
主軸錐孔復(fù)合加工技術(shù)的研究*
2024-01-09 05:08:42史生宇
機(jī)電工程技術(shù) 2023年12期
魯 曉,盧 勇,史生宇
(1.廣州市敏嘉制造技術(shù)有限公司,廣州 511453;2.廣東科貿(mào)職業(yè)學(xué)院信息學(xué)院,廣州 510430;3.華南理工大學(xué)機(jī)械與汽車工程學(xué)院,廣州 510641)
0 引言
主軸是機(jī)床最關(guān)鍵的核心功能部件,其精度在一定程度上能決定機(jī)床的加工精度。以車床為例,車削工件的圓度輪廓由主軸徑向同步回轉(zhuǎn)誤差決定;而工件的表面粗糙度則取決于異步回轉(zhuǎn)誤差[1-2]。通常,主軸加工需要的設(shè)備有數(shù)控車床、數(shù)控加工中心、外圓磨床、螺紋磨床、內(nèi)孔磨床、萬能磨床等,常用的加工工序如圖1所示。

圖1 主軸加工工藝流程
在加工流程中,主軸的內(nèi)錐加工是最后一道工序[3],內(nèi)錐加工的精度直接影響主軸最終的回轉(zhuǎn)精度。
內(nèi)錐的加工根據(jù)不同的設(shè)備性能而不同,常用的內(nèi)錐加工是采用2 臺機(jī)床進(jìn)行的[4-7],即先在一臺普通內(nèi)孔磨床上粗磨內(nèi)錐,然后在數(shù)控螺紋磨床磨螺紋,之后在另外一臺內(nèi)孔磨或者萬能磨床磨內(nèi)錐。在整個(gè)加工流程中,需要2 臺機(jī)床分2 次裝夾加工完成。因此,二次裝夾、磨削加工設(shè)備精度以及砂輪修型等因素均會(huì)影響主軸錐孔的加工精度。
為提升主軸錐孔的加工精度和加工效率,本文提出應(yīng)用復(fù)合加工機(jī)床進(jìn)行主軸加工的設(shè)想,通過分析常用主軸加工機(jī)床和數(shù)控系統(tǒng)功能,利用有限元分析,優(yōu)化復(fù)合機(jī)床機(jī)械結(jié)構(gòu),提升系統(tǒng)受力性能。經(jīng)過大量的試驗(yàn),不斷改進(jìn)迭代加工工藝,設(shè)計(jì)出一套新的工藝流程。采用復(fù)合加工技術(shù),將主軸的錐孔加工在一臺復(fù)合機(jī)床上完成。錐孔和端面一次性加工,主軸只裝夾一次,避免多次裝夾降低加工精度。同時(shí),利用復(fù)合加工方法提升了加工效率。設(shè)計(jì)出的復(fù)合加工機(jī)床已成功應(yīng)用于主軸錐孔加工,滿足加工要求。
1 內(nèi)外錐加工現(xiàn)狀
