
基于模塊化設計的儲能電池模組生產線*
2024-01-09 05:08:52孟燕菲鄧禮兵陳健豪何志強尹東海秦立宇
機電工程技術 2023年12期
孟燕菲,鄧禮兵,陳健豪,何志強,尹東海,秦立宇
(常州博瑞電力自動化設備有限公司,江蘇常州 213025)
0 引言
在我國“雙碳”戰略下,倡導綠色、環保、低碳的生活方式,因此節能降耗成為各行各業的主要方向[1]。儲能技術被視為電網運行過程中“采-發-輸-配-用-儲”六大環節的重要組成部分[2],是新能源發展的核心支撐,是構建“清潔低碳、安全高效”的現代能源產業體系,推動能源生產和利用方式變革的重要基礎[3-4]。根據中國電力科學研究院的模型計算,到2020年儲能系統的建設成本額已經基本達到營收平衡點[5],儲能對提升傳統電力系統靈活性、經濟性和安全性具有重要意義,大力發展儲能技術是電力行業的必然選擇[6]。儲能電池模組作為新能源儲能系統的核心裝置,隨著產業的不斷發展,儲能電池模組的需求已經到了“供不應求”的階段,為提高儲能電池模組的產量,離散型的生產模式和生產設備的自動化程度急需提升[7]。
在現階段儲能電池模組生產過程中,仍存在單體電芯在運輸、儲存過程中發生碰撞、自放電[8]導致模組性能衰減或失效;模組焊接質量不穩定造成爆孔、虛焊等缺陷;離散型生產模式勞動強度大、工序易錯亂、生產效率低等問題[9-10]。本文為解決現有生產方式的不足,設計一條模塊化的儲能電池模組裝配測試生產線,能夠實現從電芯到模組成品測試自動化流水線作業,解決人工搬運、工序錯亂、質量不穩定等痛點,提升生產效率,節約生產成本,適應大批量自動化生產。
1 產品構成及工藝方案設計
1.1 產品構成
儲能電池模組主要由箱體、蓋板、前端板、電芯、翅片隔板、CCS 線束總成、電池管理單元BMU 等組成。儲能電池模組如圖1所示。

圖1 儲能電池模組
1.2 工藝方案設計
所設計的儲能電池模組由電芯和翅片隔板依次交叉組裝在箱體內,并將CCS 線束總成安裝在電芯上,再通過焊接設備將CCS 線束總成巴片和電芯極柱焊接形成回路,然后進行BMU 管理模塊、進出線端子等零部件的裝配。裝配后,進行模組的電壓、內阻、絕緣阻抗、耐壓等電氣性能測試。
1.2.1 主要工藝流程
