海底多金屬硫化物采掘機構滾筒切削特性研究①
2024-01-20 10:21:44劉效松李滿紅王建華
礦冶工程 2023年6期
吳 卓, 鄭 皓, 劉效松, 李滿紅, 王建華
(長沙礦冶研究院有限責任公司 深海礦產資源開發利用國家重點實驗室,湖南 長沙 410012)
陸地礦產資源的不斷開發使得礦產資源量日趨匱乏,人們不得不把目光轉向深海采礦。 目前具有開采前景的海底礦產資源主要有多金屬結核、富鈷結殼、多金屬硫化物及富稀土沉積物等,其中,多金屬硫化物因金屬品位高、賦存深度較淺、距離陸地較近等優點成為深海采礦的重點對象[1]。
海底多金屬硫化物的開采首先是將其從礦床上剝離。 國內外針對海底多金屬硫化物的剝離提出了多種切削方法,使用較多的是螺旋滾筒切削[2-7]。 滾筒是深海采礦設備中將多金屬硫化物從礦床剝離的關鍵部件,為提高滾筒工作性能,國內外學者開展了大量研究,主要集中在端盤截齒切向安裝角、軸向傾斜角和二次旋轉角對截齒載荷的影響[8],滾筒排布方式對截割性能的影響[9],滾筒截割方向對載荷的影響[10],兩滾筒中心距、牽引速度、轉速對破碎性能的影響[11]等方面。 滾筒工作性能除了受到結構參數的影響外,還受到工作參數的影響。 本文采用棋盤式截齒排列的單滾筒,根據采礦車的實際作業工況進行數值模擬,分析不同切削厚度、轉速、牽引速度對滾筒切削性能的影響,為采礦車開采工藝提供參考依據。
