
電飯鍋投料與老化自動線的設計與實現
2024-01-09 05:08:54何俊明鐘漍標
機電工程技術 2023年12期
關鍵詞:設計
何俊明,鐘漍標,黃 誠
(1.廣東水利電力職業技術學院,廣州 510635;廣東宏大欣電子科技有限公司,廣州 510003)
0 引言
隨著科技的不斷進步,制造業面臨的挑戰和機遇也在不斷增加。產品的復雜性和多樣性要求制造過程更加智能、高效,以適應市場的需求變化[1]。因此,本研究旨在探討自動化生產線在制造業中的應用與效益,深入分析其背后的技術原理和發展趨勢,以期為制造業提供一種創新的生產組織形式,提高效率,降低成本,增強市場競爭力[2-3]。在已有研究中,許多學者關注了自動化生產線的應用,但多數研究側重于特定產業或特定類型的生產線。本研究的特色在于將全面考察不同領域、不同規模企業中自動化生產線的應用情況[4],比較各種生產線的設計、控制系統和生產效益,從而總結最佳實踐方式。在相關研究中,本文會特別強調自動化技術的創新,尤其是人工智能、物聯網等技術在自動化生產線中的應用,將采用實地調研和案例分析相結合的方法探討其對提高生產效率和產品質量的影響。本文將選擇不同行業、不同規模的企業作為研究對象,深入了解其自動化生產線的設計、實施過程,收集相關數據并進行系統分析[5]。同時,查閱大量文獻,了解自動化生產線的發展歷程和技術特點,以便更好地理解其應用背景和前景。通過對比分析和案例研究,得出一些普適性的結論,并提出相應的建議[6-7]。通過研究與實踐,深入探討自動化生產線的優勢和挑戰,分析其在不同產業中的應用現狀,并總結出成功經驗和教訓。研究結果將為制造業企業提供有益的指導意見,幫助企業更好地選擇、設計和實施自動化生產線。最后,提出一些未來發展的建議,探討自動化生產線在智能制造、綠色制造等領域的拓展可能性,為未來的研究提供參考,為企業提供科學的決策依據,促進我國制造業的升級和轉型[8-9]。
1 設計路線
電飯鍋投料與老化自動線主要由PLC 控制,變頻器驅動電機,啟動驅動負載。因此,須深入了解電飯鍋投料與老化的流程,并掌握機械設計軟件,同時需要掌握PLC控制技術、變頻器控制技術、傳感器技術、氣動液壓技術等,對PLC和變頻器進行各類參數設定,繪制氣動控制原理圖、電氣控制原理圖以及應用案例控制流程圖和T 形圖的編寫,最后對PLC寫入相應的程序得以實現[10-11]。
