁鑄件,成品尺寸為Φ1300mm×1100mm,成品壁厚尺寸2.5mm,輪廓度要求不大于0.03mm。
上述筒類薄壁件加工過(guò)程中存在結(jié)構(gòu)復(fù)雜、鑄造毛坯一致性差、余量不均等問(wèn)題,急需結(jié)合智能化手段建立多品種大型筒類薄壁件智能產(chǎn)線。為此,擬通過(guò)設(shè)備選型及產(chǎn)線設(shè)計(jì)布局兩個(gè)方面完成產(chǎn)線預(yù)設(shè)計(jì)。
綜合考慮成本與效率問(wèn)題,混線比時(shí)產(chǎn)線平衡率應(yīng)不低于80%。在實(shí)現(xiàn)上述目標(biāo)基礎(chǔ)上,仍需滿足以下約束條件:生產(chǎn)線占地長(zhǎng)160m,寬24m,硬件設(shè)備投入不大于4500 萬(wàn)元。產(chǎn)線主要面向大型筒類薄壁件,需要進(jìn)行加工的特征主要包含端面、外壁、內(nèi)壁、窗口、筋格等,產(chǎn)品尺寸精度需要滿足要求,具有快速換產(chǎn)能力,同時(shí)兼顧公司其他產(chǎn)品。
2.2 設(shè)備選型
多品種大型筒類薄壁件制造過(guò)程中,主要包含銑削、車削、鉗工、數(shù)字化測(cè)量及熱處理等工藝。其中,用于銑/車削等機(jī)加設(shè)備及數(shù)字化測(cè)量設(shè)備選型是產(chǎn)線設(shè)計(jì)中較為關(guān)鍵的步驟,設(shè)備選型為見(jiàn)表1。
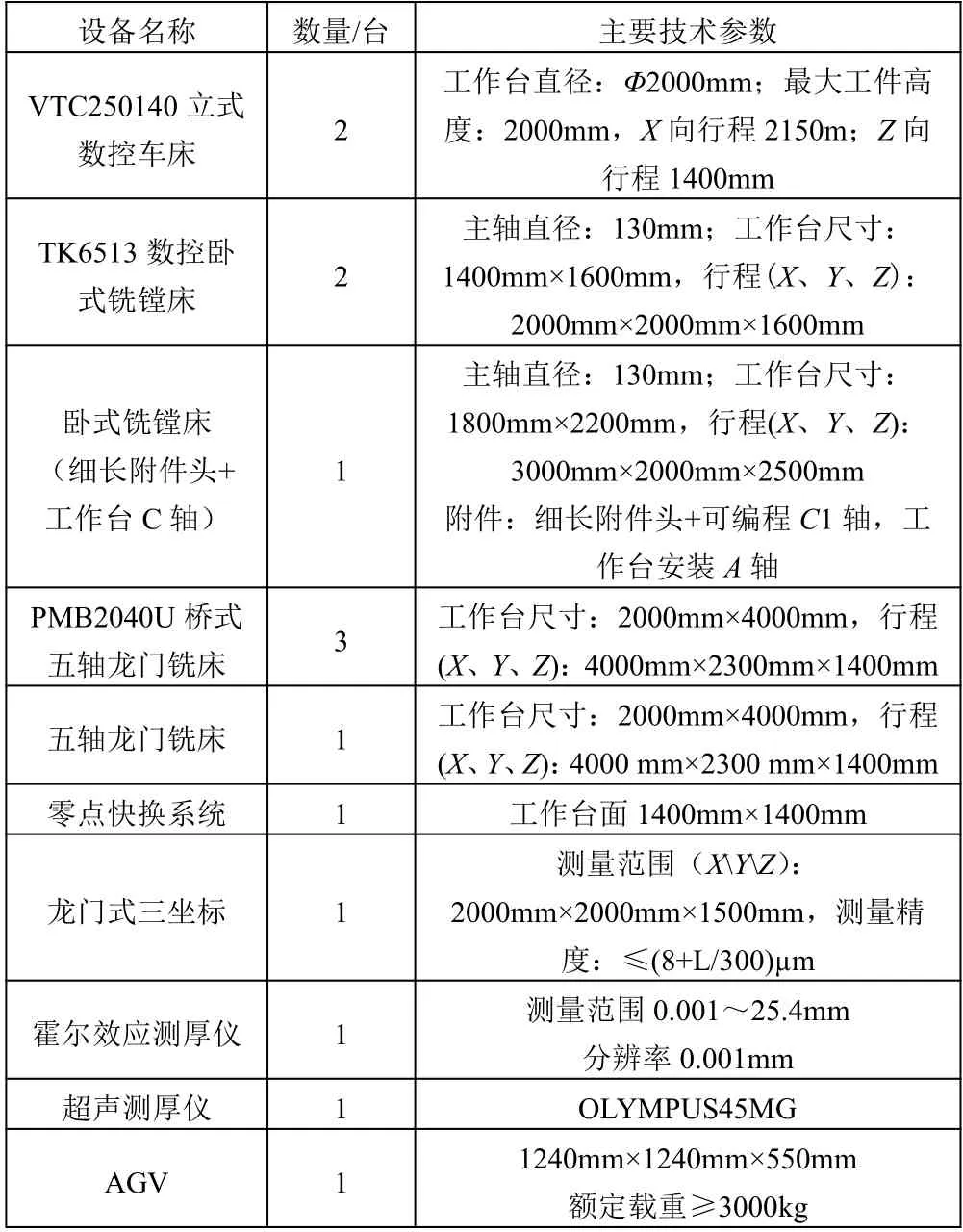
表1 智能產(chǎn)線中關(guān)鍵設(shè)備相關(guān)信息
2.3 生產(chǎn)線布局預(yù)設(shè)計(jì)
生產(chǎn)線分為鉗工區(qū)(含預(yù)留區(qū))、設(shè)備區(qū)及存儲(chǔ)區(qū),如圖3所示。鉗工區(qū)主要用于劃線、位姿調(diào)整、安裝工裝夾具、去毛刺等工作;設(shè)備區(qū)主要放置各類機(jī)加設(shè)備;存儲(chǔ)區(qū)用于存儲(chǔ)工件毛坯及成品。
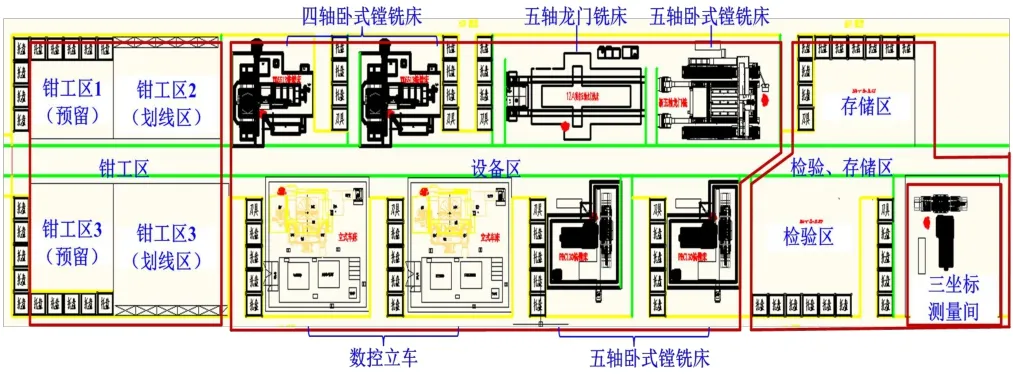
圖3 智能生產(chǎn)線初始設(shè)計(jì)
