顆粒增強熱固性樹脂強度性能研究
2024-01-12 01:51:28郭文真
山西化工 2023年12期
郭文真
(福建路通管業科技股份有限公司,福建 泉州 362801)
0 引言
顆粒增強熱固性樹脂是以不飽和聚酯樹脂等熱固性樹脂為基體、石英砂等為增強材料并以振動澆鑄方式密實結構的一種復合材料(簡稱樹脂混凝土)[1]。因其具有強度高、韌性好、抗沖擊強度大、耐腐蝕等優良特點,是傳統混凝土的替代品,廣泛應用于石油、化工等耐腐蝕領域,在城市給排水領域也得到應用,特別是在沿海有酸、堿、鹽等腐蝕介質的環境的使用。隨著顆粒增強熱固性樹脂的廣泛應用,對其耐壓性能的研究也逐步加強。
為了提高顆粒增強熱固性樹脂產品抗壓強度的穩定性,對石英砂的級配進行優化[2],按照一定比例復配后,增加石英砂的堆積密度,可以提高壓縮強度。
另外,由于石英砂粒子和樹脂基體之間界面互容性較差,可選擇硅烷類助劑對石英砂進行表面處理,以提高界面互容性[3-5]。
采用不飽和聚酯樹脂為樹脂基體,按照一定比例加入分散劑、濕潤劑等助劑,并加入促進劑、固化劑后,與石英砂等無機填料混合攪拌,澆鑄到模具中成型,并對其進行壓縮強度測試和分析。
1 實驗部分
1.1 主要實驗原料
不飽和聚酯樹脂(5019):江陰市建恒化工有限公司;促進劑(異辛酸鈷6%):上海陶源鈷業有限公司;固化劑(過氧化甲乙酮V388):天津阿克蘇諾貝爾過氧化物有限公司;石英砂:仙游縣郊尾永煉石英貿易商行;助劑(分散劑S-2108、濕潤劑S-2102、消泡劑S-4307、偶聯劑S-6021):廣州市守正化工科技有限公司。
1.2 主要實驗儀器
液壓式壓力試驗機:濟南新試金試驗機有限公司;電熱恒溫干燥箱:天津市泰斯特儀器有限公司;標準篩(0.1~18 mm):中國航空第五四零廠;分析天平:沈陽龍騰電子有限公司;
1.3 制備工藝和流程