生產工藝流程及關鍵工序為電芯自動上料、電芯性能測試及篩選、電芯入箱堆疊、模組壓裝及監測、極柱尋址、極性檢測、極柱清洗、BUSBAR 焊接、焊后檢測、絕緣測試、電壓內阻測試、通信測試及成品檢驗下線,如圖2所示。
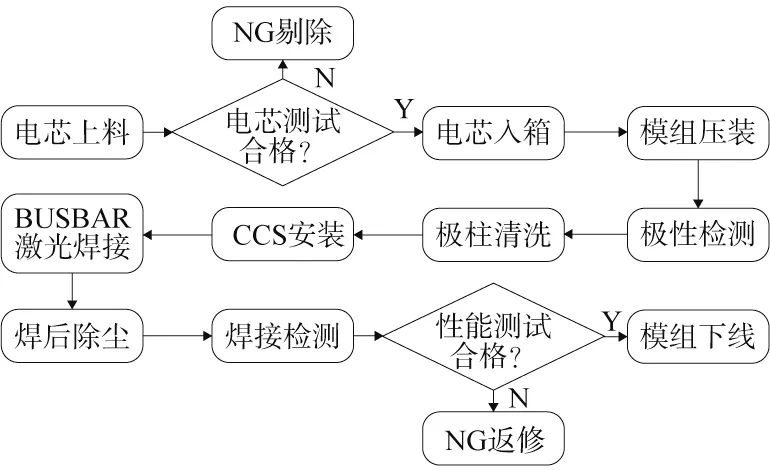
圖2 生產工藝流程及關鍵工序
1.2.2 關鍵工序控制
關鍵工序如下所示。
(1)電芯測試:主要對單體電芯的電壓、內阻及壓差進行檢測并篩選,避免不合格品流入。
(2)極柱清洗:去除極柱表面的氧化層和污物,避免高溫作用下分解生成氫,減少焊接爆孔。
(3)BUSBAR 焊接及檢測:采用復合激光焊接技術,外環激光低溫預熱,內環激光深熔焊接,減少焊接飛濺、爆孔、虛焊等缺陷。
(4)性能測試:對模組的電壓、內阻、絕緣阻抗、耐壓等電氣性能進行全方位測試,確保產品性能。
2 電池模組生產線設計
如圖3 所示,電池模組產線采用模塊化設計,主要由電芯檢測單元、模組壓裝單元、模組焊接單元、模組測試單元4個部分組成,并通過倍速鏈線體將電芯檢測、模組壓裝、模組焊接、電氣性能測試等工站進行整線連接,所有工站同一節拍,單線流作業,實現了從電芯到模組成品測試全流程自動化生產。
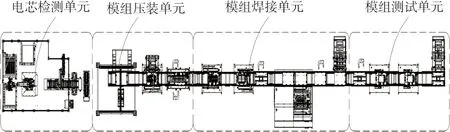
圖3 儲能電池模組產線設計方案
2.1 電芯檢測單元設計
電芯檢測單元設計方案如圖4 所示。電芯檢測單元主要包含電芯上料站、OCV 檢測站、模組堆疊站。其中,電芯上料站用于單體電芯從料盤搬運上線,OCV 檢測站用于單體電芯的電壓、內阻及壓差性能檢測及篩選,模組堆疊站用于單體電芯堆疊成電池模組。

圖4 電芯檢測單元設計方案
采用上料機械手從電芯料庫抓取電芯,依次將電芯放置在OCV 檢測站的輸送帶卡槽內,OCV 檢測儀通過三軸龍門向下移動,兩根探針分別插在電芯極柱的正負極上,將OCV 檢測儀和電芯形成回路,進行電芯的電壓、內阻及壓差性能檢測。測試完成后,將數據上傳并與總控服務器內電芯原始電壓、內阻數據比對,通過分析電芯電壓、內阻數據的變化來判定電芯性能的穩定性。合格電芯通過輸送帶繼續往下流轉,流轉到模組堆疊站,人工將電芯取出并對電芯進行外觀檢查,然后在堆疊工裝小車上依次將電芯堆疊成模組。在機械手四周布置框架式防護欄和紅外感應裝置,空間上進行人機分離,避免工作狀態下人員誤入,發生安全事故。
2.2 模組壓裝單元設計