常用的主軸加工通過多臺機(jī)床實(shí)現(xiàn),以某公司加工主軸的WJ-SMK系列機(jī)床為例進(jìn)行說明。主軸芯如圖2所示。
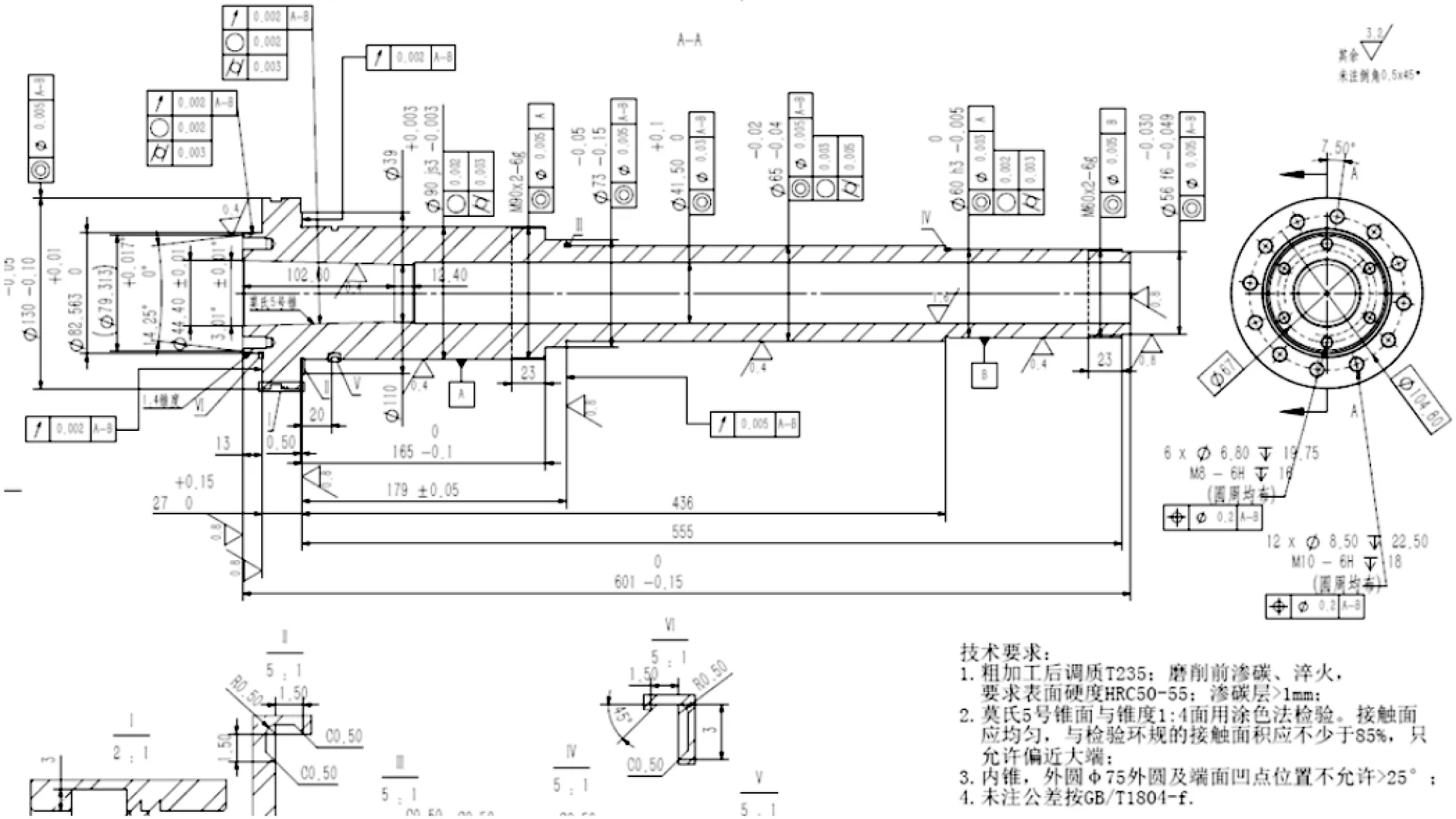
圖2 主軸軸芯示意
主軸軸芯加工內(nèi)外錐的方案如下:一臺內(nèi)錐磨床用于加工內(nèi)錐;一臺外錐磨床用于加工外錐;第三臺端面磨床用于加工端面。
內(nèi)錐磨床如圖3 所示,為常用的帶內(nèi)磨功能的普通外圓磨床,將Z向滑板擺斜至要求的角度(工件軸線和Z軸運(yùn)動(dòng)方向有夾角),放下內(nèi)圓主軸。

圖3 內(nèi)錐磨床
外錐磨床如圖4 所示,為普通外圓磨床,將Z向滑板擺斜至要求角度(工件軸線和Z軸運(yùn)動(dòng)方向有夾角),用外圓砂輪主軸靠磨。

圖4 外錐磨床
端面磨床如圖5 所示,為普通外圓磨床,將Z向滑板擺正(工件軸線和Z軸運(yùn)動(dòng)方向平行),用外圓砂輪磨削。內(nèi)外錐及端面均用砂輪加工,檢測工具用千分表。
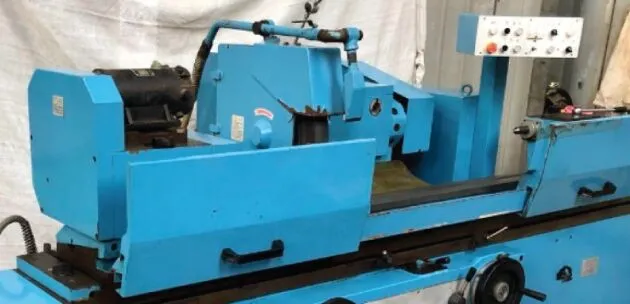
圖5 端面磨床
2 內(nèi)外錐復(fù)合加工磨床研發(fā)
分析常用內(nèi)外錐加工現(xiàn)狀可知,采用3 臺機(jī)床進(jìn)行錐孔加工,周轉(zhuǎn)時(shí)間長,人員要求較多,設(shè)備量大,需要多次裝夾,對操作要求較高,精度控制難度高,在實(shí)際加工應(yīng)用中具有較高的難度[8-10]。
基于此,為提高錐孔加工的精度和效率,通過大量試驗(yàn),對機(jī)床結(jié)構(gòu)和控制工藝不斷優(yōu)化,設(shè)計(jì)出復(fù)合加工機(jī)床,只需一次裝夾即可完成錐孔加工。復(fù)合機(jī)床的砂輪主軸軸線與工件運(yùn)動(dòng)軸線平行,在Z軸和W軸下方分別有一旋轉(zhuǎn)軸(可數(shù)控或手動(dòng)),可分別調(diào)整到內(nèi)錐和外錐加工的要求角度[11-12]。主軸內(nèi)外錐孔磨床結(jié)構(gòu)如圖6所示。
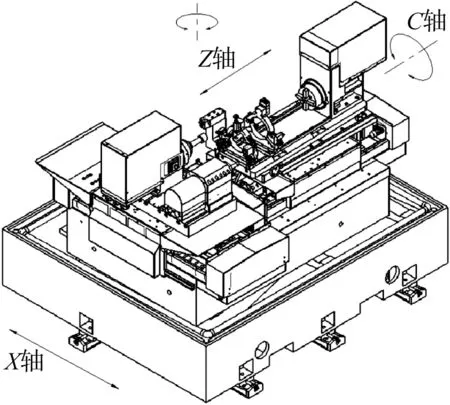
圖6 主軸內(nèi)外錐孔磨床結(jié)構(gòu)示意
2.1 機(jī)床機(jī)構(gòu)及工作原理
內(nèi)外錐磨床有3 個(gè)位置控制軸,分別為X軸、Z軸、C軸。其中,X軸、Z軸為直線軸,C軸為頭架軸。C軸使用伺服電機(jī)驅(qū)動(dòng),可進(jìn)行速度、位置閉環(huán)控制,因此具備定位功能。