2 生產需求及工藝流程
電飯鍋投料與老化自動線主要針對電飯煲或電飯鍋進行自動投料,可根據需要選用不同的生產模式,產品尺寸從Φ230 mm×200 mm到Φ350 mm×400 mm自由選擇。電飯鍋投料與老化自動線生產流程如圖1所示。生產線對應不同的產品,自動往裝配好的電飯鍋里按照順序投放說明書、飯勺、米杯、電源線、排氣提等配件,工作過程中還能自動定位通電檢測,并自動剔除不合格產品,投放完畢后人工打包裝箱。針對不同種類的產品可設置不同的生產參數,按要求實現自動投料,自動化程度高,投料準確、快速、高效。該生產線生產速度約為10~20 個/min,此速度可根據需要自由調節。全線總功率約為5 kW,需配2位操作人員(一位在入口定位電飯鍋,另一位在出口打包裝箱),其余動作全程PLC控制,高效節能。
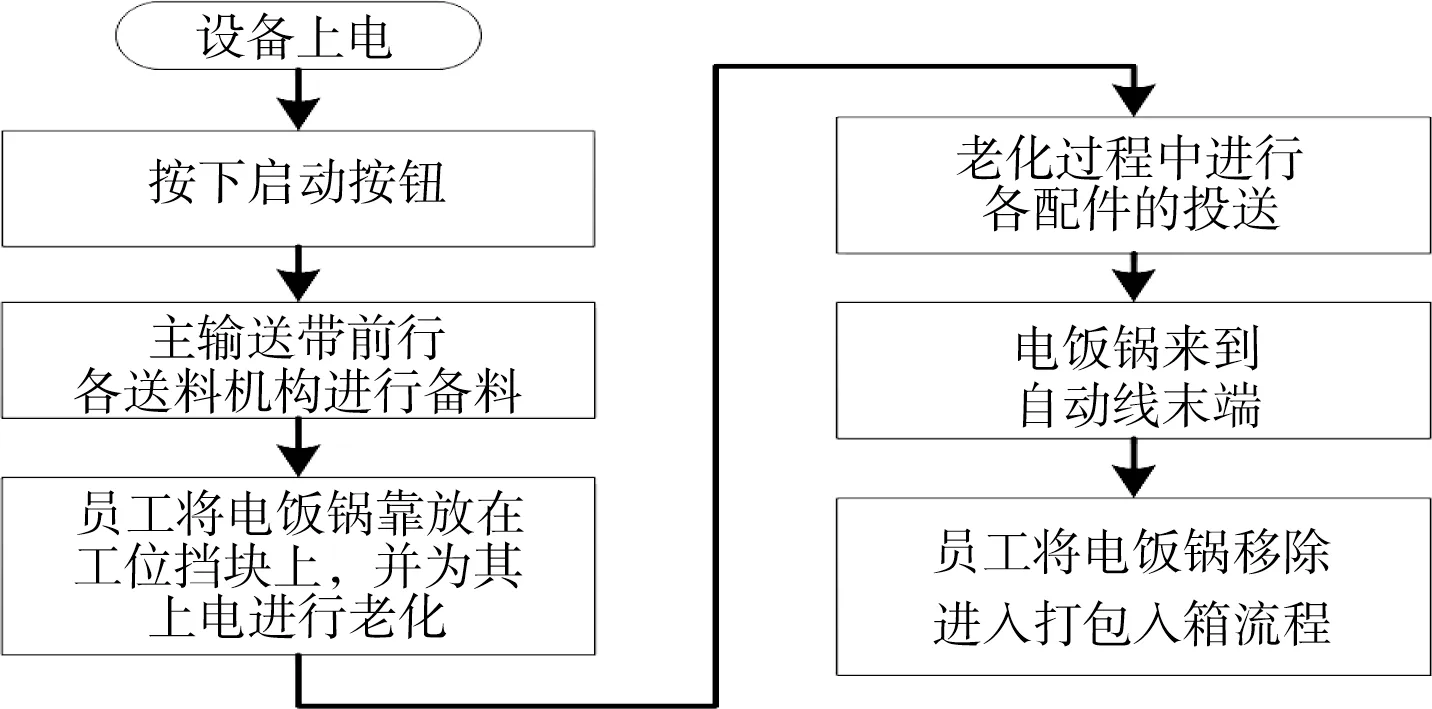
圖1 電飯鍋投料與老化自動線生產流程
在生產線準備生產時,按下自動線的啟動按鈕,主輸送帶前行,各送料機構進行備料,員工將電飯鍋靠放在工位擋塊上,并為其上電進行老化,老化過程中進行各配件的投送,電飯鍋來到自動線末端,員工將電飯鍋移除進入打包入箱流程[12]。
核心動作投料過程出現的幾種情況:
(1)當電飯鍋到來投料點正下方,配件還未到達振動盤送出口時,主輸送帶停下,等待配件到來;
(2)當振動盤將配件送至出料口時,電飯鍋還未到達投料點正下方時,振動盤停下,等待電飯鍋到來;
(3)當配件缺料時,系統必須發出報警,告知員工某類配件缺料;
(4)當投料完成且電飯鍋到達輸送帶末端時,如果包裝員工因故離開了工作現場或者工作速度無法跟上,此時主輸送帶須自動停下,待員工將電飯鍋拿去打包裝時,輸送帶自動前行。
3 電飯鍋投料與老化自動線硬件設計
電飯鍋投料與老化自動線硬件設計包括機械硬件的設計和氣動回路設計。本文采用SolidWorks 軟件進行機械硬件的設計。
(1)主輸送帶硬件設計
