自動配制靜脈輸液藥物機器人的設計研究
2024-01-16 07:16:48盧中凱夏信堂
中國設備工程 2024年1期
關鍵詞:藥品
盧中凱,夏信堂
(山東大學附屬兒童醫院器材設備管理科,山東 濟南 250000)
目前,我國大多數醫院靜脈輸液藥物由人工配制,配制過程中存在一定的職業危害,如針尖刺傷,西林瓶、安瓶瓶割傷等操作風險,長期進行藥物配制,容易對配藥護士造成藥品飛沫及銳器傷害,嚴重影響其生活質量和生理功能。人工配藥不僅占據了寶貴的醫護資源,而且還會造成人員疲勞過度導致配藥效率低下,差錯率升高。發生如SARS、COVID-19 等突發性公共衛生事件時,人工配藥難以滿足臨床需求。深圳衛邦科技發明的WEINAS 系列配藥機器人每完成一次配藥,均需要人工取藥,人工更換溶媒袋,注射器、清理醫療垃圾及擺放藥品,自動化程度比較低;意大利Health Robotics 公司研制的CytoCare 配藥機器人不僅價格昂貴,而且需要多人值守;加拿大Intelligent Hospital Systems 公司研發的RIVA 是一款比較成功的全自動靜脈藥物配制機器人,但其執行機構過于復雜,占地面積較大。針對以上問題,本文研發設計了一種自動配制靜脈輸液藥物機器人,其成本低廉,結構緊湊,占地面積小,不僅能夠自動存儲輸送待配藥品,批量更換注射器,自動取藥及清理藥物垃圾,而且能夠實現多種規格西林瓶及安瓿瓶藥物的自動配置,提高了配藥效率,節省了寶貴的醫護資源。
1 設計
自動配制靜脈輸液藥物機器人本體結構示意圖如圖1 所示,其機械系統主要包括層流凈化裝置模塊、多功能配藥機械手模塊、藥品自動輸送裝置模塊、三坐標取藥機械手模塊、藥品輸出裝置模塊、注射器儲存裝置模塊及廢料儲存裝置模塊,機器人系統的整體尺寸為長1170 ㎜、寬780 ㎜、高2000 ㎜、總重量約為1200 ㎏。
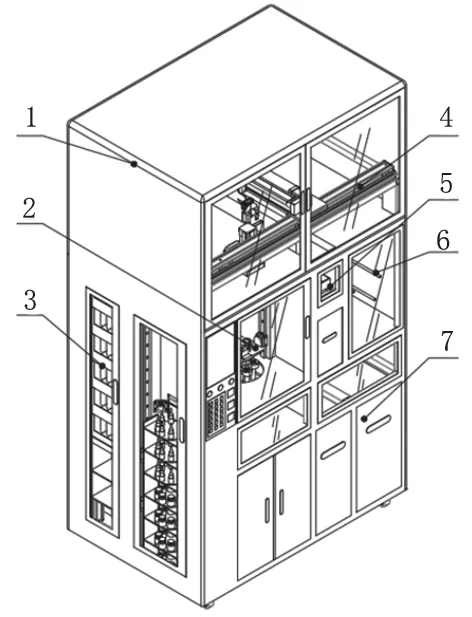
圖1 自動配制靜脈輸液藥物機器人本體結構示意圖
為了保證配藥環境的潔凈度,自動配制靜脈輸液藥物機器人頂部安裝層流凈化裝置模塊,左側空間內設置有藥品自動輸送裝置模塊,上部空間內設置了與藥品自動輸送裝置模塊銜接的三坐標取藥機械手模塊,三坐標取藥機械手模塊下部設置有多功能配藥機械手模塊,多功能配藥機械手模塊的右側設置藥品輸出裝置模塊和注射器儲存裝置模塊,注射器儲存裝置模塊下部設置有廢料儲存裝置模塊。
1.1 多功能配藥機械手模塊的設計
多功能配藥機械手模塊整體結構分為上層模塊、中層模塊和下層模塊三部分,各部件之間均采用螺栓固定,多功能配藥機械手模塊整體結構示意圖如圖2 所示。
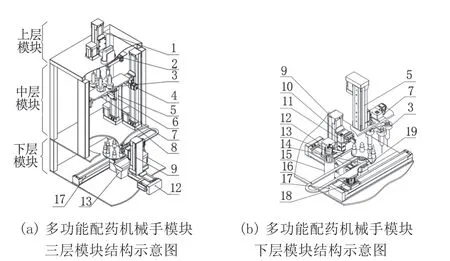
圖2 多功能配藥機械手模塊整體結構示意圖
上層模塊設置有自動打印裝置和溶媒袋固定夾手。自動打印裝置用于打印患者用藥信息,將信息自動黏貼在溶媒袋固定夾手所夾持的溶媒袋上。
中層模塊設置有旋轉固定板、定量抽吸機械手、第一旋轉電機、第二旋轉電機、第一豎直運動機械手、注射器固定盤。定量抽吸機械手及第二旋轉電機均安裝在旋轉固定板上,通過第一旋轉電機帶動旋轉固定板上的部件進行180°轉動,在第一豎直運動機械手的作用下,實現注射器插入和拔出藥瓶和溶媒袋的動作;通過第一旋轉電機帶動注射器固定盤旋轉以實現注射器固定盤上注射器的更換使用;通過定量抽吸機械手夾持注射器活塞桿進行定量抽吸注射藥品。
