污水處理廠活性污泥的培養研究
2024-01-12 01:51:56張勝
山西化工 2023年12期
關鍵詞:實驗
張 勝
(山西天脊潞安化工有限公司,山西 長治 046000)
0 引言
當前部分地區水污染問題仍然較為突出,根據相關調查顯示,在這些水污染問題中,氨氮類化合物的污染問題相對更為突出。當前針對氨氮類化合物的處理多采用A2O 工藝或傳統SBR 工藝等,但以上工藝方法普遍存在著反應器容積負荷低、抗沖擊負荷能力差等不足,由此,應用好氧顆粒污泥進行氨氮廢水處理則是可行之策。當然,由于好氧顆粒污泥自身在理化性質上的特殊性,因此需要對其培養工作作進一步探究。
1 實驗材料與方法
根據合成氨廢水處理的實際需要,本次采用序批式反應器(以下簡稱為SBR)作為主要實驗裝置,用于活性污泥培養和污水處理實驗測試,其整體裝置如圖1 所示。
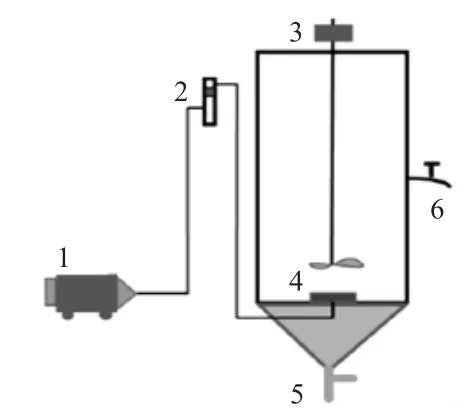
圖1 SBR 反應裝置示意圖
在確定整體實驗裝置后,進一步選擇實驗材料。本次實驗材料中,實驗用水選擇某污水處理廠進水口處的實際生活污水,其水質指標如表1 所示。
表1 實驗用水的水質指標
同時,本次實驗材料中的污泥選用該污水處理廠A2/O 二沉池污泥,該污泥為灰黑色,沉降性能相對較差。在實驗培養前,首先對所選取的污泥材料在SBR反應器內進行1 h 的曝氣處理,此時反應器中的污泥進入到急需營養的階段,且自身生長活性隨之加快,由此對其進行好氧顆粒污泥培養[1]。
2 好氧顆粒污泥的快速培養研究
為探究好氧顆粒污泥培養的優化參數,本次選用4 個規格完全一致的SBR 反應器進行實驗,反應器編號為R1~R4,運行方式均為間歇式運行,每天運行2 個周期,單個實驗周期為230 min,包括進水5 min,缺氧50 min,好氧150 min,逐漸減小反應器沉淀時間5~20 min(隨周期數增加而降低),最后為排水時間5 min。
在本次實驗中,所有反應器均在前期人工補充含有機碳源乙酸鈉的人工配水,而后在顆粒污泥基本成熟后對其添加生活污水。以上反應器的差異化之處在于:反應器R1按照上述常規流程進行;反應器R2的生活污水添加量隨周期變化梯度增加,按照每6 個周期增加20%的比例進行;反應器R3不添加粉末狀活性炭;反應器R4的環境溫度控制在15 ℃(其他3 個反應器均為25 ℃)。
基于以上培養流程,從以下幾個方面對培養效果進行探究。
一是分析污泥沉降速度的變化,該指標是判定是否形成顆粒污泥的關鍵因素。根據相關測定,獲得4 組反應器的污泥培養階段沉降速度變化如圖2 所示。
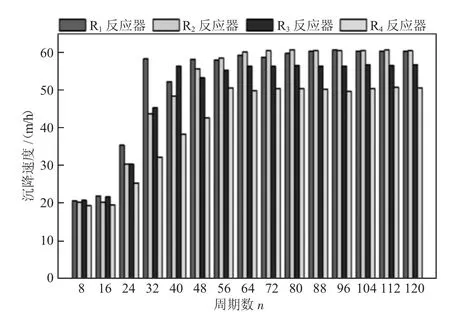
圖2 四組反應器在污泥培養階段的沉降速度變化
根據圖2 可見,隨著培養周期數的增加,各組反應器中污泥的沉降速度均呈現先增加后穩定的態勢。當培養進入第56 周期時,R1和R3中的污泥沉降基本穩定,速度分別為57.9 m/h 和55.3 m/h,可判定好氧顆粒污泥已經在2 個反應器中形成,而R2反應器則需要在第72 周期達到穩定,此時其沉降速度為60.4 m/h,表明水質變化對顆粒污泥形成時間存在一定差異。此外,在低溫反應器R4中,其沉降速度雖然在第56 周期中達到穩定,但速度值相對較低,僅為50.5 m/h,這表明低溫條件下成熟顆粒污泥形成的時間較長[2-3]。
二是分析顆粒污泥培養階段中對COD 的去除效果,經過檢測后得到的數據如圖3 所示。
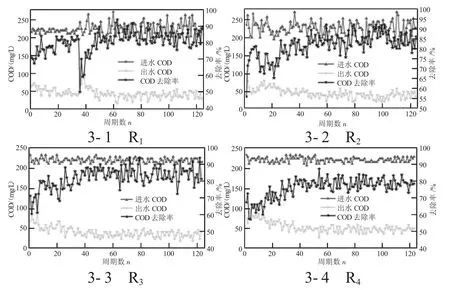