1.3.1 壓縮試樣的制備
將不飽和聚酯樹脂按照表1 中的比例,分別加入促進劑、助劑、固化劑,攪拌均勻后逐次加入[6]。配好的不飽和聚酯樹脂與級配砂、碳酸鈣混合均勻。澆鑄到涂有脫膜劑的模具中,振動成型。自然固化后,脫膜,把試樣放置到80 ℃的電熱恒溫干燥箱,后固化處理5 h。將制好的試樣在25 ℃下,恒溫放置24 h 后測試。

表1 不飽和聚酯樹脂添加促進劑、助劑、固化劑質量配比
1.3.2 級配砂的組成設計
級配砂采用w(SiO2)為95%以上的石英砂組成設計而成,根據不飽和聚酯樹脂、級配砂、碳酸鈣的組合特性,級配設計見表2,確定的級配砂級配曲線見圖1。由各個級配分別制備壓縮試樣,進行壓縮強度和密度測試,由壓縮強度和密度最大的確定為最佳級配砂組成。
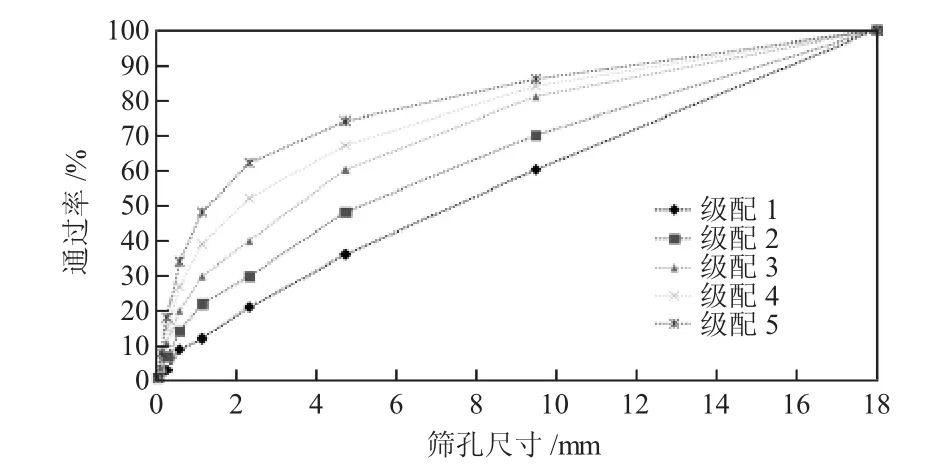
圖1 級配砂級配曲線

表2 級配砂級配組成設計
1.4 測試方法
試驗采用液壓式壓力試驗機測試顆粒增強熱固性樹脂的壓縮強度。壓縮性能按照《GB/T 1448—2005纖維增強塑料壓縮性能試驗方法》測定[7]。
試樣密度按照《GB/T 4472—2011 化工產品密度、相對密度的測定》測定[8]。
2 結果與分析
2.1 級配砂組成對壓縮性能和密度的影響
表3 為不同級配的壓縮試樣的制備配方和壓縮性能、密度的測試記錄。

表3 不同級配的壓縮試樣制備和測試記錄表
圖2 所示為不同級配砂對顆粒增強熱固性樹脂壓縮性能和密度的影響。
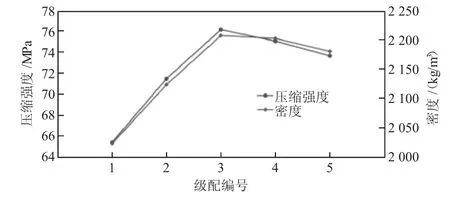
圖2 級配對壓縮性能和密度的影響
由圖2 可知,不同級配的壓縮強度和密度均呈先增大后緩慢減小的趨勢。石英砂級配中,大粒徑石英砂的空隙由中粒徑和小粒徑的石英砂填充,隨著間隙的填充變化,顆粒增強熱固性樹脂的密度和壓縮強度呈提高趨勢變化。當大粒徑石英砂間隙已經被中粒徑和小粒徑石英砂填滿并溢出,顆粒增強熱固性樹脂的密度和壓縮強度呈緩慢降低趨勢變化。