在完成初始設(shè)計(jì)后,通過(guò)理論計(jì)算及軟件仿真兩種方法對(duì)產(chǎn)線瓶頸工位分析,進(jìn)而對(duì)設(shè)備類型、站位布置、投產(chǎn)比例、投產(chǎn)間隔等優(yōu)化,使產(chǎn)線內(nèi)各資源利用率盡可能平衡,產(chǎn)能盡量提高。
3 基于離散事件仿真模型的生產(chǎn)線資源瓶頸分析
利用PlantSimulation 軟件對(duì)多品種大型筒類薄壁件智能產(chǎn)線進(jìn)行建模,采用工位模型表示不同的機(jī)床,調(diào)整混線比時(shí),修改三種工件的百分比即可,按照一定混合比隨機(jī)出料到達(dá)生產(chǎn)線;加工時(shí)長(zhǎng)設(shè)置可以通過(guò)修改各工位對(duì)應(yīng)工序加工時(shí)間的方式實(shí)現(xiàn)。針對(duì)2臺(tái)相同設(shè)備的情況,在AGV 到達(dá)工位前傳感器首先對(duì)兩個(gè)工位上工件數(shù)量進(jìn)行比較,調(diào)度邏輯是工件少的工位優(yōu)先獲得新的工件,進(jìn)而實(shí)現(xiàn)兩個(gè)相同工位的合理運(yùn)輸選擇。以每年工作350d 計(jì)算,2 班制,每班實(shí)際工作時(shí)間7.5h,即每天工作15h,設(shè)備利用率按99.98%計(jì)算,建立初始產(chǎn)線的仿真模型。
基于該模型,按照三種工件1∶1∶1 的混線比隨機(jī)出料,通過(guò)改變?cè)谥破窋?shù),分析在制品數(shù)與生產(chǎn)效率的關(guān)系;通過(guò)改變投產(chǎn)間隔,即每隔一段時(shí)間投入1 件毛坯,分析投產(chǎn)間隔與生產(chǎn)效率的關(guān)系。共設(shè)置以下6 組實(shí)驗(yàn)探尋產(chǎn)能極限,仿真結(jié)果見(jiàn)表2。投產(chǎn)間隔1d、在制品數(shù)為6 時(shí)的設(shè)備利用率如圖4所示。

表2 混線比為1∶1∶1 時(shí)不同方案的產(chǎn)出
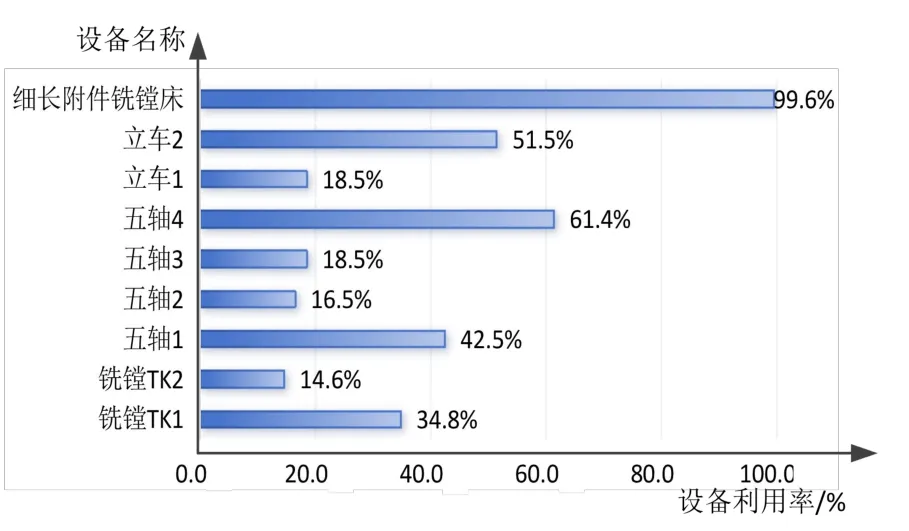
圖4 設(shè)備利用率