1 仿真模型的構建
1.1 滾筒模型處理
滾筒主要由筒轂、截齒、齒座組成,通過三維軟件對滾筒模型進行繪制。 滾筒截齒采用棋盤式排列,沿6 條螺旋線排布截齒,每條螺旋線沿周向間隔120°,上側3 條螺旋線在下側3 條螺旋線基礎上沿周向偏移60°對截齒進行排列,每條螺旋線上布置6 個截齒,由兩端向中間布置。 每條螺旋線的初始位置前沿周向布置3 個具有側邊角的截齒,使得每個工作面上均有3 個截齒參與切削。 滾筒截線距40 mm,螺旋升角20°,截齒安裝角45°。 棋盤式截齒排列展開圖如圖1 所示,滾筒結構如圖2 所示。
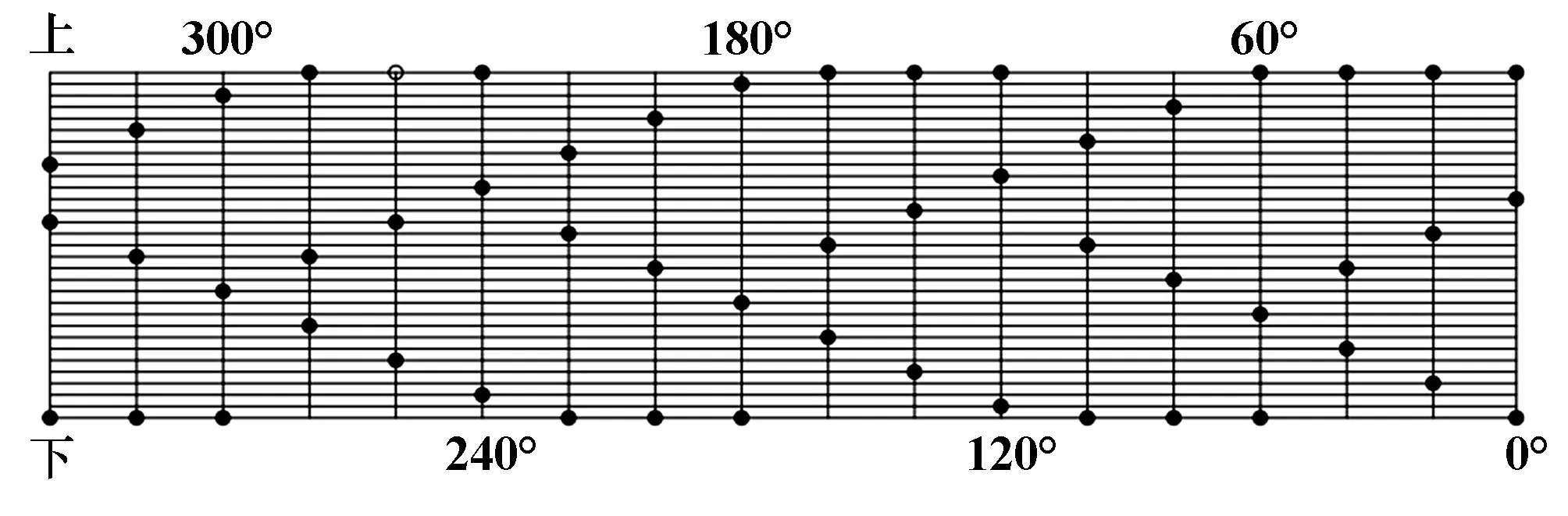
圖1 棋盤式截齒排列展開圖
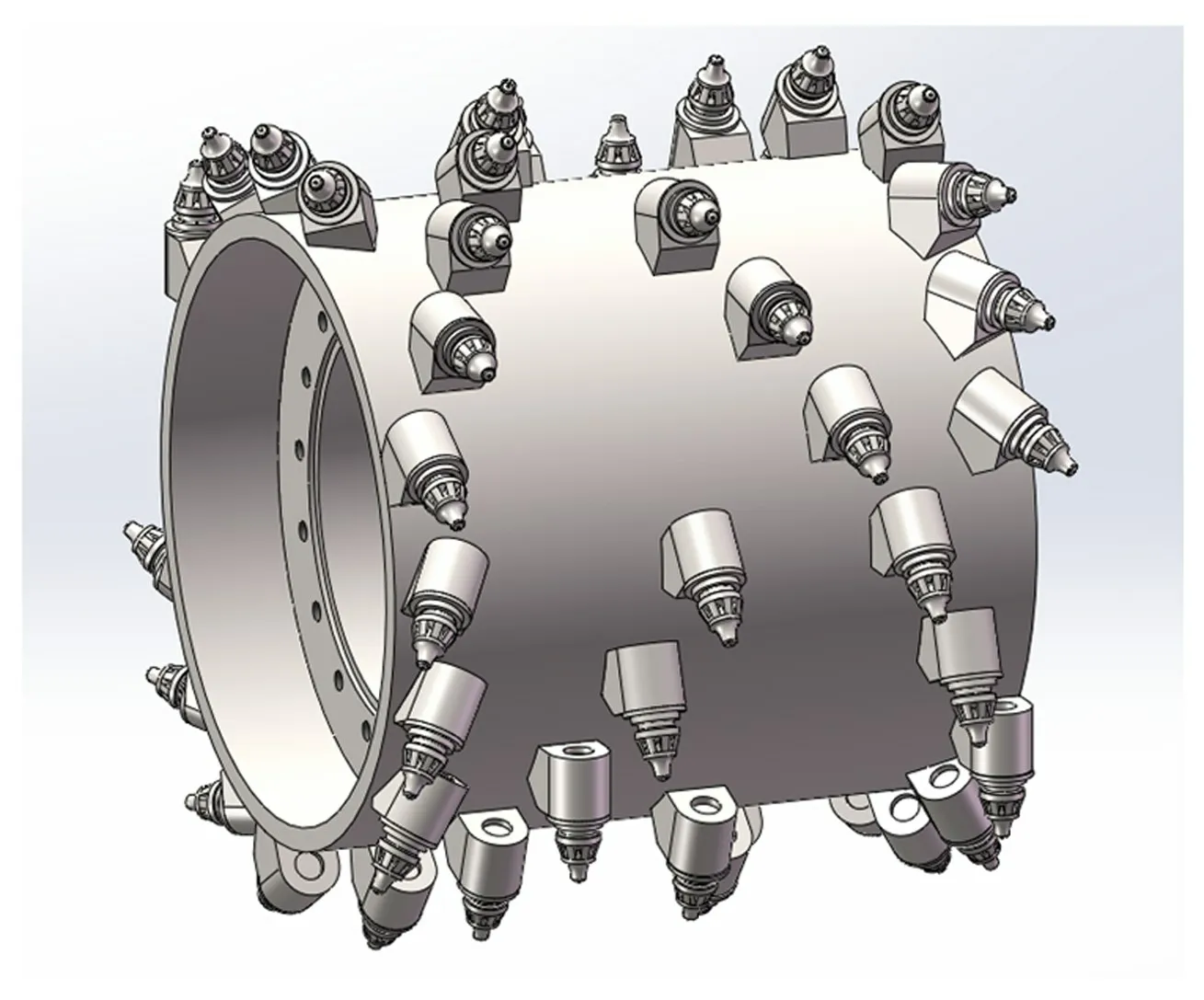
圖2 滾筒結構圖
1.2 切削模型的建立