模組壓裝單元設計方案如圖5所示。模組壓裝單元主要包含模組上線站、極性檢測站、模組壓裝站。其中,模組上線站用于將電池模組從轉運小車吊運至線體托盤,極性檢測站用于判別別電芯堆疊方向,模組壓裝站用于將模組壓裝到設計尺寸并安裝端板固定,進而控制運行過程中電芯膨脹。
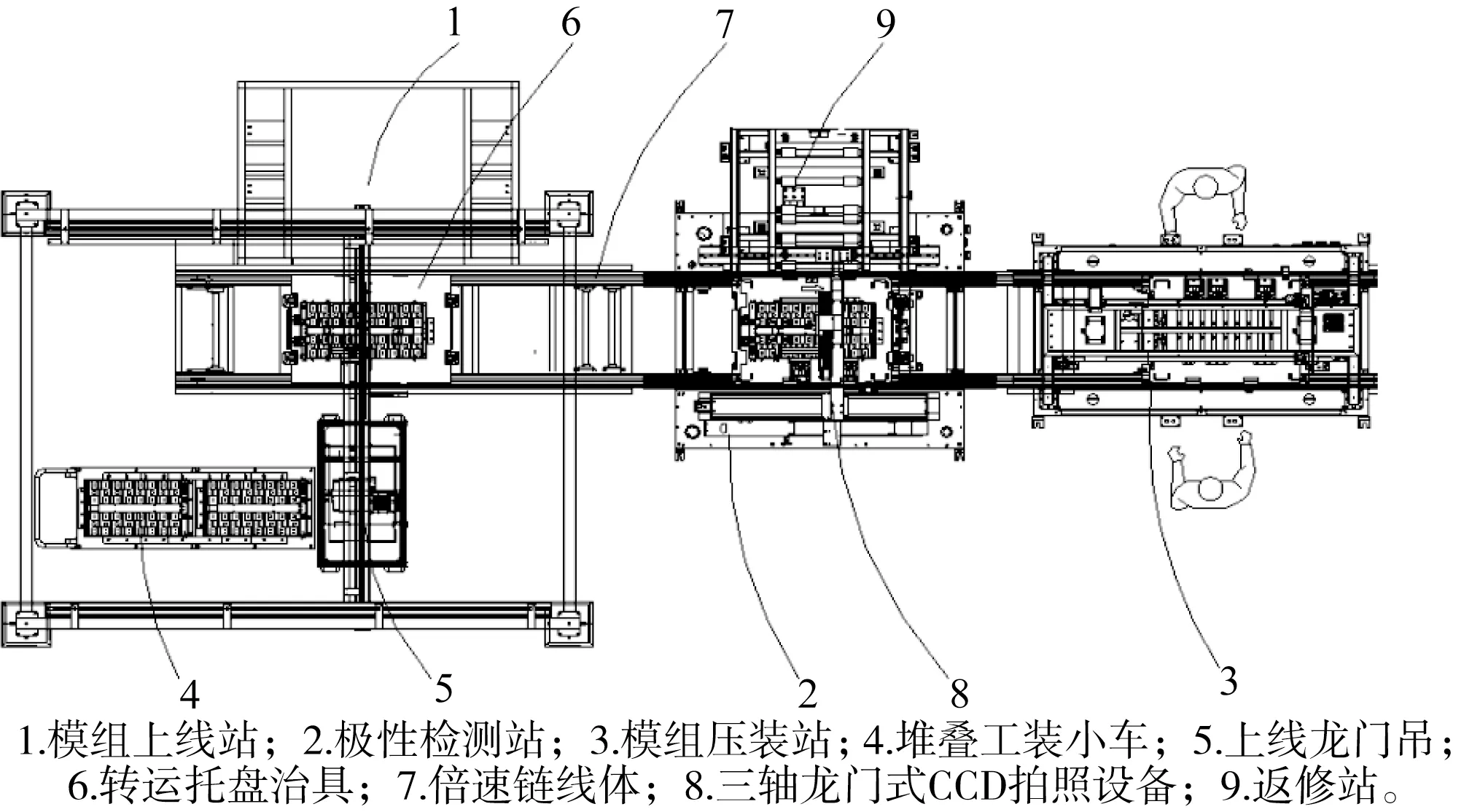
圖5 模組壓裝單元設計方案
利用上線龍門吊將模組吊運至轉運托盤治具上并進行鎖定,通過倍速鏈線體將模組傳送至極性檢測站,采用三軸龍門式CCD 拍照設備逐個識別電芯正極和負極,將電芯極性數據上傳總控服務器進行電芯正負極方向對比,進而判別電芯堆疊方向是否正確;模組壓裝站主要將模組壓裝到設計尺寸,并安裝端板進行固定,便于后道電芯極柱準確尋址、焊接及控制運行過程中電芯膨脹。壓裝過程中采用壓力傳感器實時監測電芯承受壓力,并設置壓力極值報警,確保模組壓裝過程中電芯受力控制在一定范圍內,避免壓力過大造成電芯損壞。
2.3 模組焊接單元設計
模組焊接單元設計方案如圖6 所示。模組焊接單元主要包含極柱尋址站、極柱清洗站、CCS 線束安裝站、Busbar激光焊接站、焊后檢測站、NG 下線站。其中,極柱尋址站用于尋取電芯極柱位置信息,極柱清洗站用于電芯極柱的氧化層及污物去除,CCS 線束總成安裝站用于CCS 線束總成安裝并預固定,Busbar 激光焊接站用于CCS 線束總成上的巴片和電芯極柱焊接,焊后檢測站用于檢測巴片與電芯極柱的焊接效果,NG下線站用于焊接異常模組下線。

圖6 模組焊接單元設計方案
極柱尋址站采用三軸龍門式CCD 測距尋址儀測繪模組和電芯極柱相對位置坐標信息并將極柱位置信息共享到極柱清洗站、Busbar 激光焊接站,便于后道工站準確定位清洗和焊接。極柱清洗站根據尋址站分享的電芯極柱坐標信息,依次對電芯極柱通過激光燒結方式去除極柱表面的氧化層和污物,避免氧化層高溫焊接爆孔,提升焊接質量。CCS 線束安裝站由人工安裝CCS 線束總成并固定,依次將電芯之間正負極進行串聯,整個模組形成一個連通回路。激光焊接站通過激光焊接設備依次將CCS 線束總成上的巴片和電芯極柱進行焊接,形成有效連接。焊接過程中,由于激光瞬間高溫,極易在巴片上產生煙塵、飛濺等,故設計強力負壓吸塵裝置及時去除煙塵、飛濺,避免焊渣流入模組內部,刺破電芯絕緣膜造成模組短路。為提升模組焊接質量,采用環形光斑激光復合焊技術,兩束激光形成環狀,外環激光進行低溫預熱,內環激光進行高溫深熔焊接,有效減少焊接飛濺、爆孔等缺陷。