從以上分析可知,設(shè)備利用率不均衡,設(shè)備利用率最高的為細(xì)長(zhǎng)附件銑鏜床,接近100%,利用率最低的為TK 臥式銑鏜床,不足20%,三類產(chǎn)品共產(chǎn)出91件。根據(jù)用戶需求,不同時(shí)期需投產(chǎn)的混線比不同。同理仿真以下四種常用混線比,三類零件的年產(chǎn)量見(jiàn)表3,在所有工位中工作時(shí)間占比中最高的仍然是細(xì)長(zhǎng)附件頭臥式銑鏜床,表明該工位為此次仿真中生產(chǎn)線的瓶頸工位。
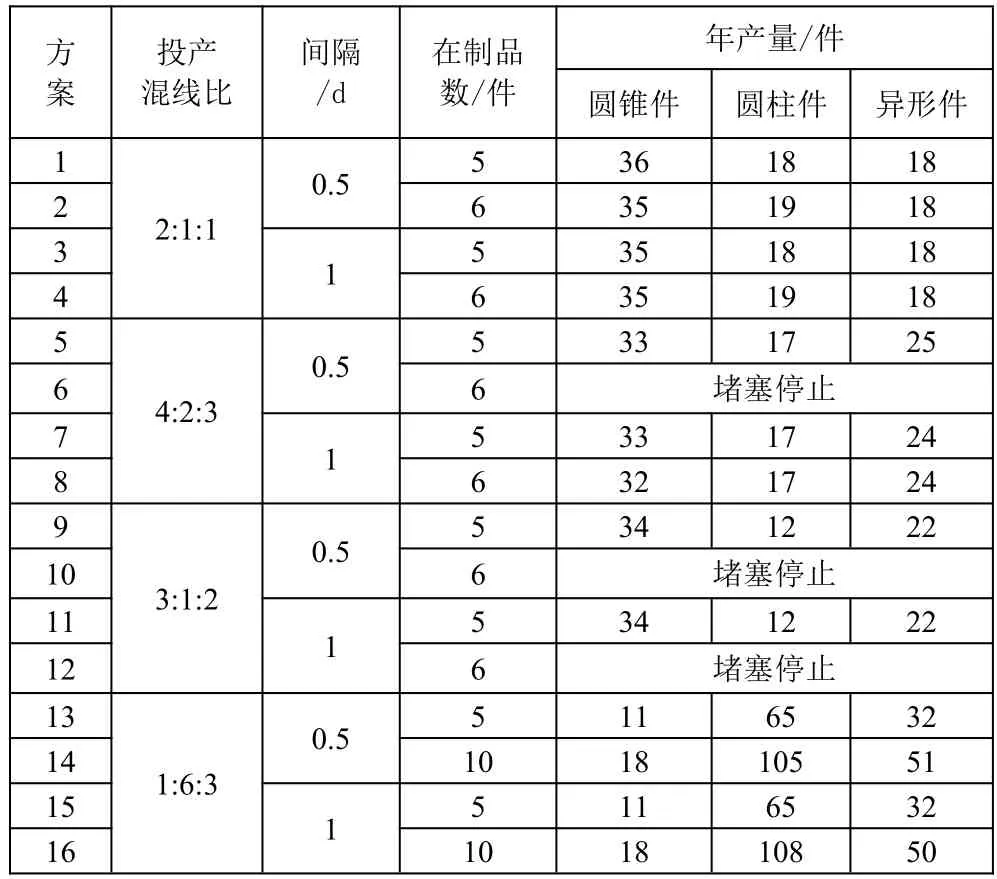
表3 不同混線比時(shí)年產(chǎn)量
方案6、10、12 中,在制品數(shù)達(dá)到5 時(shí)產(chǎn)能達(dá)到極限,仍不滿足設(shè)計(jì)要求,當(dāng)在制品數(shù)量達(dá)到6 時(shí)系統(tǒng)運(yùn)行達(dá)到極限堵塞卡死。欲提高產(chǎn)能、提升產(chǎn)線平衡率,就需要在生產(chǎn)線中增加一臺(tái)細(xì)長(zhǎng)附件頭臥式銑鏜床或其它優(yōu)化方案來(lái)解決產(chǎn)能問(wèn)題,而增加設(shè)備會(huì)導(dǎo)致成本過(guò)高,擬采用其它優(yōu)化方案解決。
4 考慮產(chǎn)能平衡的產(chǎn)線優(yōu)化
針對(duì)常用的幾種混線投產(chǎn)比,大部分機(jī)加設(shè)備利用率未達(dá)到40%。擬定以下三條優(yōu)化措施:a.設(shè)備替代;b.增加機(jī)外預(yù)調(diào)工作站;c.工藝優(yōu)化。優(yōu)化方案如圖5所示。
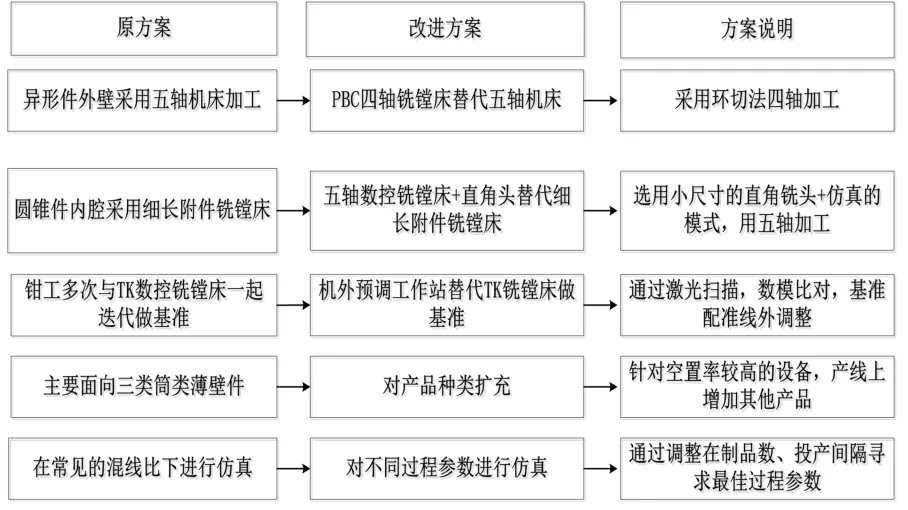
圖5 產(chǎn)線優(yōu)化方案
4.1 設(shè)備替代
因異形件的外形輪廓不規(guī)則,按照初始布局設(shè)計(jì)需要在五軸臥式銑鏜床上加工,工序時(shí)間長(zhǎng),設(shè)備成本較高。為節(jié)約成本,擬在四軸臥式銑鏜床上加工,采用PBC130 四軸銑鏜設(shè)備上實(shí)現(xiàn)外形輪廓的加工。