2.2 助劑對壓縮性能的影響
表4 為添加0.8%分散劑、0.6%濕潤劑、0.4%消泡劑、1.0%偶聯劑(其中各項中的分數值均為各項的質量配比,下同)及對比樣的壓縮試樣的制備配方和壓縮性能的測試記錄。
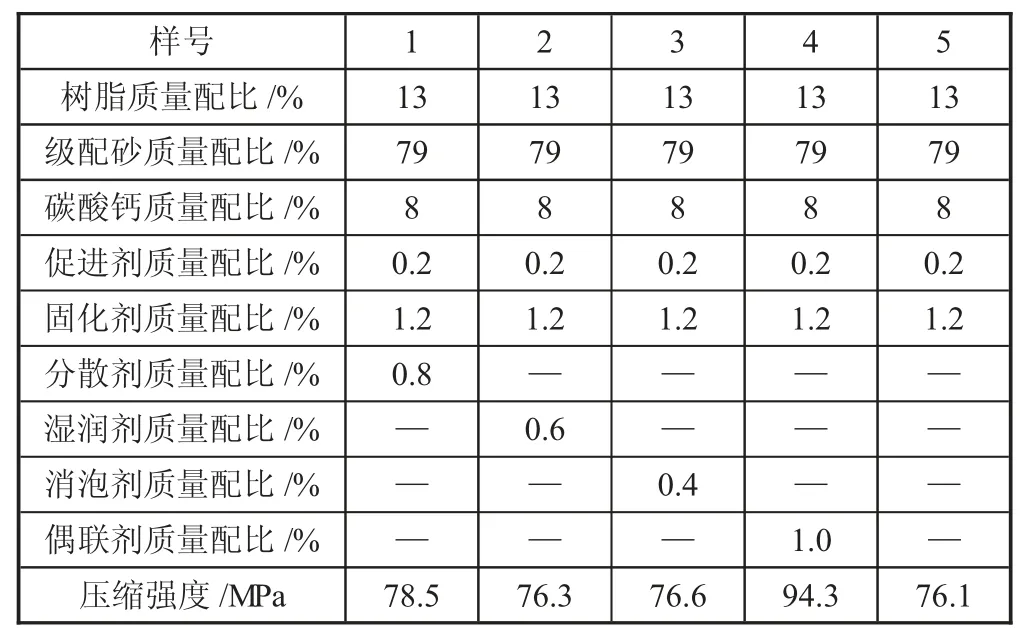
表4 添加不同助劑的壓縮試樣制備和測試記錄表
圖3 為添加不同助劑對顆粒增強熱固性樹脂壓縮性能的影響對比圖。
由圖3 可知,添加分散劑、濕潤劑、消泡劑對其壓縮強度影響不大,但添加1%的偶聯劑,其壓縮強度有大幅度增強。經制樣過程和結果分析,分散劑、濕潤劑、消泡劑起到優化工藝性能的作用,增加樹脂的分散作用,減少試樣中存在細小氣泡、孔洞等缺陷。偶聯劑將石英砂和樹脂結合起來,起到一個橋梁作用,實現無機物與有機物之間良好的界面結合。試樣由原來的樹脂和石英砂界面破壞轉變為石英砂破壞為主。
2.3 偶聯劑含量對壓縮性能的影響
表5 為添加質量分數為0.0%、0.4%、0.7%、1.0%、1.3%的偶聯劑的壓縮試樣的制備配方和壓縮性能的測試記錄。
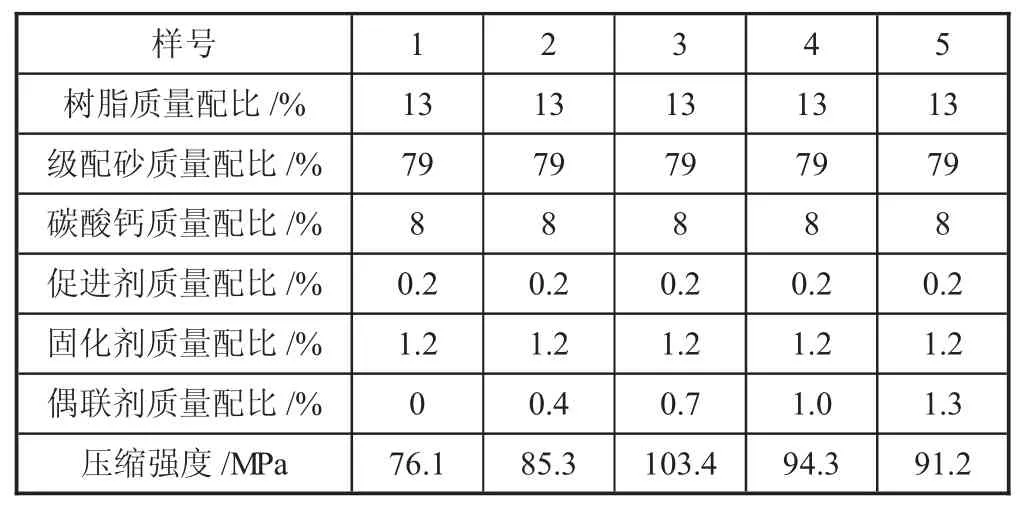
表5 添加不同含量偶聯劑的壓縮試樣制備和測試記錄表
圖4 所示為添加不同含量偶聯劑對顆粒增強熱固性樹脂壓縮性能的影響。
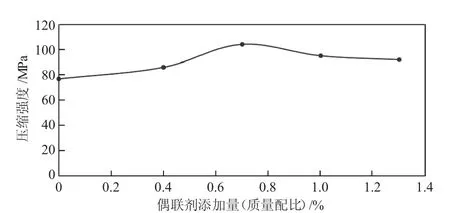
圖4 不同偶聯劑含量對壓縮性能的影響
