棱錐套N型卷筒漲縮缸防松結構分析與優化
2024-01-06 05:33:48濮維飛
重型機械 2023年6期
童 坤,邵 帥,張 建,濮維飛,劉 亮,張 鵬
(1.泰爾重工股份有限公司,安徽 馬鞍山 243000;2.首鋼京唐鋼鐵聯合有限責任公司 熱軋部,河北 唐山 063200)
0 前言
首鋼京唐熱軋1 580 mm平整機組使用的為地下卷取機,卷筒為棱錐套N型卷筒。由于設計缺陷,漲縮缸部位的防松結構并不成熟,使用過程中連接部位多次出現松脫情況,致使卷筒鉗口板開口變大,無法夾住板帶頭部產生滑卷現象,卷筒無法縮到最小漲徑造成板面劃傷或卡卷,影響了整體生產進程,造成停產或廢卷情況。因此,對該結構的優化改造刻不容緩。
1 防松部位的結構與連接方式
1.1 棱錐套N型卷筒的基本結構
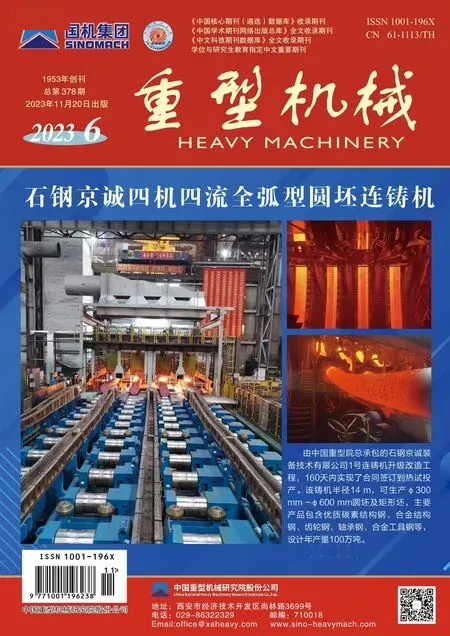
棱錐套N型卷筒主要由頭部軸承、延伸軸、鉗口扇形板、夾緊桿、鉗口板、扇形板、固定板、空心軸、拉桿、固定法蘭、活塞桿、外罩、漲縮液壓缸、旋轉接頭等組件組成,各組件間的位置關系如圖1所示。
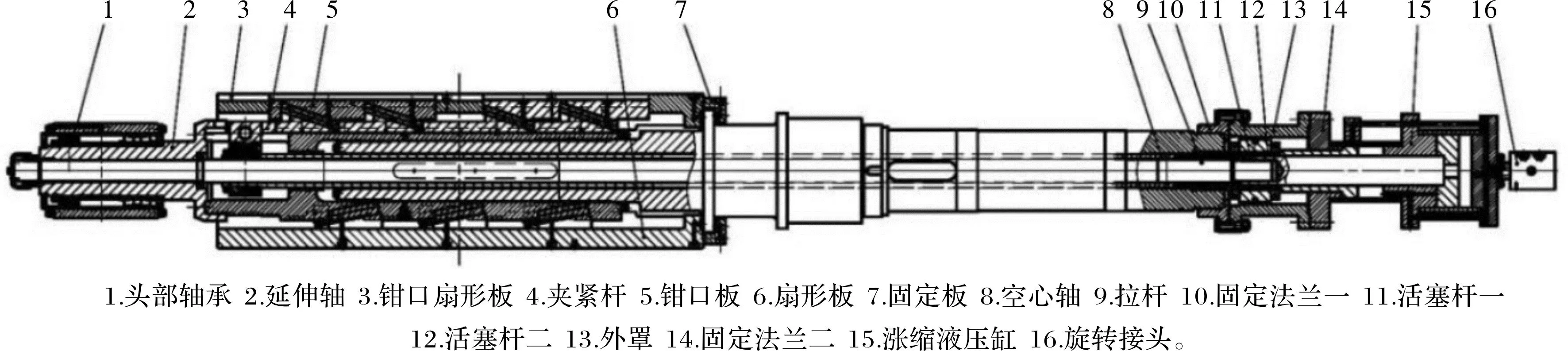
圖1 棱錐套N型卷筒
1.2 防松部位的結構組成
該連接部位主要由以下部分構成:拉桿(尾部與卷曲機主軸相連,控制棱錐套)、空心軸(尾部與夾緊桿相連,頭部加工有左旋外螺紋)、外罩(哈呋結構,上半部分開有觀察窗)、空心軸防松組件(由左旋螺母、接頭和右旋螺母組成,接頭的左側為左旋內螺紋,右側為右旋內螺紋)、漲縮缸(漲縮缸內有兩組互不干涉的活塞桿組成,它們分別與拉桿和空心軸連接,頭部都加工有右旋外螺紋),詳細的位置關系見圖2。
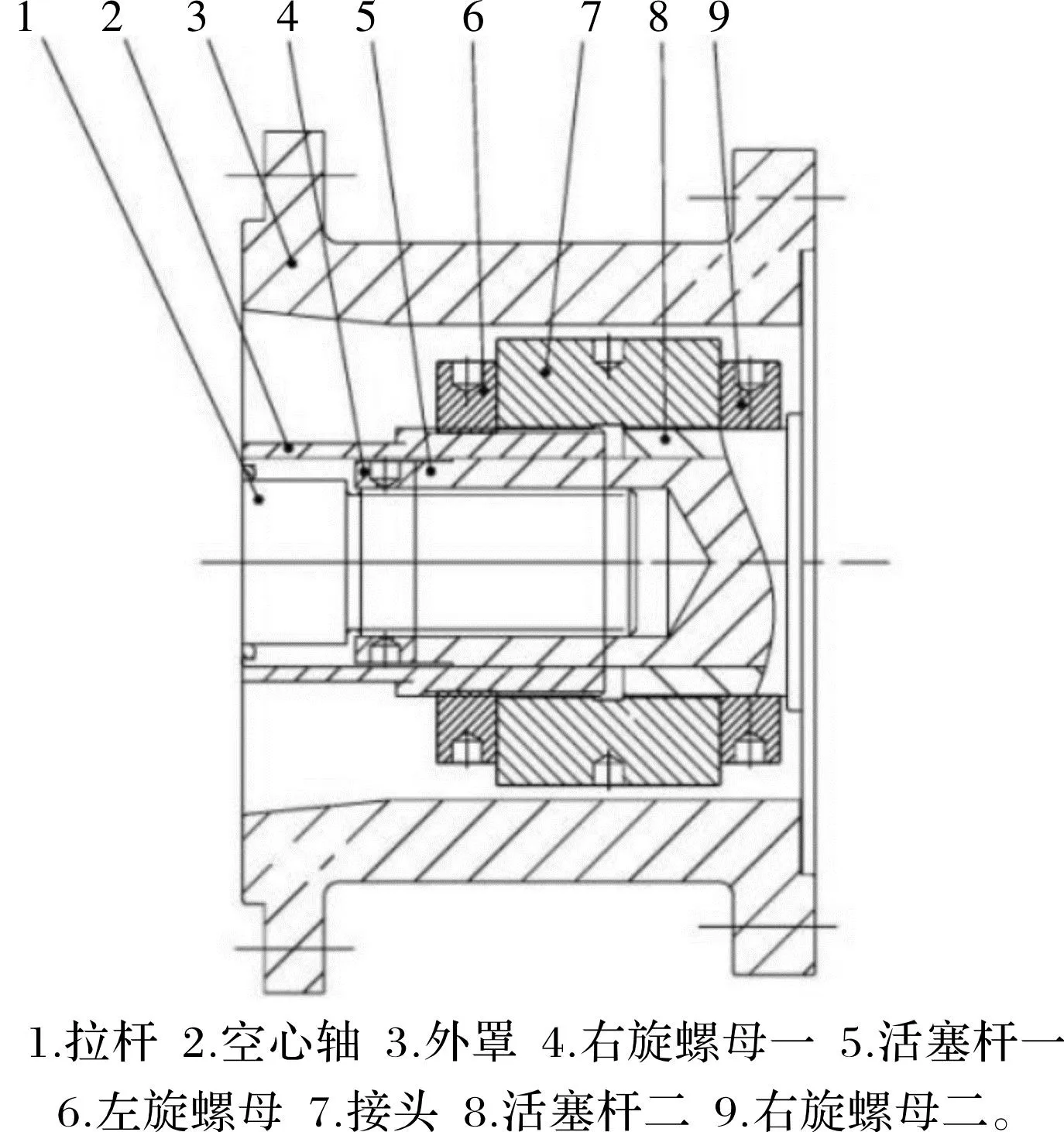
圖2 防松結構初始狀態示意圖
1.3 連接方式與裝配順序