采用工作臺(tái)旋轉(zhuǎn)螺旋加工時(shí),機(jī)床主軸前后運(yùn)動(dòng)幅度較大,不利于切削,直接影響工件表面加工質(zhì)量;而采用工作臺(tái)分度、三軸聯(lián)動(dòng)擬合成型的方法加工,又會(huì)在加工中出現(xiàn)加工盲區(qū),在曲率變化大的位置,甚至刀柄與工件會(huì)發(fā)生碰撞,如果采用較長(zhǎng)的加長(zhǎng)桿會(huì)產(chǎn)生較大震顫。但若將球刀更換成環(huán)刀,再將刀具偏置一個(gè)合適的角度,利用刀具側(cè)刃切削,即可解決。根據(jù)工件表面粗糙度要求,設(shè)置刀具與工件接觸時(shí)產(chǎn)生的殘留高度,推算出機(jī)床應(yīng)旋轉(zhuǎn)的角度,使工作臺(tái)每轉(zhuǎn)一個(gè)角度刀具就進(jìn)行一次切削,從而實(shí)現(xiàn)對(duì)異形零件外形的加工。該加工方法需要結(jié)合CAM 軟件來(lái)編制加工程序,但對(duì)于CAM 軟件針對(duì)異形曲面的加工策略大多數(shù)都為五軸加工策略,四軸設(shè)備又完成不了該曲面的加工,通過(guò)對(duì)五軸策略限制,在設(shè)置工件旋轉(zhuǎn)軸的同時(shí),設(shè)置另一個(gè)軸為固定角度,即規(guī)避第五軸參與銑削,在四軸設(shè)備上只用1 個(gè)旋轉(zhuǎn)軸和3 個(gè)直線軸來(lái)加工,再通過(guò)一系列仿真試驗(yàn),對(duì)刀具直徑、刀具形狀、切削角度不斷調(diào)整,確定加工參數(shù),最后通過(guò)仿真精度對(duì)比,確定該四軸設(shè)備能替代五軸的方案,既能夠滿足精度要求,又節(jié)約成本。如圖6所示。
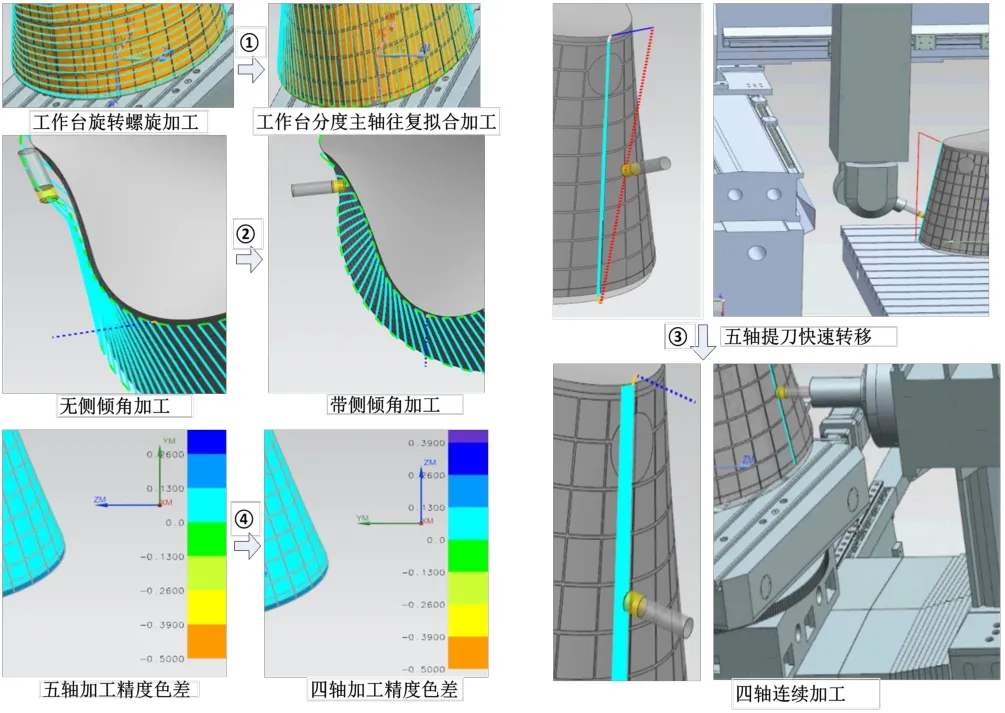
圖6 設(shè)備替代前后精度對(duì)比分析
4.2 增加機(jī)外預(yù)調(diào)工作站
由于大型筒類薄壁件尤其是異形件,找正裝夾過(guò)程需要在機(jī)床上反復(fù)裝調(diào),機(jī)床利用率極低。為此,在產(chǎn)線內(nèi)的鉗工區(qū)增加一臺(tái)機(jī)外預(yù)調(diào)工作站,將測(cè)量找正任務(wù)在機(jī)床外部執(zhí)行,避免占用切削加工時(shí)間。