由圖4 可知,不添加偶聯劑時,壓縮強度較低,只有76.1 MPa。因為沒有偶聯劑作用下的顆粒增強熱固性樹脂,受壓縮時,破壞界面主要是樹脂和石英砂的結合面破壞。隨著添加偶聯劑含量的增加,受壓縮時,樹脂和石英砂結合面結合能力逐漸增強,破壞界面轉變為石英砂的破壞。當偶聯劑添加量(質量配比)達到0.7%時,其壓縮強度達到最大103.4 MPa。當繼續增加偶聯劑的添加量,其壓縮強度不再增加,反而出現了緩慢下降趨勢。
2.4 級配砂組成對含偶聯劑試樣壓縮性能的影響
表6 為加有0.7%偶聯劑條件下,不同級配的壓縮試樣的制備配方和壓縮性能的測試記錄。

表6 不同級配的壓縮試樣制備和測試記錄表
圖5 所示為加有0.7%偶聯劑條件下,不同級配砂對顆粒增強熱固性樹脂壓縮性能的影響。
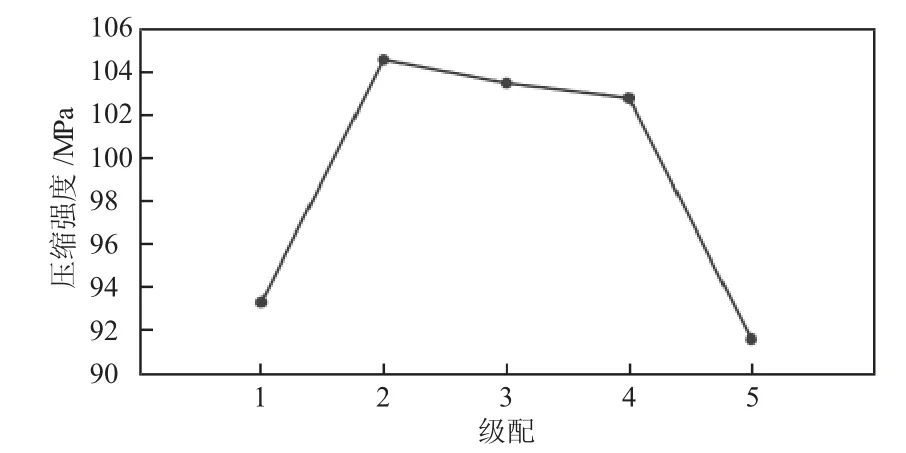
圖5 級配對壓縮性能的影響
由圖5 可知,在加有0.7%偶聯劑條件下,不同級配的壓縮強度均能達到90 MPa 以上。從級配1 到級配5 的轉變上看,隨著大粒徑石英砂的減少,中粒徑和小粒徑的石英砂增多,大粒徑石英砂間隙由中粒徑和小粒徑石英砂填充,級配結構改善了,密實度提高了,壓縮強度提高了。當大粒徑石英砂繼續減少,中粒徑和小粒徑的石英砂繼續增多,大粒徑石英砂間隙已經被中粒徑和小粒徑石英砂填滿并溢出,密實度初步下降,而壓縮強度出現了大幅度下降。經推斷是由于偶聯劑加到樹脂中與小粒徑石英砂結合效果有限,需進行后續研究以提高結合能力。
3 結論
1)顆粒增強熱固性樹脂的最佳級配是級配3;
2)添加偶聯劑可有效提高顆粒增強熱固性樹脂的壓縮性能,添加分散劑、濕潤劑、消泡劑可以提高產品的工藝性能;
3)顆粒增強熱固性樹脂添加偶聯劑的最佳量(質量配比)是0.7%;
4)當添加偶聯劑時,顆粒增強熱固性樹脂的最佳級配是有效的,在實際應用中應采用可以是級配3,避免級配2 和級配4 落在臨界點。
顆粒增強熱固性樹脂質輕高強、耐腐蝕性能具有較高的研究和應用前景,但應用到工業化生產中還需解決許多問題,需不斷優化。