7055-T6鋁合金攪拌摩擦焊組織與性能分析
2024-01-10 02:35:58葉樹茂齊芃芃金文福田春雨周金旭
上海電氣技術(shù) 2023年4期
葉樹茂 齊芃芃 金文福 唐 強(qiáng) 田春雨 周金旭
遼寧忠旺集團(tuán)有限公司 遼寧遼陽 111003
1 7055-T6鋁合金概述
7055-T6鋁合金是以鋁鋅鎂銅合金為主的可熱處理強(qiáng)化鋁合金,具備極高的強(qiáng)度、較好的韌性、良好的抗應(yīng)力腐蝕性,被廣泛應(yīng)用于航天航空及民用領(lǐng)域,是輕型合金中的杰出代表。在整個(gè)制造業(yè)中,7055-T6鋁合金有著不可或缺的地位。7055-T6鋁合金采用傳統(tǒng)的熔化焊技術(shù)進(jìn)行連接時(shí),容易產(chǎn)生熱裂紋等焊接缺陷。攪拌摩擦焊是一種固相連接技術(shù),與傳統(tǒng)熔化焊相比,具有優(yōu)勢(shì)。在攪拌摩擦焊過程中,沒有達(dá)到材料的熔點(diǎn),不會(huì)產(chǎn)生氣孔和裂紋等缺陷;不產(chǎn)生煙塵、飛濺和輻射,不會(huì)危害焊工的人身健康;不需要添加焊絲,節(jié)約成本。筆者對(duì)3.2 mm厚7055-T6鋁合金攪拌摩擦焊工藝參數(shù)進(jìn)行優(yōu)化,測(cè)試分析焊縫的力學(xué)性能和顯微組織,為7055-T6鋁合金焊接提供新的高效焊接方案。
2 試驗(yàn)材料
試驗(yàn)選用7055-T6鋁合金板材進(jìn)行焊接,尺寸為200 mm×100 mm×3.2 mm。焊前采用機(jī)械清理方法,清理表面氧化膜及油污。
7055-T6鋁合金化學(xué)成分見表1,通過測(cè)試得到平均拉伸極限為548.5 MPa。采用HT-JM16×30/2二維靜龍門攪拌摩擦焊機(jī),攪拌頭為針長(zhǎng)3 mm的錐狀帶螺紋攪拌頭,軸肩形貌為同心圓內(nèi)凹,軸肩直徑為12 mm。