焊接完成后,對CCS 線束總成巴片與電芯極柱的焊接效果逐個檢測并標識,避免存在虛焊、斷焊、爆孔及漏焊情況,確保每個焊點焊接質量可靠;合格品繼續往下流轉至下一工位BMU 安裝站,非合格品流轉至NG 下線站,通過轉運小車進行臨時下線并返修。
2.4 模組測試單元設計
模組測試單元設計方案如圖7 所示。模組測試單元主要包含BMU 安裝站、EOL 測試站、通信測試站、成品終檢及下線站。其中,BMU 安裝站用于BMU、進出線母排等電器附件安裝并進行緊固螺釘力矩檢測,EOL 測試站用于模組的電壓、內阻、絕緣阻抗、耐壓等電氣性能測試,通信測試站用于對模組單體電壓和單體溫度進行測量并對電芯壓差、電芯溫差等進行監測分析,成品終檢及下線站用于成品終檢、合格標識粘貼及模組下線。

圖7 模組測試單元設計方案
2.5 MES信息系統設計
該系統由監控主機、工位上的監控終端和顯示屏組成,監控終端由工人掃碼自動錄入生產數據,監控主機可對各監控終端錄入的生產數據進行處理并將處理結果顯示在顯示屏上,便于對生產進度進行跟蹤監控和協調,實現全工序產品生產信息查詢、質量在線監控、過程數據追溯等。
(1)工藝管理:按照MES 系統下發的生產配置信息,調用相應的的產品裝配工藝操作說明、監控設備實時狀態、裝配過程數據、完工信息等。
(2)數據采集及檢索:采集及檢索主線設備的測試數據、關鍵工藝參數、工位人員信息、工位設備運行狀態、故障信息。
(3)電子看板:顯示計劃產量與實際產量、達成率、良品率及設備狀態等。MES生產信息顯示看板如圖8所示。

圖8 MES生產信息顯示看板
3 測試驗證與結果分析
3.1 整體性能測試
電池模組產線通過倍速鏈線體將電芯檢測、模組壓裝、模組焊接、電氣性能測試等工站進行整線集成連接,單線流作業,實現了從電芯到模組成品測試全流程自動化生產。產線實現了模塊化設計,由電芯檢測單元、模組壓裝單元、模組焊接單元、模組測試單元4 個模塊組成,既能集成自動化產線,又可以作為單元模塊獨自運行,一個模塊出現故障時檢修時,其他模塊可以正常運行,避免個別模塊異常導致整線停產的情況。經實際生產測試,產線1 min內可以焊接8個電芯,以24型模組為例,生產節拍約3 min,生產效率比單站模式提升了3倍,減少操作人員9人。電池模組產線如圖9所示。