裝配時,首先將拉桿插入空心軸中,同時將左旋螺母和右旋螺母二預裝在相應位置(空心軸為階梯軸,其螺紋線未加工到階梯軸部位,活塞桿二為階梯軸,預裝時將左旋螺母安裝至螺紋線根部,右旋螺母二安裝至臺階部位),再將接頭安裝到空心軸上(螺紋旋入到底部即可),以上工作完成后將拉桿抽出至安裝面外(拉桿軸為階梯軸),露出階梯位置,將右旋螺母一預裝至拉桿軸的臺階處,再將拉桿旋入活塞桿一內,根據鉗口板初始狀態要求調整拉桿位置,調整完成后將右旋螺母一回退至與活塞桿一的頭部緊密貼合(使用專用扳手擰緊),再將拉桿推入空心軸內,將接頭旋入活塞桿二內,將其余部位裝配完畢后,根據卷筒的預設漲徑要求調整好安裝位置(使用專用扳手擰緊)。
2 松脫位置及原因分析
該平整機組的漲縮缸為懸空布置,無支撐物且長期在高轉速、大震動量的惡劣工況中運轉,導致漲縮缸連接部位極易發生松脫。以下對易松脫的兩個位置進行分析。
2.1 拉桿與活塞桿一
拉桿尾部與卷曲機主軸相連,通過棱錐套控制卷筒的漲縮用以調整卷筒的大小徑,在使用過程中由于震動導致右旋螺母一松脫,該螺母松脫后,拉桿與活塞桿一連接處失去了徑向限位,此時拉桿與漲縮缸相連的螺紋結構亦會松脫,受制于拉桿的螺紋總長有限,當右旋螺母一松脫到極限位置時即會停止松脫,此時拉桿與脹縮缸的相對位置達到最大狀態,即拉桿的工作長度發生了變化,在該狀態下,卷筒無法達到預設的外徑范圍,缸體行程達到最大時可使扇形板達到最大行程,即卷筒達到最大漲徑,但缸體行程最小時,扇形板無法達到最小行程,即卷筒無法達到最小漲徑。在該狀態下持續運轉的卷筒,則會導致出卷時鋼卷內壁產生劃痕(未完全松脫到極限位置),嚴重時甚至會導致鋼卷與卷筒卡死,拉缸與活塞桿一的初始狀態與松脫狀態下的組件位置關系如圖3所示。
圖3 拉桿與活塞桿一初始狀態與松脫狀態對比
2.2 空心軸與活塞桿二