表1 7055-T6鋁合金化學(xué)成分
3 試驗(yàn)方法
試驗(yàn)采用不同焊接參數(shù)進(jìn)行7055-T6鋁合金板材攪拌摩擦焊,工藝參數(shù)見表2。焊后制備拉伸試樣和金相試樣,測(cè)試分析焊縫的力學(xué)性能和顯微組織。

表2 攪拌摩擦焊工藝參數(shù)
4 表面成型分析
攪拌摩擦焊表面成型如圖1所示。1號(hào)試驗(yàn)采用常用工藝參數(shù)進(jìn)行焊接,焊后表面產(chǎn)生較為嚴(yán)重的起皮缺陷,主軸轉(zhuǎn)速1 400 r/min和焊接速度600 mm/min參數(shù)組合焊接,熱輸入較低,焊接速度較快,7055-T6鋁合金中含有銅與鎂成分,焊縫表面與軸肩易發(fā)生粘連,焊接速度較快導(dǎo)致起皮缺陷產(chǎn)生。2號(hào)試驗(yàn)降低焊接速度與主軸轉(zhuǎn)速,起皮缺陷明顯減少。3號(hào)試驗(yàn)繼續(xù)降低焊接速度與主軸轉(zhuǎn)速,主軸轉(zhuǎn)速750 r/min和焊接速度300 mm/min參數(shù)組合焊接,焊縫表面成型良好,起皮缺陷消失,無孔洞犁溝等缺陷。因?yàn)楹附铀俣冉档?使焊縫中塑性金屬流動(dòng)時(shí)間增加,能夠使塑性金屬充分熔合,形成致密無缺陷焊縫。4號(hào)~6號(hào)試驗(yàn)保持焊接速度不變,提高主軸轉(zhuǎn)速,熱輸入提高,焊縫表面成型光亮,且魚鱗紋均勻,無缺陷。
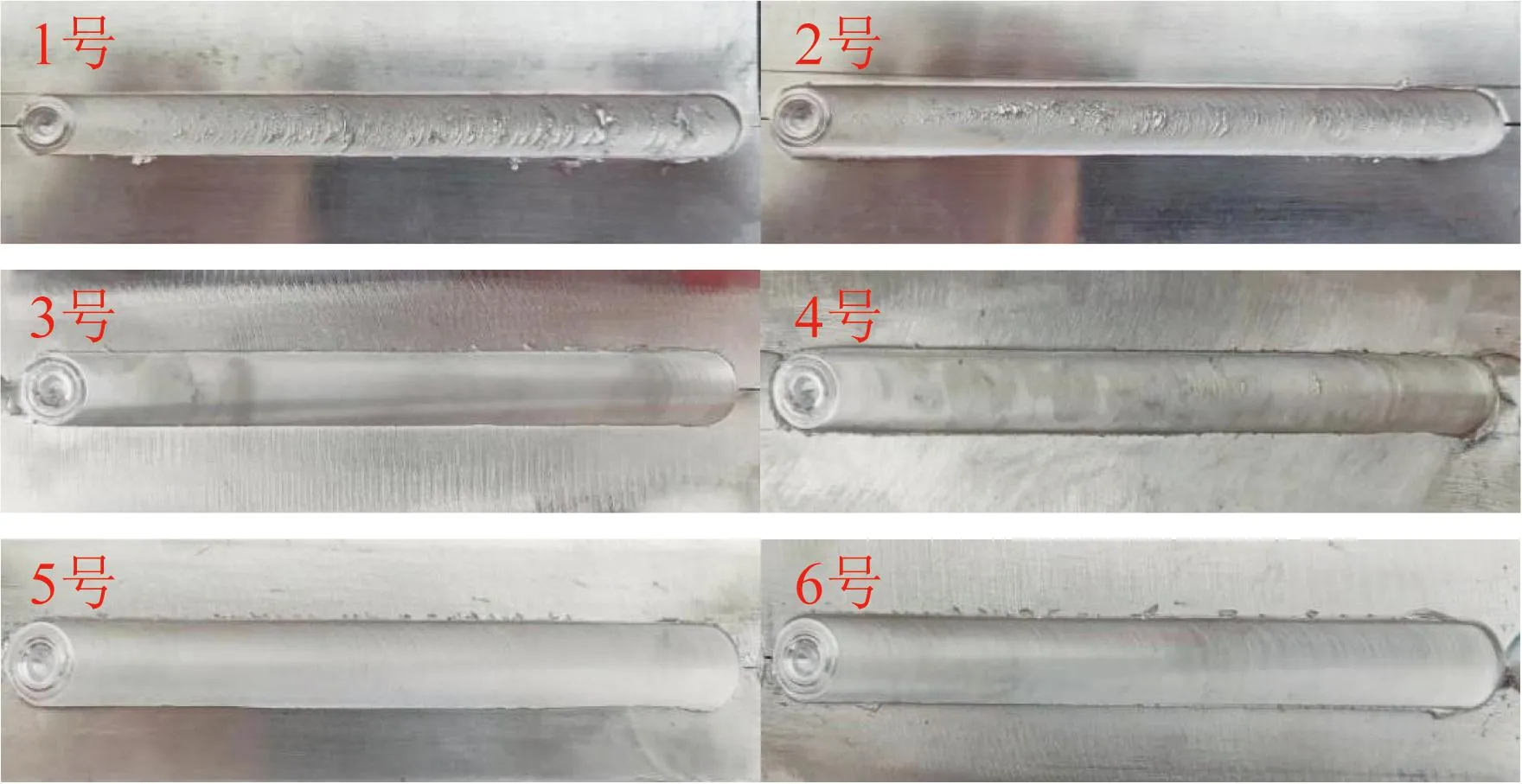
圖1 攪拌摩擦焊表面成型
5 焊縫內(nèi)部成型分析