頭架設(shè)在Z向滑板的工作臺上,沿Z向手動(dòng)(前后)移動(dòng),金剛筆座固定在Z向工作臺上。可手動(dòng)調(diào)整頭架、中心架在工作臺上的前后位置。工作臺可繞旋轉(zhuǎn)軸芯手動(dòng)調(diào)整轉(zhuǎn)動(dòng),同時(shí)在工作臺上安裝有砂輪修整器,方便修整砂輪;修正筆安裝在中心架兩側(cè),分別用于內(nèi)外錐加工砂輪的自動(dòng)修正及自動(dòng)補(bǔ)償。砂輪主軸安裝在X向的工作臺上,可沿著X軸移動(dòng)。砂輪主軸安裝在X向工作臺上,有砂輪主軸1和砂輪主軸2,加工不同零件時(shí)擺放的位置有所不同[13]。頭架如圖7所示。砂輪主軸1和砂輪主軸2如圖8所示。

圖7 頭架
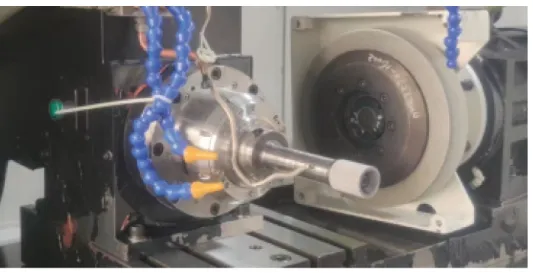
圖8 砂輪主軸1和砂輪主軸2
為提高機(jī)床的穩(wěn)定性,確保加工精度,機(jī)床采用整體式鑄件床身底座,在床身上布置有X、Z軸絲桿導(dǎo)軌副和C軸,鑄鐵底座采用大斜面,排屑方便。X向工作臺上安裝2 個(gè)砂輪主軸,用于內(nèi)外錐面的磨削加工。工件主軸安裝在Z軸的工作臺上,工件主軸軸線與機(jī)床X軸運(yùn)動(dòng)方向垂直。加工時(shí)工件放置在中心架上,頭架帶動(dòng)工件旋轉(zhuǎn)。砂輪主軸各自擺動(dòng)到要求的角度位置后,X軸帶動(dòng)工件移動(dòng)到要求位置,Z/W軸運(yùn)動(dòng),磨削錐面。
機(jī)床采用全封閉式防護(hù),提高了操作的安全性,同時(shí)配有油霧吸收器,使機(jī)床的使用環(huán)境更為清潔。機(jī)床配置的油冷機(jī),可對電主軸強(qiáng)制恒溫冷卻,保證電主軸在穩(wěn)定的條件下工作,也降低其發(fā)熱對機(jī)床的精度影響,機(jī)床水箱配備磁性分離器和紙帶過濾機(jī),能有效分離磨削鐵屑,可對機(jī)床底座、砂輪及工件提供良好的冷卻。
2.2 機(jī)床床身有限元分析
床身是機(jī)床的核心和基礎(chǔ),床身的設(shè)計(jì)關(guān)乎機(jī)床的穩(wěn)定性及機(jī)床各項(xiàng)精度[14-15]。機(jī)床X軸、Z軸的導(dǎo)軌和絲桿組件均布置在床身上面。在設(shè)計(jì)過程中,引用靜力學(xué)分析,分析機(jī)床床身在不同數(shù)量筋板型腔結(jié)構(gòu)下的受力情況,通過對比選擇合適的結(jié)構(gòu),為實(shí)際鑄造提供安全性的分析和建議。