空心軸尾部與夾緊桿連接在一起,夾緊桿與扇形板通過斜楔滑動連接,通過斜楔控制鉗口的張合用以夾緊板帶的頭部,在使用過程中由于震動導致該結構出現以下幾種松脫方式。
2.2.1 左旋螺母、空心軸與接頭(左旋螺母松脫)
左旋螺母、空心軸、接頭左半部分皆為左旋螺紋,當左旋螺母松脫時,該連接結構失去徑向限位,由于接頭右半部分為右旋,接頭會整體向遠離左旋螺母側松脫,空心軸亦與接頭松脫開,受制于空心軸的螺紋總長有限,當左旋螺母松脫到極限位置時即會停止松脫,此時空心軸與脹縮缸的相對位置達到最大狀態,即空心軸的工作長度發生了變化,斜楔無法達到預設的行程范圍,即鉗口板的初始間隙狀態變大,導致鉗口無法夾緊,此時各組件間的位置關系如圖4(b)所示。在該狀態下持續運轉的卷筒會導致滑卷,需手動多次操作助卷輥才能使板帶卡入鉗口內,嚴重時會導致無法夾緊造成無法成卷。
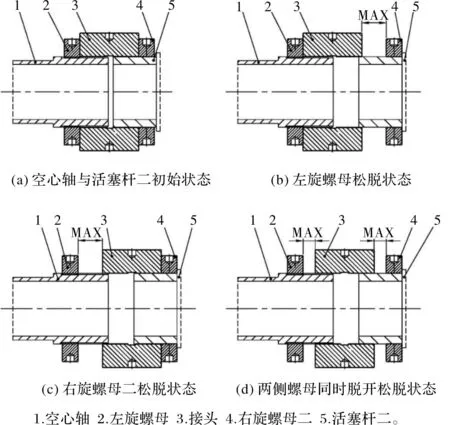
圖4 空心軸與活塞桿二初始狀態與松脫狀態對比
2.2.2 右旋螺母二、活塞桿二與接頭(右旋螺母二松脫)
右旋螺母二、活塞桿二、接頭右半部分皆為右旋螺紋,當右旋螺母二松脫時,該連接結構失去徑向限位,由于接頭左半部分為左旋,接頭會整體向遠離右旋螺母二側松脫,活塞桿二亦與接頭松脫開,受制于漲縮缸軸肩的螺紋總長有限,當右旋螺母一松脫到極限位置時即會停止松脫,此時空心軸與脹縮缸的相對位置達到最大狀態,即空心軸的工作長度發生了變化,在該狀態下,產生的結果與2.2.1節中一致,此時各組件間的位置關系如圖4(c)所示。
2.2.3 空心軸與活塞桿二(兩側螺母同時松脫)
前文介紹了各部位的螺紋結構,當右旋螺母二和左旋螺母同時松脫時,該連接結構兩側皆失去了徑向限位,接頭的相對位置不變,空心軸、活塞桿二與接頭發生松脫向兩側位移,受制于螺紋總長有限,當松脫到極限位置時即會停止松脫,此時空心軸與脹縮缸的相對位置達到最大狀態,即空心軸的工作長度發生了變化,在該狀態下,產生的結果與2.2.1節中一致,此時各組件間的位置關系如圖4(d)所示。