該輸送帶由帶機架、變頻器(異步電機)、步進電機、定位塊及輸送鏈條與不銹鋼頂板組成。其中,機架用于固定所有的機械配件及安裝傳感器;變頻器用于驅動變頻電機帶動輸送鏈帶前行。工作時變頻輸送,可根據需要調整輸送速度;定位塊用于對電飯鍋進行精確定位,以便于電檢測時,對電飯鍋接通電源;定位條主要對輸送系統的步進進行精確定位,以便精確投料。同時輸送帶上每隔500 mm還裝配有一個電源插座,便于電飯鍋干燒檢驗;步進電機用來調整不同型號電飯鍋投放時對齊鍋心與投料點;輸送鏈條與不銹鋼頂板用來承載電飯鍋,讓其平穩前行。主輸送帶硬件設計如圖2所示。
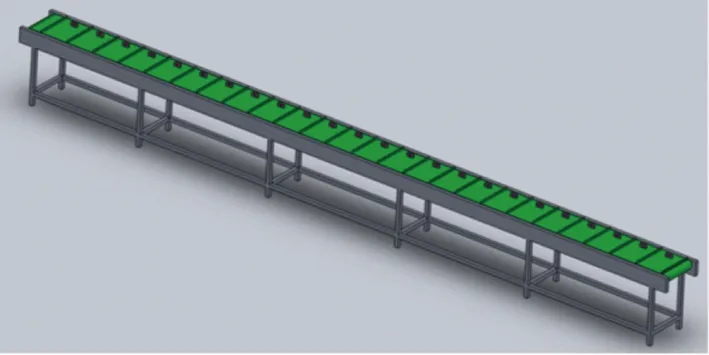
圖2 主輸送帶硬件設計結構
(2)說明書配送器硬件設計
說明書配送器用于整理排列計數輸送電飯鍋說明書,可以根據生產需要調整輸送速度,保證每個電飯鍋投放一本說明書。說明書配送器設計結構如圖3所示。
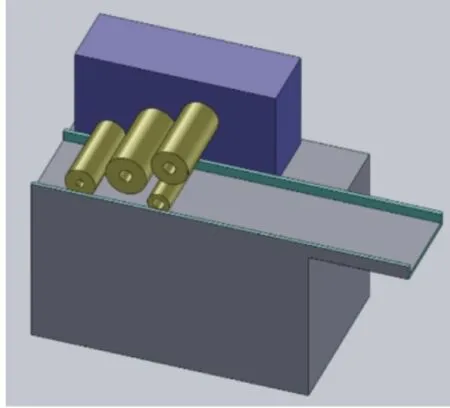
圖3 說明書配送器設計結構
(3)振動送料盤硬件設計
振動送料盤用于整齊排序各類配件,在料盤出口處安裝氣缸擋在片(未畫出),以防止配件在電飯鍋未到時掉落。該振動送料盤經過傳感器將信號反饋回給PLC,PLC 控制氣動元件動作,使得配件能夠準確掉入到電飯鍋。振動送料盤硬件設計結構如圖4所示。
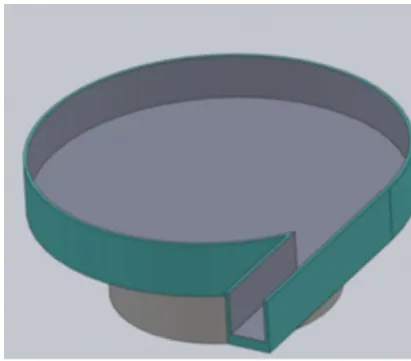
圖4 振動送料盤硬件設計結構
(4)自動電檢測裝置硬件設計
該裝置主要用于對電飯鍋進行電檢測。工作時,先由人工把電飯鍋放到輸送帶上的紫色定位塊上,使電飯鍋插電源處的凹位與定位塊緊密配合,定位塊上配有專用插頭,與電飯鍋電源接通。當電飯鍋在輸送帶上向前輸送時,可以在自動電檢位置自動接通電飯鍋電源并進行檢測。檢測合格的電飯鍋被自動送往下一道工序,檢測不合格的產品將會被機械手提升并送往旁邊的緩沖區,等待維修。自動電檢測裝置硬件設計結構如圖5 所示。

圖5 自動電檢測裝置硬件設計結構
4 電飯鍋投料與老化自動線控制系統設計
電飯鍋投料與老化自動線控制系統的設計包括每個主模塊氣動回路圖的設計、主電路設計、PLC 的IO 口定義。PLC 是整個控制系統的核心,它收集傳感器、按鈕開關和觸摸屏的信號,驅動變頻器、各類送料機構、自動檢測系統以及指示燈報警[13]。電飯鍋投料與老化自動線系統框架如圖6所示。