下層模塊設置有第一水平運動機械手、精密氣缸、托盤架、旋轉托架、第四旋轉電機、消毒系統、藥瓶夾手、第二豎直運動機械手、第三旋轉電機、第二水平運動機械手、廢料漏斗。在第二水平運動機械手和精密氣缸的作用下,實現托盤架的水平運動和上下運動,以同步完成托盤架自藥品輸送裝置藥瓶取藥工位取藥移動安放至旋轉托架工位和空藥瓶輸送至廢料代取工位,第四旋轉電機帶動旋轉托架動作以實現待用藥品旋轉至藥瓶夾手下部的開啟藥瓶工位和注射器抽吸藥品工位,藥瓶開啟前,在消毒系統的作用下對藥瓶進行消毒殺菌。藥瓶夾手在第二豎直運動機械手的作用下實現夾取藥瓶豎直運動,在第三旋轉電機的作用下,實現開啟藥瓶和藥品搖勻動作;第二豎直運動機械手在第一水平運動機械手的作用下,夾持開啟的藥瓶廢料運動到廢料漏斗上方,將藥瓶廢料丟進廢料漏斗滑入廢料儲存裝置模塊。
1.2 藥品自動輸送裝置模塊的設計
藥品自動輸送裝置模塊如圖1 中3 所示,其內部由流利條、固定架、溶媒袋盛放盒、溶媒袋托盤、直線導軌、輸送機械手、視覺檢測裝置、藥瓶托盤、藥瓶盛放盒組成。
為減小摩擦,將滑動摩擦變為滾動摩擦,采用流利條安裝在固定架上,以便于溶媒袋盛放盒上下運動;溶媒袋盛放盒通過卡槽層層疊放后最下層溶媒袋盛放盒再通過卡槽安裝在溶媒袋托盤上,溶媒袋托盤安裝在直線導軌和輸送機械手上;視覺檢測裝置安裝在固定架上,用于檢測西林瓶和安瓿瓶,藥瓶托盤固定在直線導軌和輸送機械手上,藥瓶盛放盒通過定位孔安裝在藥瓶托盤上;兩條直線導軌和兩套輸送機械手分別安裝在溶媒袋自動儲存輸送側和藥瓶自動儲存輸送側的固定架上,以實現溶媒袋和藥瓶獨立輸送至各自取藥工位,以便于三坐標取藥機械手模塊和多功能配藥機械手模塊取藥。
1.3 三坐標取藥機械手模塊的設計
三坐標取藥機械手模塊主要包括X 軸機械手、Y 軸機械手、Z 軸機械手、取藥夾手和安裝架組成,安裝架采用焊接固定,其余部件采用螺栓固定,其結構示意圖如圖3 所示。
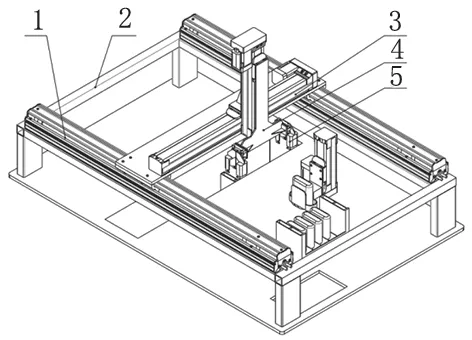
圖3 三坐標取藥機械手模塊結構示意圖
兩側的X 軸機械手固定在安裝架上,Y 軸機械手固定在兩個X 軸機械手上部,Z 軸機械手固定在Y 軸機械手上,取藥夾手固定在Z 軸機械手上,X、Y、Z 三個機械手聯動以實現取藥夾手抓取溶媒袋盛放盒,并夾取溶媒袋放置在溶媒袋固定夾手上進行配藥,待配制完成后,取藥夾手再將溶媒袋夾取放置在藥品輸出裝置模塊內等待輸出。
1.4 藥品輸出裝置模塊的設計
藥品輸出裝置模塊包括輸出機械手、承載盒和輸出裝置盛放盒輸出機械手安裝在輸出裝置盛放盒內,承載盒固定在輸出機械手上,輸出裝置盛放盒固定在整套系統的框架上,當三坐標取藥機械手模塊將放置在承載盒上的溶媒袋盛放盒擺滿配置完成的藥品后,通過輸出機械手送至人工取藥的窗口。
1.5 廢料儲存裝置模塊的設計
廢料儲存裝置模塊包括廢料滑道、夾手、第一旋轉機械手、廢料盒、第二旋轉機械手、藥品盛放盒回收箱,各部件之間采用螺栓固定。