攪拌摩擦焊焊縫截面區(qū)域一般分為焊核區(qū)、熱機(jī)影響區(qū)、熱影響區(qū)、母材,區(qū)域分布如圖2所示。可以看出,由焊縫中心向兩側(cè)為不對(duì)稱焊縫,焊縫前進(jìn)側(cè)邊界較為明顯。在焊縫前進(jìn)側(cè),攪拌頭旋轉(zhuǎn)產(chǎn)生摩擦,帶動(dòng)塑性金屬,主要起剪切力作用,相對(duì)母材發(fā)生較大變形。因此,前進(jìn)側(cè)熱機(jī)影響區(qū)與母材分界線相對(duì)明顯。后退側(cè)焊縫受到攪拌頭旋轉(zhuǎn)產(chǎn)生的摩擦力,與塑性金屬流動(dòng)產(chǎn)生擠壓力,共同作用。由此,后退側(cè)金屬在焊接過程中變形較小,母材與后退側(cè)焊縫的分界線較為模糊。
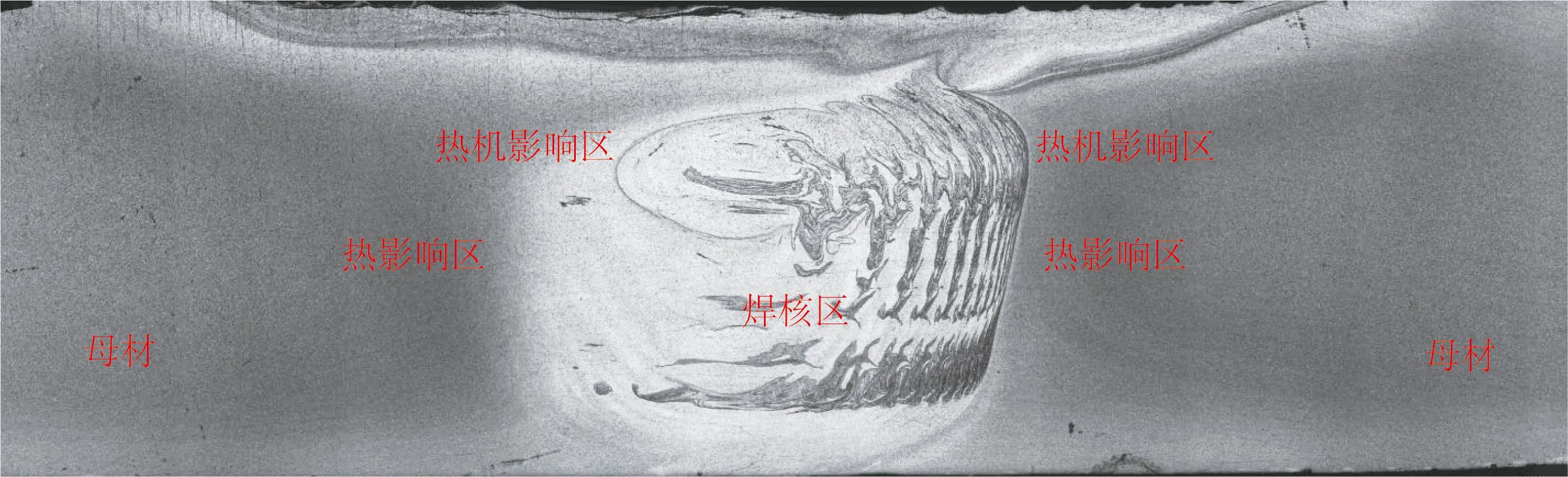
圖2 攪拌摩擦焊焊縫截面區(qū)域
沿焊縫截面截取金相試樣,拋光后進(jìn)行腐蝕,在金相顯微鏡下觀察微觀組織,如圖3所示。3號(hào)~6號(hào)試驗(yàn)焊縫內(nèi)部成型均良好,沒有發(fā)現(xiàn)孔洞、未焊透現(xiàn)象,說明在焊接速度為300 mm/min,主軸轉(zhuǎn)速為750~900 r/min時(shí),攪拌摩擦焊7055-T6鋁合金均可以得到內(nèi)部質(zhì)量良好的焊縫,符合要求。

圖3 攪拌摩擦焊焊縫微觀組織
焊縫金相組織如圖4所示。焊核區(qū)由于受到攪拌頭的機(jī)械攪拌作用及摩擦產(chǎn)生的局部高溫作用,金屬發(fā)生動(dòng)態(tài)再結(jié)晶,形成細(xì)小等軸晶粒。熱機(jī)影響區(qū)受到攪拌頭機(jī)械攪拌和焊接熱循環(huán)雙重作用,在金屬流動(dòng)過程中,產(chǎn)生較大的機(jī)械變形,晶粒被拉長(zhǎng),并具有一定的方向性。同時(shí)由于熱循環(huán)作用,晶粒發(fā)生長(zhǎng)大,并且大于母材晶粒。熱影響區(qū)只受到焊接熱循環(huán)作用,使晶粒發(fā)生長(zhǎng)大,相對(duì)于母材,晶粒更粗大。由此可見,熱機(jī)影響區(qū)和熱影響區(qū)為焊縫薄弱區(qū)域。