圖6 電飯鍋投料與老化自動線系統框架
(1)氣動回路設計
氣動回路的設計采用Automation Studio,在氣動控制上,使用了多種氣動元件,如氣站、氣動三聯件、兩位五通電磁換向閥、單向節流閥、旋轉氣缸、真空發生器、雙作用單軸氣缸等。氣動回路圖設計及時序仿真分析界面如圖7所示。
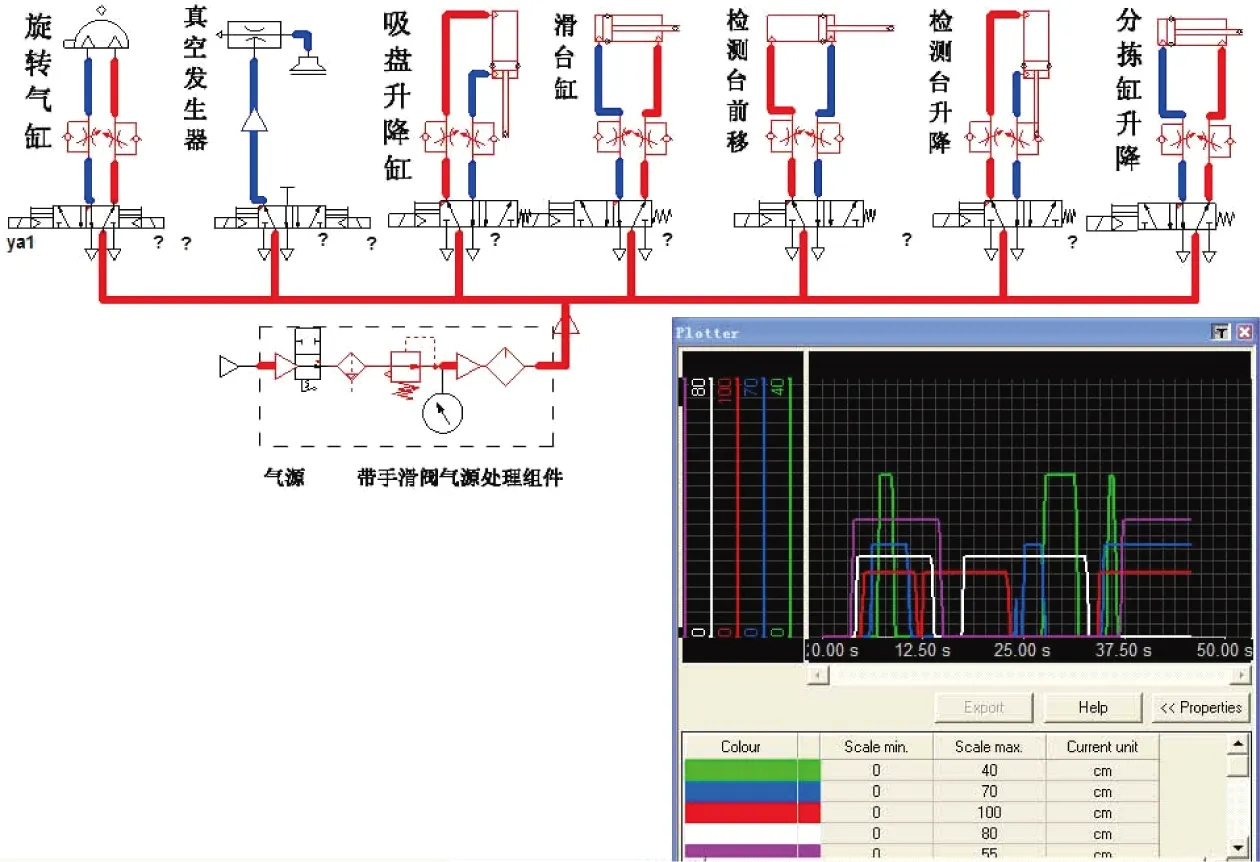
圖7 氣動回路圖設計及時序仿真分析界面
(2)主電路控制原理設計
主電路使用了低壓斷路器、繼電器、接觸器、按鈕、整流變壓器、熔斷器、步進驅動器、變頻器等,其電路原理圖如圖8 所示。當把低壓斷路器全部合上時,按下系統的電源上電按鈕,所有用電設備上電,系統就緒,等待按下啟動按鈕運行[14]。
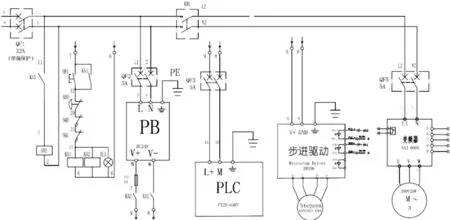
圖8 主電路控制原理
(3)PLC程序設計
PLC 程序的設計依據其實際動作編制而成,圖9 所示為其運行過程中的順序流程[15]。
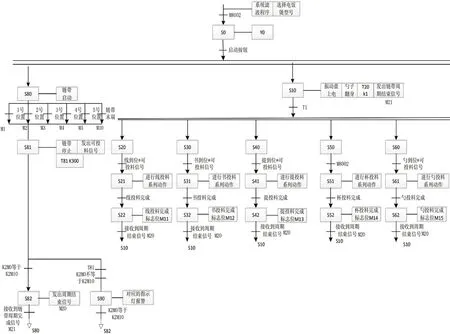
圖9 系統的順序流程
5 應用驗證效果分析
本文自動生產線由獨立的控制柜控制,通過人機界面設置、調節各參數以及監控生產線的運行狀態。其中,可調參數包括主輸送帶輸送速度、系統運行時間、系統錯誤報警、缺料報警、老化電飯煲總數、故障電飯鍋數量、電飯煲故障率、投料電飯煲總數、投料速度。
開機前,在起點位置準備空電飯煲,在各個配件投料裝置分別裝入一定量配件,在終點位置準備一定量包裝盒。開機后,由起點處員工定位安裝空電飯煲,自動電檢測裝置自動通電檢測、干燒老化,剔除不合格產品,由配件投料裝置依次自動投入飯勺、米杯、電源線、通氣提、說明書,之后自動線將電飯煲帶到終點,由人工打包裝箱。本生產線針對不同種類的產品設置不同的生產參數,可按要求實現自動投料,自動化程度高,投料準確、快速、高效,生產速度約為10~20 min/百個,速度可根據需要自由調節。該生產線有以下兩個特點。
(1)多種配件自動投料精準、高效
使用1個定位傳感器用于檢測鍋心是否到位,5個投料工位傳感器用于檢測投料點是否有鍋。