廢料滑道連接廢料漏斗與廢料盒,將廢料由廢料漏斗滑入廢料盒,夾手處于廢料代取工位,以夾取托盤架輸送的裝有空藥瓶的藥瓶盛放盒,由第一旋轉機械手旋轉180°將藥瓶盛放盒中的空藥瓶倒入廢料盒中,再由第二旋轉機械手旋轉180°將藥瓶盛放盒放入藥品盛放盒回收箱,以便藥瓶盛放盒消毒后再利用。
1.6 層流凈化裝置模塊及注射器儲存裝置模塊的設計
將層流凈化裝置模塊采用螺栓固定安裝在機器人的最頂部,以便于更好地對機器人內部進行凈化,保障配藥環境的潔凈度。注射器儲存裝置模塊安裝在機器人的最右側,內部可以有序放置裝滿注射器的注射器固定盤,以便于快速更換多功能配藥機械手模塊使用完成的注射器。
根據安瓿瓶、西林瓶及注射器的常規規格設計相對應的安瓿瓶、西林瓶藥品及注射器的盛放模塊以便達到快速更換藥品和注射器的目的,提高配藥效率。
1.7 電機選型
多功能配藥機械手模塊中第四旋轉電機選用伺服電機,其選型步驟如下:藥品及藥瓶托盤的總重量即為負載M 大約1.5kg,藥瓶托盤直徑為150mm,最高轉速60rpm。
負載部分的慣量:JL=MD2/8=1.5×225/8=42.2 kg·cm2;假設減速機減速比為1∶R, 則折算到伺服電機軸上負載慣量為42.2∶R2,按照負載慣量JL/ 電機轉子慣量JM<3 倍的原則,如果選擇50W 伺服電機,JM=0.0035kg·cm2,則42.2/R2<3×0.0034,R >64,輸出轉速r=3000/64=47rpm,不能滿足要求。如果選擇100W 伺 服 電 機,JM=0.0098(kg·cm2),則42.2/R2<3×0.0098,R >38,輸出轉速r=3000/38=79rpm,根據以上計算,第四旋轉電機選擇松下MSME 100W 伺服電機滿足要求。
根據同樣的選型方法第一旋轉電機選擇MSME 150W伺服電機,第二旋轉電機選擇MSME 75W 伺服電機,第二旋轉電機選擇MSME 50W 伺服電機,其余單軸移動式機械手均采用不同行程的MISUMI 單軸機器人RS3 馬達并列型。
輸送機械手采用伺服電機驅動滾珠絲杠完成藥品輸送,其伺服電機選型步驟如下:藥品、藥瓶托盤及藥瓶盛放盒的總重量即為負載WA大約20kg,滾珠絲杠長度BL為1m,滾珠絲杠直徑BD為0.04m,滾珠絲杠螺距BP為0.04m,滾珠絲杠效率Bη為0.9,移動距離0.6m,聯軸器慣性JC=10×10-6(kg·cm2);加速時間ta為0.1s,勻速時間tb為0.8s,減速時間td為0.1s,循環時間tc為30s,移動距離0.6m。
滾珠絲杠質量為:
負載部分的慣量:
慣量比為
若選1.5kW,
最高速度
1/2×ta×Vmax+tb×Vmax+1/2×td×Vmax=0.6m,最高速度
轉速
(2kW 伺服電機額定轉速);
移動轉矩
加速轉矩
減速轉矩
有效轉矩
(2kW 伺服電機額定轉矩);
根據以上計算,選擇松下MSME 2kW 伺服電機。
三坐標取藥機械手模塊中,X 軸機械手采用MISUMI單軸機器人RSH5 直柱型,Y 軸機械手和Z 軸機械手采用不同行程的MISUMI 單軸機器人RS3 馬達并列型。輸出機械手采用MISUMI 單軸機器人RS3 馬達并列型,廢料儲存裝置模塊中旋轉電機均采用MSME 50W 伺服電機。
2 使用方法