2.2.1 條件設(shè)定及網(wǎng)格劃分
有限元分析中,對床身進(jìn)行邊界條件設(shè)置,包括應(yīng)用材料的選擇、夾具的選擇、外部載荷的大小和位置、網(wǎng)格的生成。材料選擇物理性能穩(wěn)定、變形量小的灰鑄鐵。夾具采用固定幾何體[16],添加外部載荷,根據(jù)實(shí)際應(yīng)用,把載荷添加在導(dǎo)軌的位置,添加的力為10 000 N。不同條件下的有限元分析如圖9所示。
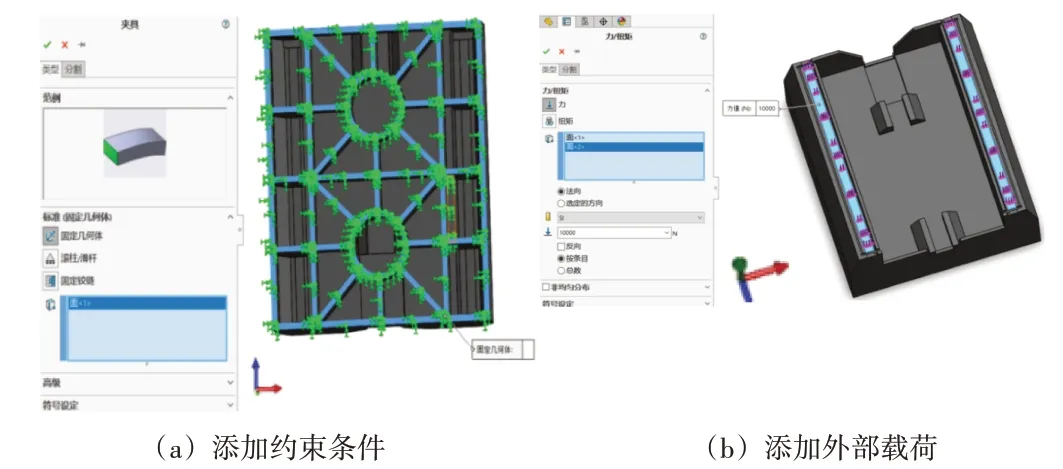
圖9 不同條件下的有限元分析
最后,生成網(wǎng)格并劃分網(wǎng)格。不同精細(xì)程度的網(wǎng)格劃分會(huì)導(dǎo)致計(jì)算量有很大差異。因此,經(jīng)過不斷試驗(yàn),結(jié)合加工要求,進(jìn)行合理的網(wǎng)絡(luò)劃分,以滿足加工需求。網(wǎng)格劃分效果如圖10所示。

圖10 網(wǎng)格劃分效果圖
2.2.2 不同結(jié)構(gòu)型腔結(jié)構(gòu)分析
利用SolidWorks 軟件設(shè)計(jì)并制作床身型腔,結(jié)果如圖11 所示。通過計(jì)算,床身上面部分的體積為0.5 m3,灰鑄鐵的密度為6.6~7.4 t/m3,取最大值7.4 t/m3,床身上部分的重力36.26 kN 和工作狀態(tài)下產(chǎn)生的最大切削力1 052.70 N 共同作用在床身上,即對床身施加37 312.7 N的作用力,通過SolidWorks 進(jìn)行分析,得出結(jié)構(gòu)相對結(jié)實(shí)和相對薄弱的部分(紅色)如圖11 所示。通過SolidWorks 進(jìn)行有限元靜態(tài)分析,結(jié)果表明在沒有任何筋板的型腔結(jié)構(gòu)下,其能夠承載的壓力為610 000 N。
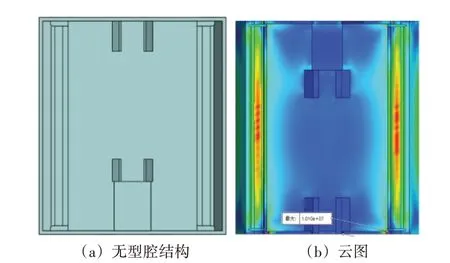
圖11 無型腔結(jié)構(gòu)及相對薄弱部分
采用SolidWorks 軟件設(shè)計(jì)并制作帶少量筋板的床身型腔結(jié)構(gòu),結(jié)果如圖12 所示。利用SolidWorks 進(jìn)行有限元靜態(tài)分析,結(jié)果表明帶少量筋板的型腔結(jié)構(gòu)能夠承載的壓力為1 100 000 N,約為沒有任何筋板型腔結(jié)構(gòu)的1.8倍。通過對比可見,在型腔結(jié)構(gòu)內(nèi)添加一定筋板結(jié)構(gòu),可大大增加其承受力。