投料精度取決于電飯鍋停止時鍋心是否正對于配件投料點,為提高自動投料精度,將定位傳感器裝在步進控制的絲桿軸上使之可以左右移動,這樣用戶就可以在觸摸屏上選擇不同型號的電飯鍋,以確保鍋心能夠正對投料點。
為提高自動投料效率,讓投料“備好即等,投完即走”。定位傳感器檢測鍋心到位后:若投料工位有電飯鍋:傳送帶停止,進行投料,準備下一配件,等待所有工位的電飯鍋都投料完成后,傳送帶繼續前行;若投料工位無電飯鍋,傳送帶繼續前行,不進行投料。
(2)移動中干燒老化時電飯鍋的持續供電
自動投料的同時進行干燒老化,電飯鍋不斷前行,需為其持續供電,本設計采用“2 條銅軌,2 個銅刷,1個插座”解決這個問題。干燒老化時電飯鍋的持續供電工作如圖10 所示。2 條高導電性銅軌貫穿生產線始末,接在220 V 的交流電源上,每個工位的不銹鋼板上安裝一個插座,同時不銹鋼板與2 個銅刷之間用絕緣板固定在一起,這樣當電飯鍋電源接在插座上時,電刷可沿著銅軌前行,持續為移動的電飯鍋供電。為防止有金屬條狀物從2 塊不銹鋼板之間的縫隙掉入橫架在2 條銅軌之間而導致短路,對銅軌采用下沉式處理,讓銅軌嵌入絕緣材料。

圖10 干燒老化時電飯鍋的持續供電工作示意
該生產線使用前:電飯煲企業均采用人工老化和配件投料生產線,每個條生產線需配備12 名員工,完成100 個電飯煲的老化和配件投料所需時間為100 min;二次檢測時,每100 個電飯煲所需時間為20 min,發現其中配件投料錯誤有2~6個。
該生產線使用后:僅需2名員工,完成100個電飯煲的老化和配件投料所需時間為15 min;對完成包裝的電飯煲進行檢測,沒有發現有配件投料錯誤的情況發生,正確率為100%,因此省去二次抽檢的工序。
6 結束語
電飯鍋投料老化生產線的成功研發對電飯鍋分揀老化環節有著重要意義,不僅提高了生產效率、提升了產品質量、壓縮了人力成本,更重要的是讓企業深刻地體驗到了自動化設備的優越性及當前時期設備更新的緊迫性,為提質增效、減排做出了貢獻,為小家電行業的自動化轉型升級提供了較好的示范。
該生產線投入使用后,每條自動生產線工人由12 人減少至2 人,大幅降低了人力成本。同時,提高了產品的可靠性和穩定性及效率,具有很好的經濟效益和市場應用前景。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