以上為棱錐套N型卷筒漲縮缸連接部位的松脫形式,初始狀態與幾種松脫狀態下各組件間位置關系如圖4所示,通過對比分析可以看出螺紋結構在震動工況下導致極易產生松脫導致機構失去徑向限位,因此,解決結構松脫的方法要從限制螺紋結構的位置入手,即保證用以緊固的螺母不產生松脫即可。
3 防松結構的改造方案與實驗效果
第2章中對易松脫的位置進行了分析,這些松脫發生的原因都指向了同樣的兩個結構,即空心軸和拉桿,它們的松脫原因都與緊固螺母有關。針對分析出的問題,對結構進行調整,以下從卷筒漲徑和鉗口板夾緊程度兩個角度對改造方案和實驗效果進行介紹。
3.1 卷筒漲徑
卷筒無法達到最小漲徑的原因是拉桿與活塞桿一的螺紋連接松脫,扇形板無法到達預定行程所導致的,故保證該處螺紋連接的徑向限位即可。下面對幾種方案和實際使用效果做詳細介紹。
3.1.1 更換右旋螺母一(改用圓螺母配合止動墊圈)
對易松脫螺紋安裝部位加裝止動墊圈是十分常用的做法。將右旋螺母一更換為圓螺母(GB 812),在拉桿臺階的對應位置開槽用以配合安裝圓螺母用止動墊圈(GB 858)。由于止動墊圈的止動作用主要由凸起結構保證,但該結構一般較小,該結構在線使用一段時間后,止動墊圈出現了嚴重的扭曲變形,圓螺母的螺紋由于止動墊圈變形導致的不均勻擠壓產生了壓潰情況,拉桿與螺母分離困難,在拆解過程中為了保護活塞桿,只能對其進行破壞性拆除。經檢查,拉桿螺紋損傷嚴重無法二次使用,雖然解決了松脫問題,但設備的維保難度提升且修復成本提高。
3.1.2 螺紋配合面加裝銷釘