為實(shí)現(xiàn)圓柱類零件周向打表精度,在機(jī)外預(yù)調(diào)工作站設(shè)計(jì)時(shí),需滿足Z軸與回轉(zhuǎn)臺(tái)平面垂直度小于0.02mm,在此基礎(chǔ)上,在四軸設(shè)備搭建過(guò)程中,以回轉(zhuǎn)臺(tái)平面為基準(zhǔn),安裝三軸懸臂式坐標(biāo)測(cè)量機(jī),并確保回轉(zhuǎn)臺(tái)的0°方向與懸臂式坐標(biāo)測(cè)量機(jī)的Y軸方向平行,90°方向與坐標(biāo)測(cè)量機(jī)的X軸方向平行,從而確保懸臂式坐標(biāo)測(cè)量機(jī)與回轉(zhuǎn)臺(tái)之間有確定的相對(duì)位置關(guān)系,進(jìn)而確保二者之間基準(zhǔn)統(tǒng)一。
通過(guò)四軸測(cè)量設(shè)備與測(cè)量末端相配合即可完成多品種大型筒類薄壁件位姿數(shù)據(jù)測(cè)量與調(diào)整。除此之外,為方便工人操作,該站位同時(shí)配置其他配件,包括大屏幕、工作柜、工位電腦等。最后,通過(guò)手柄或者上位機(jī)下發(fā)運(yùn)動(dòng)指令來(lái)控制四軸運(yùn)動(dòng),測(cè)量過(guò)程保持測(cè)量末端不動(dòng),通過(guò)回轉(zhuǎn)臺(tái)旋轉(zhuǎn)實(shí)現(xiàn)周向打表測(cè)量,保持回轉(zhuǎn)臺(tái)不同,上下移動(dòng)Z軸實(shí)現(xiàn)母線直線度測(cè)量;保持回轉(zhuǎn)臺(tái)及測(cè)量末端不動(dòng),通過(guò)關(guān)節(jié)臂掃描儀實(shí)現(xiàn)異形薄壁件位姿測(cè)量。
機(jī)外預(yù)調(diào)工作站管控軟件集成了大型結(jié)構(gòu)件加工位姿數(shù)據(jù)分析、調(diào)整量計(jì)算及異構(gòu)設(shè)備通訊等技術(shù),可實(shí)現(xiàn)大型結(jié)構(gòu)件最佳加工位姿計(jì)算、調(diào)姿位置和調(diào)整量計(jì)算、位姿狀態(tài)可視化展示等功能,包括軟件功能模塊、系統(tǒng)工作流程、數(shù)據(jù)存儲(chǔ)方案和任務(wù)管控。與零點(diǎn)定位系統(tǒng)一同使用,可以實(shí)現(xiàn)不同設(shè)備間的快速換裝,如圖7所示。
