大截面分割導體焊接及試驗驗證
2024-01-02 02:08:14吳小兵顧偉偉屈若琳曹克龍王佳振
電線電纜 2023年6期
葉 成, 吳小兵, 顧偉偉, 屈若琳, 曹克龍, 王佳振
(中天科技海纜股份有限公司, 南通 226010)
0 引言
隨著城市電網(wǎng)用電量需求的日益增大,對交聯(lián)聚乙烯絕緣電纜的傳輸容量要求也越來越高。 為了提高線路傳輸容量,交聯(lián)聚乙烯絕緣電纜的電壓等級和導體截面也越來越大。 目前,行業(yè)內(nèi)220 kV 及以上電壓等級2 500 mm2分割導體交聯(lián)聚乙烯絕緣電纜技術(shù)已經(jīng)成熟,并得到大量應用。 為了提高輸電線路的穩(wěn)定性、節(jié)約項目成本,減少電纜中間接頭的數(shù)量成為行之有效的解決辦法,大長度高壓電纜越來越受用戶歡迎[1]。 但是,受制于生產(chǎn)廠家分割導體成纜設備的限制,分割導體單根生產(chǎn)長度可能不滿足項目需求的長度,需要對大截面分割導體進行焊接。 另外,隨著高電壓大截面交聯(lián)聚乙烯絕緣電纜的大量應用,電纜線路故障及采用預制式接頭或軟接頭維修的頻率也會越來越高。 本工作對2 500 mm2銅分割導體的焊接選型及焊接后的機械性能和電氣性能進行了試驗驗證。
1 分割導體的焊接選型
試驗選用2 500 mm2銅分割導體為結(jié)構(gòu)穩(wěn)定性較好的5+1 扇形結(jié)構(gòu)[2]。 2 500 mm2銅分割導體實物見圖1。

圖1 2 500 mm2 銅分割導體實物圖
傳統(tǒng)的高壓電纜連接方式往往采用預制式接頭,導體連接通常采用壓接的方式,導體壓接的深度和壓力難以控制,容易導致預制式接頭出現(xiàn)故障[3],且整個接頭外形尺寸較大,需要在電纜敷設完成后在施工現(xiàn)場安裝,增加施工周期。 高壓電纜如果采用軟接頭方式連接,導體焊接后的尺寸和整個軟接頭的外形尺寸與本體基本一致,軟接頭在工廠內(nèi)完成制作,不影響施工周期,但軟接頭連接后的總長度受運輸盤具裝載的單根最大長度的限制。 在實際項目中,可采用預制式接頭和軟接頭配合使用的方法,在“青龍山輸變電工程220 kV 秋藤-高旺線路工程”中已成功應用。 預制式接頭與軟接頭對比情況見表1。

表1 預制式接頭與軟接頭對比
本工作主要對軟接頭導體焊接方式進行分析。行業(yè)內(nèi)常用的焊接方式有分層錯位氬弧焊、整體釬焊、爆炸焊[4]。 分層錯位氬弧焊焊接接頭長度和操作時間較長,操作過程較為繁瑣,對焊接工人技能要求高,適用于非分割圓形導體的焊接;整體釬焊需要在待焊接導體端頭處理出坡口,然后進行導體的整根焊接,適用于小截面圓形導體的焊接;大截面分割導體由于其獨特的結(jié)構(gòu),無法采用分層錯位氬弧焊和整體釬焊方式進行焊接,而爆炸焊對導體結(jié)構(gòu)和截面無要求,焊接快速且操作相對簡單,適用于大截面分割導體的焊接。
根據(jù)2 500 mm2銅分割導體的結(jié)構(gòu)尺寸,設計爆炸焊模具,焊接前清除股塊間的皺紋紙,并對導體端頭進行處理,焊接時精確控制焊藥的用量,焊接后對接頭進行打磨處理。 2 500 mm2銅分割導體焊接樣品見圖2。