圖9 儲能電池模組產線實景
3.2 關鍵工序性能測試
3.2.1 極柱激光清洗性能
(1)清洗原理
電芯極柱鋁合金材質,表面自然氧化生成疏松多孔的氧化膜,易吸收水分和油污,這些水分和油污在焊接高溫作用下直接分解生成氫或者與熔池鋁液發生反應生成氫,增加了焊接過程中氫的來源,導致焊縫氣孔率的增加[11-12]。激光清洗可以利用激光光束較大的能量密度使污染物與基體之間的結合力受到破壞或者使污染物直接氣化等方式進行脫污,進而達到清洗工件表面的作用。極柱清洗效果如圖10所示。
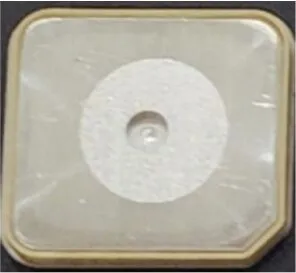
圖10 電芯極柱激光清洗實景
(2)性能測試與分析
在電芯極柱激光清洗、焊接工藝中,拉拔力測試和金相測試是兩項主流的檢測方法。其中,拉拔力測試主要測試焊接強度;金相測試則通過觀察焊縫的有效熔深、熔寬、氣孔等情況,直觀地判斷焊接性能[13]。有效熔深指接合面到熔池底部的距離,有效熔寬指接合面位置的寬度。清洗與未清洗焊接切面金相對比如圖11所示。

圖11 清洗與未清洗焊接切面金相對比
通過焊接切面金相分析與拉力測試,可見激光清洗可以有效去除鋁合金表面臟污和氧化層,顯著降低熔池氣孔率,如圖11所示。激光清洗后的鋁合金焊縫可獲得更大熔深,其抗拉強度提升約8.7%,激光清洗前后抗拉強度對比結果如表1所示。
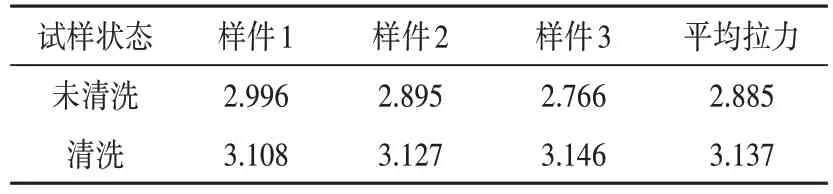
表1 激光清洗前后抗拉強度對比 kN
3.2.2 模組激光焊接性能
(1)焊接原理
激光焊接是利用激光束優異的方向性和高功率密度等特性,通過光學系統將激光束聚焦在很小的區域內,在極短的時間內使被焊處形成一個能量高度集中的熱源區,從而使被焊物熔化并形成牢固的焊點和焊縫[14]。激光焊接質量取決于激光能量與材料的相互作用,常規的激光焊接工藝仍存在焊縫成形差、氣孔率高、飛濺嚴重等缺陷[15]。為減少常規的激光焊接缺陷,產線采用了復合激光焊接技術,其基本原理:將2 種不同波長的激光復合在一起,使兩束激光的軸線在空間上重合,主波段激光進行深熔焊接,次波段激光具備預熱緩冷的作用,并適度進行熱傳導焊接,減少電芯焊接爆孔、虛焊等情況。
(2)性能測試與分析