與加裝止動墊圈相比,在長螺紋配合面中心加裝銷釘無需對各部位結構做改動,可保持各部件的原始性能。使用數控機床在活塞桿一螺紋線中心處加工一組通孔,按照裝配要求將拉桿與活塞桿一安裝完畢后,穿過通孔在拉桿頭部對應位置做標記,按照標記位在拉桿上加工用以安裝銷釘的通孔(銷釘與銷釘孔的配合關系為過盈配合)。該結構在線使用一個周期下線后,對該部位進行拆解檢查,未出現變形情況,但右旋螺母一依舊發生松脫,由于銷釘限制了螺紋配合的徑向竄動,此處松脫未產生影響,但為了避免銷釘扭曲變形,后續優化還需對右旋螺母一進行修改。
3.2 鉗口板夾緊程度
鉗口板無法夾緊的原因是空心軸和活塞桿二的螺紋連接松脫,斜楔無法達到預設的行程范圍所導致的,同卷筒漲徑問題的解決角度相同,保證該處螺紋連接的徑向限位即可。下面對幾種方案和實際使用效果做詳細介紹。
3.2.1 更換右旋螺母二(改用圓螺母配合止動墊圈)
將左旋螺母和右旋螺母二更換為左右旋的圓螺母(GB 812),在空心軸和活塞桿二的對應位置開槽用以配合安裝圓螺母用止動墊圈(GB 858)。與拉桿改造結果相似,該結構在線使用一段時間后,止動墊圈出現了嚴重的扭曲變形,變形后空心軸和活塞桿二依然向兩側輕微位移,鉗口板初始間隙變大,無法夾緊,在鉗口板底部加裝墊片提高鉗口板高度才能暫時恢復正常夾緊功能,但鉗口板的間隙依然在變化,直至極限位置(此時止動墊圈的凸起完全失效,螺母松脫至極限位置)。
3.2.2 焊接空心軸防松組件(將各部件焊接成一個整體并利用外罩進行限位)
調整好鉗口板的初始位置后將空心軸防松組件兩側的螺母與接頭焊接在一起(使用交錯焊縫焊接),并在兩個螺母的遠接頭端焊接兩個對稱的限位塊,限位塊穿過外罩的觀察窗,通過觀察窗限制該防松組件的松脫。由于卷筒運行過程中,活塞桿二和空心軸組件相對觀察窗的位置有變化(往復運動),在線使用一段時間后,限位塊和觀察窗沖擊后脫落,失去限位塊的限位作用后,空心軸和活塞桿二依然向兩側產生位移,發生與3.2.1節相似的結果。
3.2.3 螺紋配合面加裝銷釘