圖2 2 500 mm2 銅分割導體焊接樣品
2 試驗驗證
為了驗證分割導體焊接后的直流電阻、抗拉強度,以及運行時對纜芯的影響,在分割導體樣品上焊接了3 個導體接頭用于直流電阻測試、1 個導體接頭用于抗拉強度測試。 另外,在220 kV 2 500 mm2銅分割導體絕緣線芯上制作了軟接頭,用于驗證纜芯通電后焊接點的溫升情況。
2.1 直流電阻試驗
為了驗證分割導體焊接前后電阻變化情況,試驗選取6 段分割導體,每段長度為2 m,其中的3 段在中間斷開,并采用爆炸焊方式制作了導體接頭。為了增加測量結(jié)果的準確性,清除了分割導體內(nèi)的皺紋紙,并將每段導體的端頭采用紫銅焊絲焊接成一個整體,減少股塊間的接觸電阻。 根據(jù)GB/T 3048—2007[5]要求,將3 段本體導體和3 段焊接導體置于20 ℃恒溫室內(nèi)靜置24 h,采用直流雙臂電橋分別測量6 段導體的直流電阻,其測量結(jié)果見表2。

表2 分割導體直流電阻測試結(jié)果
由表2 可以計算出,焊接導體直流電阻平均增加了5.3%。 導體直流電阻測量有效長度為1 m,焊接斷長度為0.05 m,假設每0.05 m 導體為一份獨立電阻,可推算
式中:R0為每份本體電阻,Ω;R1為接頭電阻,Ω。
將焊接導體樣品從焊接點解剖開,焊接斷面未發(fā)現(xiàn)氣孔、雜質(zhì)、裂紋等現(xiàn)象,焊接點橫斷面解剖情況見圖3。

圖3 焊接點橫斷面解剖情況
2.2 抗拉強度測試
測試前將分割導體兩個端頭固定在專門的工裝內(nèi),采用300 t 臥式拉力機進行分割導體(含接頭)的抗拉強度測試。 試驗選擇100 mm·min-1的位移速率進行測試,試驗裝置示意圖見圖4。