焊接強度和載流量是模組焊接性能的兩項關鍵指標。焊接強度通常由焊接有效熔深決定,主要通過拉拔力來測試。載流量通常由焊接有效面積(最小過流面積)決定,主要通過有效熔寬和中心軌跡來測試。
按產品設計指標放電電流A放=164 A,焊接最小過流面積S小=32 mm2核算,則有:
式中:π 為圓周率;D為焊接軌跡圓外徑;d為焊接軌跡圓內徑。
電芯極柱尺寸為15 mm,焊接軌跡圓外徑D<15 mm;經過測試,適合取D=12 mm,d=10 mm,焊接面積S=34.5 mm2>S小,即有效熔寬為2 mm,中心軌跡為11 mm。電芯焊接軌跡如圖12所示。
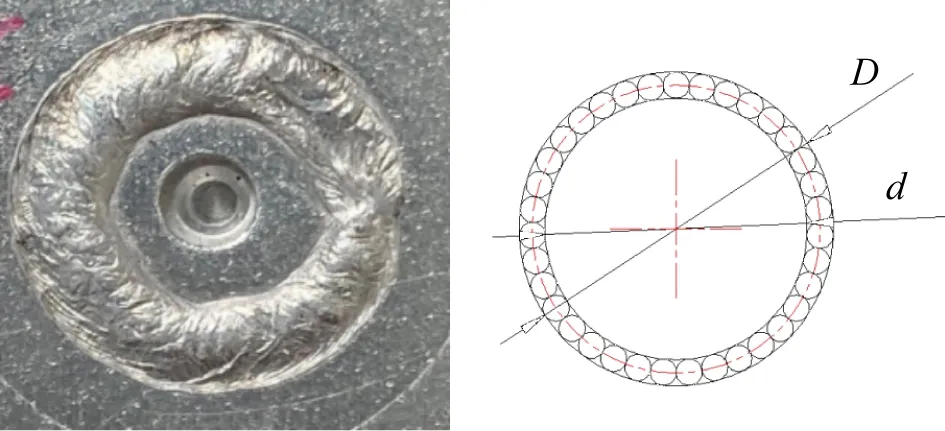
圖12 電芯焊接軌跡
經拉拔力測試,在有效熔寬為2 mm,中心軌跡為11 mm 的情況下,有效熔深達到1.1 mm 時,極柱本體出現損壞,而焊接位置未受破壞,可見此時焊接強度已超過基材的抗拉強度,焊接性能可靠。電芯極柱焊接拉拔測試試驗、電芯極柱焊接拉拔測試曲線、熔池切面金相圖分別如圖13~15所示。
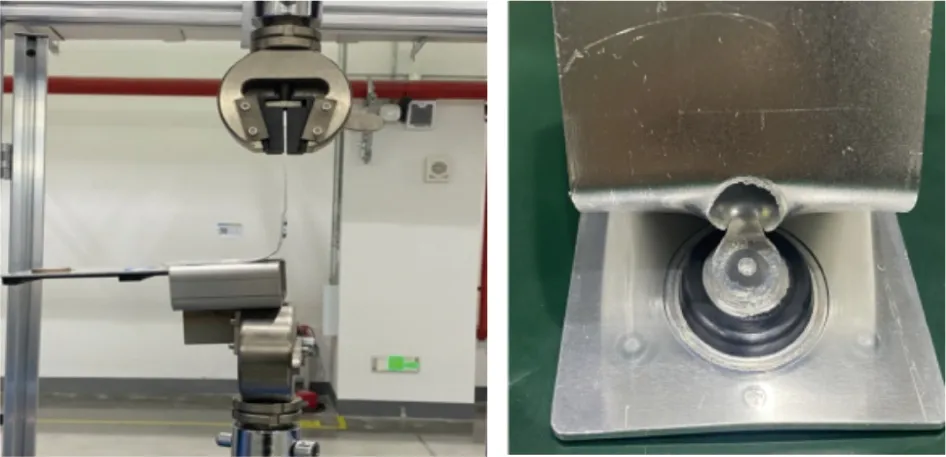
圖13 電芯極柱焊接拉拔測試試驗
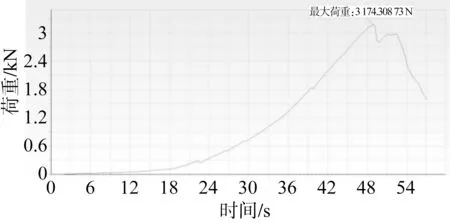
圖14 電芯極柱焊接拉拔測試曲線
圖15 熔池切面金相圖
焊接參數:焊接中心軌跡為11 mm,有效熔寬大于等于2 mm,有效熔深大于等于1.1 mm,焊接性能較優。根據近3 個月數據統計,產品合格率大于等于99.88%,解決了電芯焊接爆孔、虛焊等問題。
4 結束語
本文電池模組產線通過倍速鏈線體將電芯檢測、模組壓裝、模組焊接、電氣性能測試等工站進行整線集成連接,單線流作業,實現了從電芯到模組成品測試全流程自動化生產。實現了模塊化設計,4 個單元模塊既能集成自動化產線,又可以作為單元模塊獨自運行,避免個別異常導致整線停產的情況。
極柱激光清洗、復合激光焊、負壓除塵等關鍵技術的應用,解決了電芯焊接爆孔、虛焊等問題,提升了產品質量,產品合格率為99.88%以上。
自動化流水線作業解決了人工搬運、物料等待、占用空間、工序錯亂等痛點,降低了勞動強度,提高了生產效率,節約生產成本。
經實際應用,本產線的生產效率比單站模式提升了3倍,減少操作人員9人,有顯著的經濟效益;同時,為儲能電池模組產品自動化生產提供了一種解決方案,具有廣闊的應用前景。