由于單臺自動配置靜脈輸液藥物機器人占地面積較小,其既可以在臨床科室和輸液中心單機使用,也可以在靜配中心多臺機器人聯機使用。
當在臨床科室及輸液中心護士使用自動配置靜脈輸液藥物機器人進行配藥時,醫生下達處方傳輸至機器人系統,經過機器人系統處方數據審核無誤后,通過顯示器提示需配制藥品的擺放順序,護士根據提示按照順序將瓶裝藥品和溶媒袋藥液分別擺放在藥瓶盛放盒和溶媒袋盛放盒中,分別將盛放藥品的藥瓶盛放盒和溶媒袋盛放盒放在指定的藥瓶托盤和溶媒袋托盤上,準備就緒后,點擊顯示器中的開始配藥按鈕進行自動配藥,大約40s左右配置完成,提示取出配置完成的藥品,護士根據提示取出藥品給患者用藥。
在配藥過程中,可以隨時添加其余患者的配藥信息,為其余患者擺放待配藥品,以提高配藥效率。
當在靜配中心配藥時,因相同配藥處方數量較多,可以采用多臺機器人聯機的流水線式配藥方式,配藥護士只負責將同種待配藥品放在同一機器人的藥品自動輸送裝置模塊中,由機器人自動加藥,按照配藥順序將上一機器人加藥完成的溶媒袋藥液轉入下一機器人進行加藥直至藥液配制完成,配藥期間需要護士按時更換注射器。
3 創新點
本文設計的自動配制靜脈輸液藥物機器人相比國內外研制的配藥機器人創新點如下。
(1)增加了藥品自動儲存輸送裝置,將待配藥品按照順序排放在儲存裝置中,為保證配藥過程的連續性,可以隨時增加待配藥品,提高了配藥效率。
(2)針對配藥流程及西林瓶、安瓿瓶藥品規格的多樣性,對多功能配藥機械手模塊進行分層次的模塊化設計,各模塊之間相互緊密配合完成配藥,實現一機多能。
(3)增加了藥品輸出裝置模塊和廢料儲存裝置模塊,每袋藥品配制完成后,無須打開艙門人員干預取藥和清除醫療垃圾,保證機器人內部配藥環境的潔凈度和配藥的連續性。
(4)自動配制靜脈輸液藥物機器人占地面積小,操作簡單,既可以適用于臨床科室及輸液中心進行單機配藥,也可以適用于靜配中心聯機流水線式配藥。
4 結語
本文研發設計的自動配制靜脈輸液藥物機器人結構設計合理,操作簡單,節省了人力成本,不僅解決了待配藥品的儲存及輸送問題,而且能夠對多種規格的安瓿瓶及西林瓶藥品進行配制,實現了自動取藥及自動清除醫療垃圾的功能,保證了配藥環境的潔凈度,提高了配藥的效率,降低了配藥的差錯率,能夠快速高效地應對如SARS、COVID-19 等突發疫情造成的靜脈輸液藥物的急劇增長,緩解醫護人員的救治壓力。
猜你喜歡
中國合理用藥探索(2022年1期)2022-11-26 00:22:32
世界最新醫學信息文摘(2021年12期)2021-06-09 08:36:56
小學生優秀作文(低年級)(2018年6期)2018-05-19 01:54:28
消費導刊(2017年20期)2018-01-03 06:27:16
中國衛生(2016年6期)2016-11-23 01:09:08
中國衛生(2016年5期)2016-11-12 13:25:28
中國藥物應用與監測(2015年5期)2015-12-11 03:15:54
中國衛生(2015年9期)2015-11-10 03:11:14
中國衛生(2015年5期)2015-11-08 12:09:48
中國衛生(2015年4期)2015-11-08 11:15:58