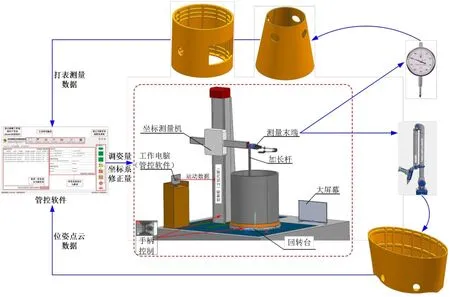
圖7 機(jī)外預(yù)調(diào)工作站組成
4.3 工藝優(yōu)化
結(jié)合仿真分析,瓶頸工位為細(xì)長(zhǎng)附件銑鏜床,確定出空閑較大的設(shè)備,為充分利用該產(chǎn)線上的各設(shè)備,重新對(duì)工藝進(jìn)行拆分、整合、替代,購(gòu)置專用銑頭,將狹小空間必須使用細(xì)長(zhǎng)附件銑鏜床的工序,轉(zhuǎn)移到五軸銑鏜床,同時(shí)擴(kuò)充產(chǎn)品類型,如數(shù)控立車用來(lái)加工封頭類產(chǎn)品,TK6513 數(shù)控銑鏜床和細(xì)長(zhǎng)附件銑鏜床可以用來(lái)加工框體類產(chǎn)品,如圖8所示。方案優(yōu)化后產(chǎn)線布局如圖9所示。
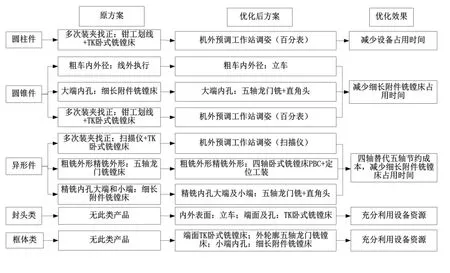
圖8 工藝優(yōu)化后的產(chǎn)線模型
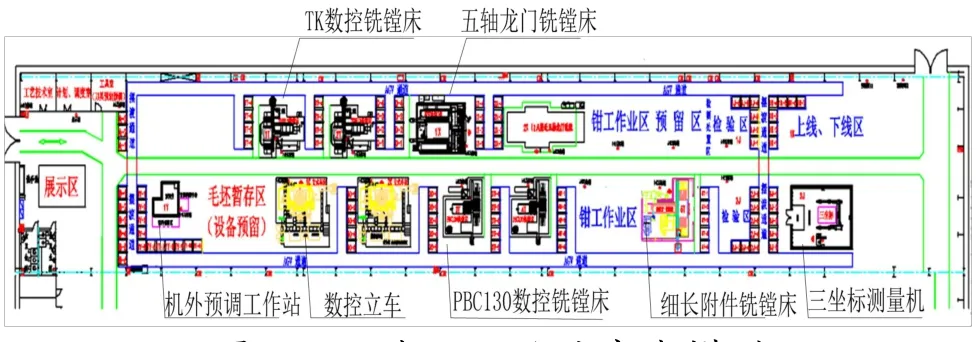
圖9 工藝優(yōu)化后的產(chǎn)線模型
5 生產(chǎn)線優(yōu)化后產(chǎn)能及設(shè)備利用率分析
基于該模型,利用Plant Simulation 重新構(gòu)建優(yōu)化后的產(chǎn)線模型。為進(jìn)一步提高產(chǎn)能及設(shè)備利用率,對(duì)產(chǎn)線運(yùn)行中的幾個(gè)關(guān)鍵參數(shù)進(jìn)行設(shè)置,包括多類產(chǎn)品投產(chǎn)比例、在制品數(shù)、投產(chǎn)間隔及緩沖容量等,可得到最大產(chǎn)能。當(dāng)圓錐、圓柱、異形、封頭、框體=1∶1∶1∶0.5∶2 時(shí),經(jīng)仿真得出,在制品數(shù)25、投產(chǎn)間隔1d,設(shè)備利用率最低的為第2 臺(tái)五軸龍門銑,已超過(guò)85%,各設(shè)備利用充分,產(chǎn)線較為均衡,見(jiàn)圖10。
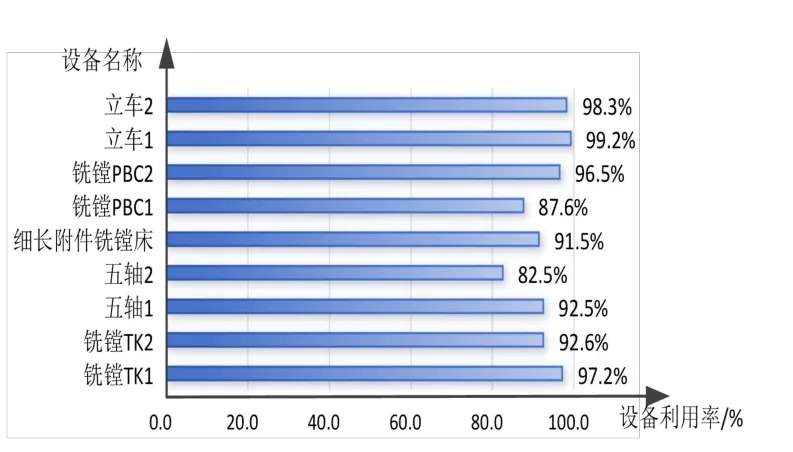
圖10 產(chǎn)線優(yōu)化后年產(chǎn)量及設(shè)備利用率