利用SolidWorks 軟件設(shè)計(jì)床身型腔,并增加筋板的數(shù)量,結(jié)果如圖12 所示。通過Solid-Works 進(jìn)行有限元靜態(tài)分析,結(jié)果表明在添加較多數(shù)量筋板的型腔結(jié)構(gòu)下,其能夠承載的壓力為1 400 000 N,約為沒有任何筋板的型腔結(jié)構(gòu)的2.30倍。
對比無筋板型腔結(jié)構(gòu)和不同筋板布置方案的型腔結(jié)構(gòu),得到型腔內(nèi)筋板越多的結(jié)構(gòu)受力越大,越牢固。但是,筋板越多,所需的材料也越多,會(huì)使機(jī)床整體的質(zhì)量增加,成本上升。因此綜合考慮,在滿足加工要求的情況下,選擇成本更優(yōu)的設(shè)計(jì)方案,即圖12(b)所示結(jié)構(gòu)[17]。
3 錐孔加工編程工藝
錐孔加工復(fù)合機(jī)床是確保錐孔加工的前提,優(yōu)化后的復(fù)合機(jī)床如圖13所示。主軸軸芯安裝在機(jī)床Z軸上面,軸一端與頭架主軸相連,另外一端由2個(gè)中心架支撐。
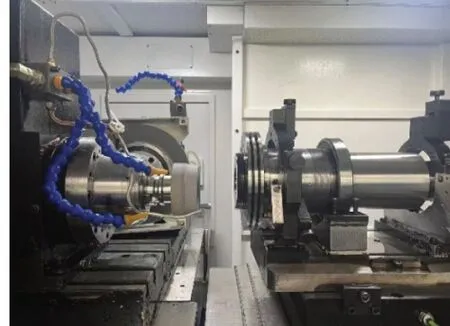
圖13 復(fù)合磨床結(jié)構(gòu)
砂輪安裝方式:X向由遠(yuǎn)至近分別安裝2個(gè)砂輪,一個(gè)是外錐砂輪,一個(gè)是內(nèi)錐砂輪,分別磨削主軸頭端外錐、端面及內(nèi)錐。該結(jié)構(gòu)可實(shí)現(xiàn)主軸芯軸一次裝夾,完成主軸外錐、端面、內(nèi)錐的復(fù)合加工。砂輪磨削部位如圖14所示。

圖14 砂輪磨削部位
結(jié)合上述裝夾方式及機(jī)床結(jié)構(gòu),完整的加工流程如圖15所示。

圖15 復(fù)合磨削流程
錐孔復(fù)合加工機(jī)床配套SIEMENS 828 數(shù)控系統(tǒng),應(yīng)用強(qiáng)大的編程功能,結(jié)合機(jī)床特點(diǎn),利用宏程序和R 參數(shù),簡化編程,實(shí)現(xiàn)錐孔的加工[18-22]。
內(nèi)錐的加工程序如下:
4 零件加工及檢驗(yàn)結(jié)果
在該機(jī)床上連續(xù)加工5 件主軸芯軸(主軸的編號分別為S21 到S25),用錐規(guī)檢測內(nèi)外錐的接觸著色,技術(shù)要求為85%,用千分表打表檢測內(nèi)外錐的跳動(dòng),要求0.002 mm,具體檢測方法如下。