圖4 試驗裝置示意圖
導體斷裂時峰值力為430.27 kN,由此可換算出該分割導體接頭抗拉強度為172 MPa。 導體斷裂點見圖5。

圖5 導體斷裂點
由圖3、圖5 可知,焊接點橫斷面無氣孔、雜質(zhì)和裂紋等現(xiàn)象。 導體斷裂位置在焊接點的熱影響區(qū)范圍內(nèi),焊接點本身未發(fā)生開裂情況,結(jié)合測得的抗拉強度數(shù)值符合標準要求,驗證了該焊接方式下分割導體抗拉強度的可靠性。
2.3 熱循環(huán)試驗
2.3.1 試驗目的
由公式(2)可知,軟接頭焊接段的直流電阻約為本體直流電阻的兩倍,而預制式中間接頭一般采用金具壓接的方式連接兩端導體。 目前,尚未見有關預制式中間接頭導體連接電阻研究的有關報道,國家標準及行業(yè)標準也未對大截面導體金具連接后的電阻有相關規(guī)定。 軟接頭處內(nèi)外屏和絕緣部分是采用與本體相同的材料進行恢復的,焊接段直流電阻偏大對電纜的影響主要體現(xiàn)在電纜運行時發(fā)熱較大,長期過負荷運行可能會導致軟接頭故障。 綜合考慮銅導體良好的導熱性、電纜運行時焊接段的集膚效應,采用熱循環(huán)測溫試驗驗證局部電阻變化對電纜的影響。
2.3.2 試驗方法
在220 kV 2 500 mm2銅分割導體絕緣線芯上制作軟接頭。 其中,導體焊接采用爆炸焊接方式,軟接頭焊接完成后采用穿心變壓器對回路進行感應加熱,并在絕緣線芯本體和軟接頭中間位置分別打孔,埋設熱電偶,在線監(jiān)測導體本體和接頭溫度。 熱循環(huán)試驗回路示意圖見圖6。
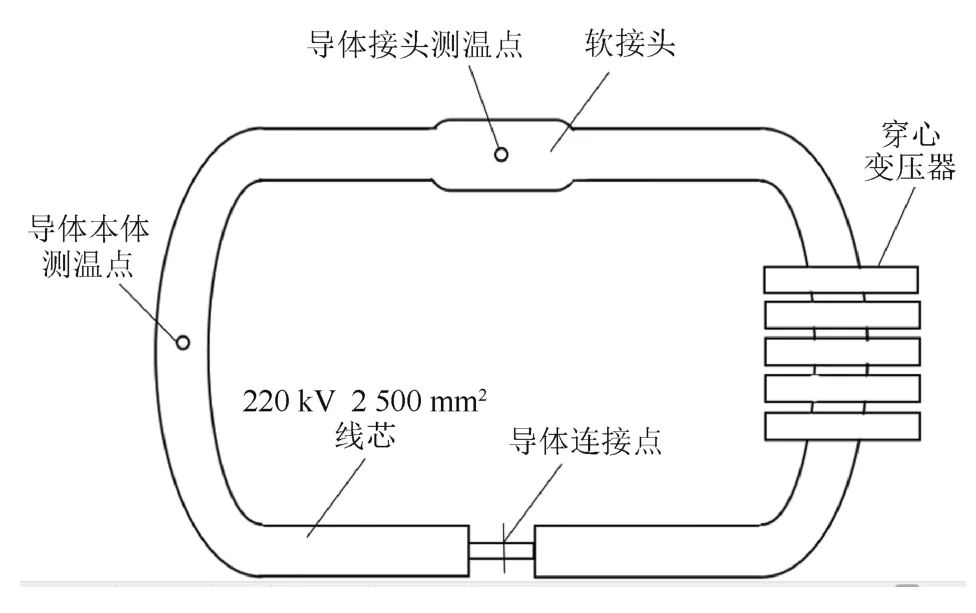
圖6 熱循環(huán)試驗回路示意圖
試驗回路布置完成后,在室溫下靜置2 h,記錄導體本體測溫點和導體接頭測溫點溫度。 按照GB/T 18890.1—2015[6]方法,對回路進行熱循環(huán)試驗。 對纜芯進行8 h 加熱,在最后1 h 加熱時間內(nèi),維持導體本體溫度在89.5 ~90.5 ℃范圍內(nèi),記錄導體本體溫度和導體接頭溫度,結(jié)果見表3。

表3 熱循環(huán)試驗導體測溫結(jié)果℃
由表3 可以看出,熱循環(huán)試驗加熱前,本體溫度和接頭溫度基本一致,說明纜芯打孔后測溫點位置已充分冷卻至室溫,排除了環(huán)境溫度的干擾;熱循環(huán)加熱穩(wěn)定后本體溫度為90.1 ℃,接頭溫度為98.5 ℃,接頭溫度升高了9.3%。
若工程項目中含有分割導體接頭的電纜滿負荷運行,則分割導體接頭部分已過負荷運行,需要控制分割導體焊接的質(zhì)量,以減少焊接電阻,進而減少對電纜傳輸容量的影響。
3 結(jié)束語
本工作介紹了2 500 mm2銅分割導體可行的焊接方法,對比分析了預制式中間接頭和軟接頭的特點,并設計了針對導體焊接質(zhì)量驗證的試驗方案,從直流電阻變化、抗拉強度、運行發(fā)熱情況進行了驗證。 綜合分析,分割導體焊接后的直流電阻仍需要進一步優(yōu)化,根據(jù)國內(nèi)外相關文獻報道及實際工程應用,目前分割導體均采用爆炸焊方式進行焊接,暫無其他較好替代方法。 因此,優(yōu)化電阻的關鍵在于提升焊粉的質(zhì)量,焊接銅材的焊粉一般為銅、氧化銅、鋁、鎂混合物。 此焊粉主要用于焊接銅板或銅棒等接地裝置。 目前,尚無專門針對電纜銅導體焊接用途的焊粉,希望相關焊粉廠家關注電纜銅導體焊接的需求,研發(fā)出低電阻率焊粉,推動電纜行業(yè)的進步,為同類產(chǎn)品焊接提供參考。