根據(jù)上級(jí)單位不同時(shí)期需求預(yù)測(cè)及公司排產(chǎn)規(guī)劃,進(jìn)一步優(yōu)化各類產(chǎn)品投產(chǎn)比例,分別為2∶1∶1∶0.5∶3、4∶2∶3∶2∶7、3∶1∶2∶2∶6、1∶6∶3∶2∶5,其中,前3 類典型件是常見(jiàn)的混線比,后2 種封頭及框體零件的混線比是根據(jù)各工序加工時(shí)長(zhǎng)通仿真出來(lái)產(chǎn)能相對(duì)較高的比例配置,用來(lái)驗(yàn)證工藝改進(jìn)后方案的合理性,仿真結(jié)果如表4所示。
表4 不同混線比下五種零件產(chǎn)能
加權(quán)情況下,設(shè)備利用率為:
式中,Ui,si分別為設(shè)備i的利用率,工位數(shù)量。產(chǎn)線平衡率=各工作站利用時(shí)間總和/(最大利用時(shí)間×工作站數(shù))×100%。
經(jīng)計(jì)算,各混線比產(chǎn)線平衡率見(jiàn)表5所示。優(yōu)化后產(chǎn)能大幅度提升,5 類產(chǎn)品產(chǎn)能最大可達(dá)303 件。設(shè)備平均利用率得到較大提升,均在82%以上,最高可96.03%。產(chǎn)線平衡率大幅度提升,均在84%以上,最高可達(dá)97%。通過(guò)設(shè)備替代及工藝優(yōu)化,將2 臺(tái)五軸替換成2 臺(tái)四軸機(jī)床,同時(shí)少購(gòu)置一臺(tái)細(xì)長(zhǎng)附件頭銑鏜床,共計(jì)可節(jié)約成本1843 萬(wàn)元,產(chǎn)線總成本3782萬(wàn)元。
表5 各混線比產(chǎn)線平衡率%
6 產(chǎn)線實(shí)物驗(yàn)證
產(chǎn)線建設(shè)過(guò)程中,除配置硬件系統(tǒng)外,為實(shí)現(xiàn)生產(chǎn)組織、資源配置、執(zhí)行管控、質(zhì)量控制、數(shù)字化采集、物流轉(zhuǎn)運(yùn)及數(shù)據(jù)分析展示等數(shù)字化管控功能,需開(kāi)展信息化系統(tǒng)建設(shè),包括生產(chǎn)線控制系統(tǒng)、全壽命周期管理系統(tǒng)TC、制造執(zhí)行系統(tǒng)MES、企業(yè)資源管理系統(tǒng)ERP 等。形成以制造執(zhí)行系統(tǒng)MES 為核心,向上與TC、ERP 進(jìn)行集成,向下與生產(chǎn)線控制系統(tǒng)及倉(cāng)儲(chǔ)物流系統(tǒng)WMS 實(shí)現(xiàn)集成的數(shù)字化生產(chǎn)線。建成的產(chǎn)線硬件系統(tǒng)如圖11所示,生產(chǎn)線控制系統(tǒng)如圖12所示。