(1)內(nèi)錐著色檢驗(yàn)方法:將紅丹粉或者印油均勻涂于錐規(guī)表面,然后輕輕插入主軸錐孔內(nèi),觀察接觸面積;
(2)將主軸一端中心孔連接撥珠,用V 形架支撐在主軸的外圓上,打表確認(rèn)主軸外圓跳動(dòng)是否滿足要求;
(3)分別用千分表置于主軸內(nèi)外錐的表面,用手輕輕轉(zhuǎn)動(dòng)主軸,觀察千分表的讀數(shù);
(4)主軸錐孔尺寸檢測,用圓度儀測量,主要測量主軸錐孔的誤差。
部分零件用圓度儀測量的錐孔誤差如圖16所示。由圖可知,主軸S21和S22錐孔檢測數(shù)值分別為1.235、1.057 μm;主軸S23 和S24 的檢測數(shù)據(jù)分別為1.429、1.693 μm,數(shù)據(jù)均小于2 μm,即主軸的錐孔測量誤差小于2 μm;

圖16 檢驗(yàn)分析曲線
檢測完畢,整理檢測的部分?jǐn)?shù)據(jù)如表1 所示。由表可知,著色檢測內(nèi)錐平均值為90.2%,外錐平均為89.6%,著色檢驗(yàn)的數(shù)均大于85%;錐調(diào)的數(shù)據(jù)分別是內(nèi)錐跳動(dòng)平均值為0.001 6 mm,外錐錐跳動(dòng)平均值為0.001 2 mm,均小于0.002 mm;錐孔尺寸誤差平均為1.391 μm,小于2 μm。各項(xiàng)檢測指標(biāo)均滿足要求。
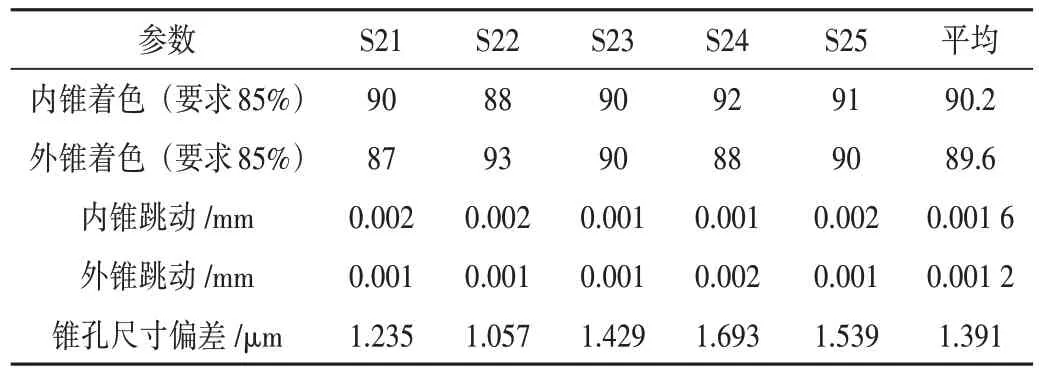
表1 主軸內(nèi)外錐檢測記錄
5 結(jié)束語
本文從常用的錐孔加工工藝出發(fā),研究常用的加工機(jī)床和加工工藝路線,結(jié)合當(dāng)前磨削工藝的發(fā)展和磨床加工機(jī)床的進(jìn)步,提出了一款錐孔加工復(fù)合機(jī)床的設(shè)計(jì)思路,在整機(jī)設(shè)計(jì)過程中,對床身的結(jié)構(gòu)進(jìn)行有限元分析,設(shè)計(jì)出了合理的床身結(jié)構(gòu),提升了機(jī)床整體的受力性能。通過研究配套數(shù)控系統(tǒng)的功能,進(jìn)行有針對性的加工工藝設(shè)計(jì)。在錐孔加工過程中,選擇合適的主軸錐孔裝夾方法以及加工程序,對復(fù)合機(jī)床加工錐孔的應(yīng)用進(jìn)行了驗(yàn)證。結(jié)果表明:錐孔加工復(fù)合機(jī)床的設(shè)計(jì)具有科學(xué)性,加工工藝的設(shè)計(jì)可行,為錐孔加工及相關(guān)機(jī)床的設(shè)計(jì)提供了參考。