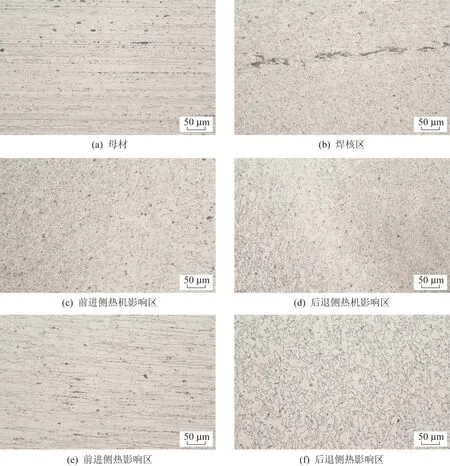
圖4 攪拌摩擦焊焊縫金相組織
6 接頭力學(xué)性能分析
攪拌摩擦焊接頭力學(xué)性能見表3。試驗(yàn)結(jié)果顯示,隨著主軸轉(zhuǎn)速的提高,焊接熱輸入增加,接頭力學(xué)性能提高。當(dāng)主軸轉(zhuǎn)速提高到850 r/min時(shí),拉伸強(qiáng)度達(dá)到最大值471.6 MPa。再持續(xù)提高主軸轉(zhuǎn)速,接頭熱輸入過大,接頭過度軟化,使接頭力學(xué)性能降低。最優(yōu)參數(shù)為主軸轉(zhuǎn)速850 r/min、焊接速度300 mm/min,過低與過高的主軸轉(zhuǎn)速均會(huì)影響接頭力學(xué)性能。
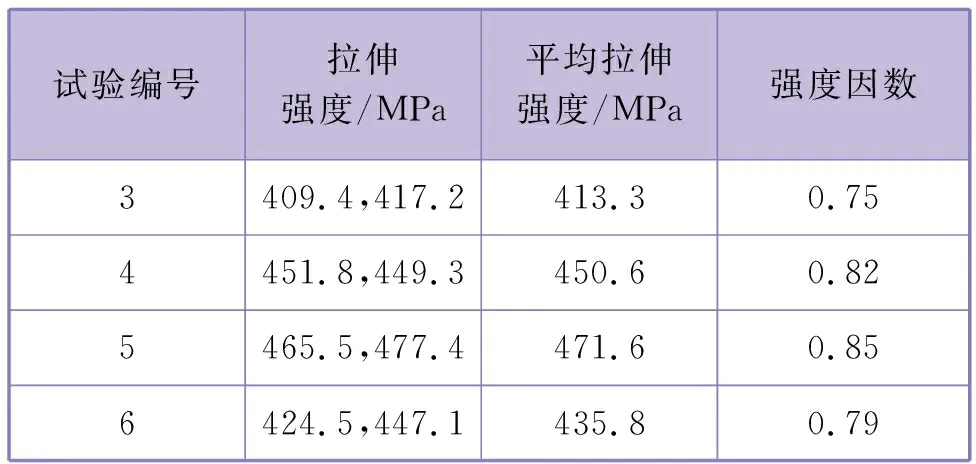
表3 攪拌摩擦焊接頭力學(xué)性能
7 接頭顯微硬度分析
沿?cái)嚢枘Σ梁负缚p接頭橫截面,由焊縫中心向兩側(cè)水平方向進(jìn)行顯微硬度測(cè)量,測(cè)量點(diǎn)的間距為0.5 mm。攪拌摩擦焊接頭顯微硬度如圖5所示。攪拌摩擦焊接頭顯微硬度呈W字形分布,母材顯微硬度較高,維氏硬度(HV)接近180。焊縫中心位置為焊核區(qū),維氏硬度(HV)達(dá)到160,硬度較周圍熱影響區(qū)大。熱機(jī)影響區(qū)和熱影響區(qū)受機(jī)械攪動(dòng)與焊接熱輸入影響,顯微硬度明顯下降,硬度較低,最低為維氏硬度(HV)107,出現(xiàn)在前進(jìn)側(cè)熱機(jī)影響區(qū)與熱影響區(qū)過渡位置。