圖3 四組反應器中污泥培養對COD 的去除效果分析
根據圖1 可推斷出以下幾方面的內容:當R1反應器在第35 周期使用生活污水進行處理后,其進水COD 波動加劇,其與污泥中細菌需要對新環境進行適應有關;此后隨著反應周期數的繼續增加,COD出水值開始下降,并趨于穩定,最終去除率為84.5%;在R2反應器中,出水COD 值持續下降,且在第47 周期即達到穩定,最終去除率為83.6%,耗時明顯低于R1反應器,初步推斷其與微生物可逐步適應濃度增加的污水有關;在R3反應器的條件下,進水COD 值未出現明顯波動,出水COD 值隨著反應周期的增加而逐漸降低,最終降低至31.60mg/L,達到了85.4%的去除率,從時間層面來看,其出水COD 達到穩定的時間相對長于R1和R2,其主要原因可能是因R3未添加活性炭而導致絮凝效果不良;在R4反應器中存在著出水COD 波動較為劇烈的情況,且出水COD 值偏高,達到穩定的時間也更長,初步推斷,造成這種情況的原因是低溫抑制了污泥的活性[4]。
三是對不同反應器中污泥的氨氮處理效果進行分析,分析結果如圖4 所示。
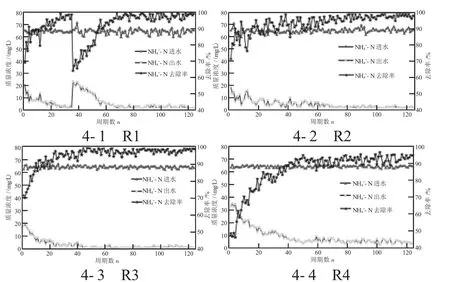
圖4 4 組反應器中污泥對氨氮的去除效果分析
根據圖4 可得出以下幾方面的內容:在R1反應器中,反應初期出水氨氮濃度較高,且波動幅度較大,隨著時間推移,出水氨氮濃度降低,波動幅度減小,去除率逐漸升高,但在水質切換后出水氨氮濃度再次出現波動,而后再繼續下降,最終達到98.9%的去除率;在R2反應器中,出水氨氮濃度在小幅波動中逐漸下降,與微生物逐步適應新環境的情況基本對應,最終該反應器的氨氮去除率在36 周期后趨于穩定,并最終達到95.4%的去除率;在R3反應器中,出水氨氮濃度整體呈現持續下降的態勢,在第54 周期達到穩定,最終去除率為96.5%,略低于R1,其原因可能是未添加活性炭導致微生物難以聚集,進而導致污泥顆粒中的微生物種類數量偏少;在R4反應器中,出水氨氮濃度在波動幅度和整體濃度兩項指標上均較高,其主要原因是溫度偏低導致微生物體內的酶活性不足[5],最終其去除效率為92.6%,在4 組實驗中處于最低水平。
根據以上幾方面的實驗研究后獲知,R1和R2兩個實驗組可獲得較高的COD 和氨氮去除率,且R2的實驗條件下更加有利于顆粒污泥的生成,因此決定采用反應器R2的條件進行后續實驗。
3 實際應用測試
在確定反應器R2的實驗條件為最優參數后,對其實際應用進行測試。在實際測試環節中,將本次制備得到的好氧顆粒污泥置于污水處理工藝當中,首先使用含乙酸鈉的人工配水對其進行培養,而后隨著周期數的增加,使用生活污水逐步替換人工配水(1~8周期為人工配水,9~16 周期人工配水占4/5,17~24 周期人工配水占比為3/5,24~30 周期人工配水占比為1/5,30 周期后進水完全為生活污水),反應器溫度則控制為25 ℃,在一定時間后對其處理效果進行測試,結果顯示,COD 和氨氮的最終處理效率分別為和83.6%和95.9%,去除效率相對較高,具有一定的實際應用價值。
4 結語
整體來看,在本次研究工作中,對污水處理廠的好氧顆粒污泥培養實驗流程進行了初步探究。在此基礎上,對SBR 反應器的相關條件參數進行調整,得到了好氧顆粒污泥培養實驗的最優參數。最后將最優參數條件下的污泥用于實際測試,結果顯示,該污泥的處理效果相對較優,具有一定的應用價值。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55