與以上兩種方案相比,在長螺紋配合面中心加裝銷釘無需對各部位結構做改動,可保持各部件的原始性能。按照裝配要求,根據鉗口臨界位置調整各部件的安裝位置,安裝完畢后,在空心軸防松組件上做好標記,使用專用夾具,按照標記位在拉桿上加工用以安裝銷釘的通孔(銷釘與銷釘孔的配合關系為過盈配合)。該結構在線使用一個周期下線后,對該部位進行拆解檢查,未出現變形情況。但由于配合關系較緊,且銷釘較小,拆解較為困難(需加熱敲擊),為了降低維護難度后續優化還需對銷釘結構進行改進。
4 實驗論證后的解決方案
經過多次實驗,對實驗效果較好的改造方案進行修改后,給出最終解決方案,改進后的防松結構主要由拉桿、空心軸、螺母、緊定螺釘、銷釘、接頭、活塞等組件組成,它們之間的位置關系如圖5所示。下面對方案做詳細介紹。
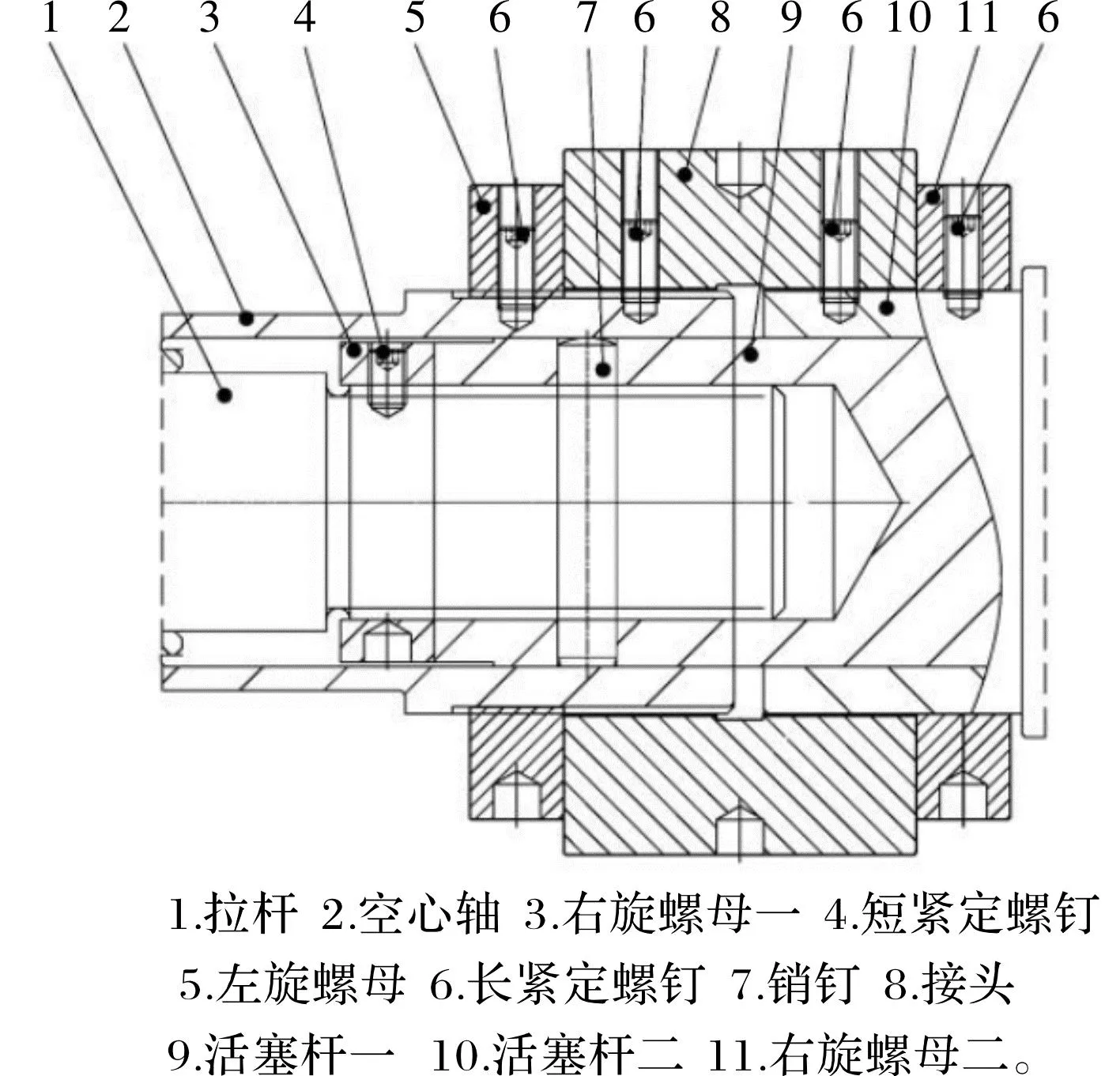
圖5 改進后的防松結構示意圖
4.1 卷筒漲徑(拉桿部位防松)
在液壓缸軸頭螺紋部位的中心處加工一組通孔,并在拉桿頭部對應位置加工通孔后鑲入銷釘(銷釘與銷釘孔的配合關系為過盈配合),右旋螺母二中心加工一內螺紋通孔,相對應的拉桿部位加工一盲孔用以安裝內六角緊定螺釘(螺紋上涂抹螺紋緊固膠)。
4.2 鉗口板夾緊程度(空心軸部位防松)
根據鉗口臨界位置調整各組件的螺紋擰入深度,在如圖5所示的位置加工用以安裝緊定螺釘的螺紋通孔,并在空心軸和旋轉液壓缸的軸肩部位加工與其位置對應的盲孔用以安裝內六角緊定螺釘(螺紋上涂抹螺紋緊固膠)。
5 結論
由于熱軋平整機組較為惡劣的使用工況,卷筒漲縮缸在使用過程中易出現連接部位松脫導致卷筒功能產生異常。本文對發生問題的部位和原因進行了分析、研究,并針對這些問題提出改造方案,在多次實驗后,總結出了能夠解決該問題的優化方案,為該類型問題的解決策略提供了參考,為平整機組的現場生產給出技術支持,保證生產線的高效平穩運行。