圖5 攪拌摩擦焊接頭顯微硬度
8 結(jié)束語
攪拌摩擦焊是一種新型固相連接技術(shù),質(zhì)量高,成本低,綠色環(huán)保。通過進(jìn)行高強(qiáng)度7055-T6鋁合金攪拌摩擦焊組織與性能分析,得出三方面結(jié)論。
(1) 對(duì)于7055-T6鋁合金,為了保證焊縫表面成型良好,應(yīng)采用低主軸轉(zhuǎn)速低焊接速度進(jìn)行焊接。7055-T6鋁合金中含有較多的銅與鎂成分,較高的主軸轉(zhuǎn)速會(huì)產(chǎn)生較大的熱輸入,焊接速度過快,會(huì)使焊縫內(nèi)部塑性金屬流動(dòng)不充分,使表面金屬與軸肩發(fā)生粘連,產(chǎn)生起皮缺陷。
(2) 7055-T6鋁合金攪拌摩擦焊焊縫焊核區(qū)發(fā)生動(dòng)態(tài)再結(jié)晶,形成細(xì)小的等軸晶粒。熱機(jī)影響區(qū)和熱影響區(qū)受到焊接熱輸入與機(jī)械攪動(dòng)的影響,相對(duì)于母材晶粒發(fā)生長(zhǎng)大,屬于焊縫薄弱區(qū)域。
(3) 3.2 mm厚7055-T6鋁合金攪拌摩擦焊的最優(yōu)工藝參數(shù)為主軸轉(zhuǎn)速850 r/min、焊接速度300 mm/min、下壓量0.1 mm,接頭平均抗拉強(qiáng)度可達(dá)471.6 MPa,強(qiáng)度因數(shù)可達(dá)0.85。接頭顯微硬度呈W字形分布,母材顯微硬度最高,維氏硬度(HV)接近180。前進(jìn)側(cè)熱機(jī)影響區(qū)與熱影響區(qū)過渡位置顯微硬度最低,維氏硬度(HV)僅為160左右。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24