圖11 硬件系統(tǒng)

圖12 生產(chǎn)線控制系統(tǒng)
7 結(jié)束語(yǔ)
本章根據(jù)產(chǎn)線需求,結(jié)合產(chǎn)品加工特征,對(duì)產(chǎn)線進(jìn)行初始布局,采用Plant Simulation 仿真分析找出瓶頸資源,針對(duì)瓶頸工位提出了三種優(yōu)化方案:通過(guò)設(shè)備替代降低成本;通過(guò)增加機(jī)外預(yù)調(diào)工作站開(kāi)展“機(jī)外找正機(jī)內(nèi)加工”,實(shí)現(xiàn)尋位加工;多種工藝優(yōu)化手段相結(jié)合,通過(guò)工序整合改變產(chǎn)線內(nèi)瓶頸工位的同時(shí),其他設(shè)備的利用率也得到了較大程度上的提高。
提出了考慮產(chǎn)能平衡的多品種大型筒類薄壁件智能產(chǎn)線設(shè)計(jì)優(yōu)化方法。通過(guò)離散事件仿真模型確定瓶頸資源,進(jìn)而以提高產(chǎn)線產(chǎn)能并產(chǎn)線平衡率為目標(biāo),對(duì)工藝順序、設(shè)備類型、關(guān)鍵參數(shù)及產(chǎn)品種類進(jìn)行優(yōu)化調(diào)整,從而實(shí)現(xiàn)各設(shè)備利用率均衡,產(chǎn)線平衡率大大提升,產(chǎn)能得到充分提高。
設(shè)計(jì)了面向多品種大型筒類薄壁零件測(cè)量找正一體化的綜合式通用機(jī)外預(yù)調(diào)工作站。通過(guò)四軸測(cè)量設(shè)備與測(cè)量末端相配合的方式完成多品種大型筒類薄壁件位姿測(cè)量。該設(shè)備是國(guó)內(nèi)首臺(tái)用于多品種大型筒類薄壁件位姿測(cè)量與調(diào)整的混合式通用設(shè)備,目前已進(jìn)行成功應(yīng)用。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