將建立好的滾筒模型導入離散元軟件中進行仿真分析時,為確保分析模型的精確性,需要對滾筒模型進行網格劃分。 建立多金屬硫化物礦床模型,尺寸為1 200 mm×600 mm×200 mm,為符合實際工況,礦床截割出與滾筒切削直徑具有相似形狀的圓弧面。 礦床中多金屬硫化物密度、彈性模量、泊松比、抗壓強度、內聚力和內摩擦角分別為2 600 kg/m3、11.5 GPa、0.11、10.24 MPa、2.447 MPa、38.04°[12]。 多金屬硫化物礦床由半徑8 mm 的顆粒粘結而成,建立過程中,采用Hertz-Mindlin 粘結接觸模型模擬多金屬硫化物顆粒間的粘結,采用Hertz-Mindlin 無滑動接觸模型模擬顆粒與滾筒的接觸。 試驗中得到的顆粒間粘結參數[12]見表1。 礦床生成完畢后的顆粒數量為35 125 個,顆粒粘結鍵為163 981 個。
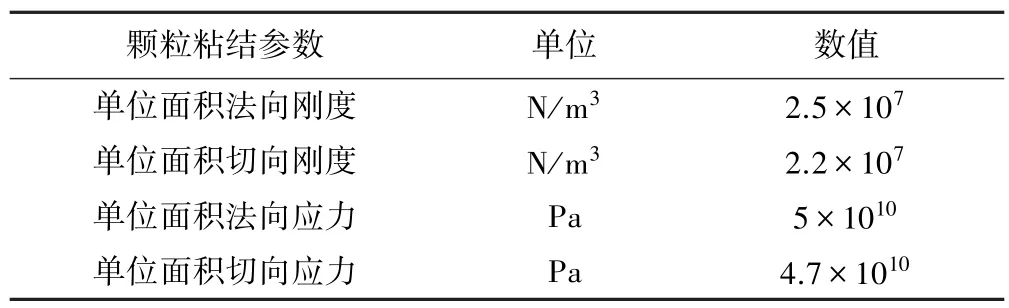
表1 多金屬硫化物離散元模型的粘結接觸參數
滾筒切削模型如圖3 所示。 滾筒通過直線進給和旋轉運動對多金屬硫化物進行切削。 滾筒在對多金屬硫化物進行切削時,破碎效果除了受滾筒本身結構、多金屬硫化物物理力學特性影響外,還受滾筒工作參數的影響。 本文主要從滾筒切削厚度、轉速、牽引速度3 個工作參數,通過切削阻力、產能和比能耗來評價滾筒的切削性能。
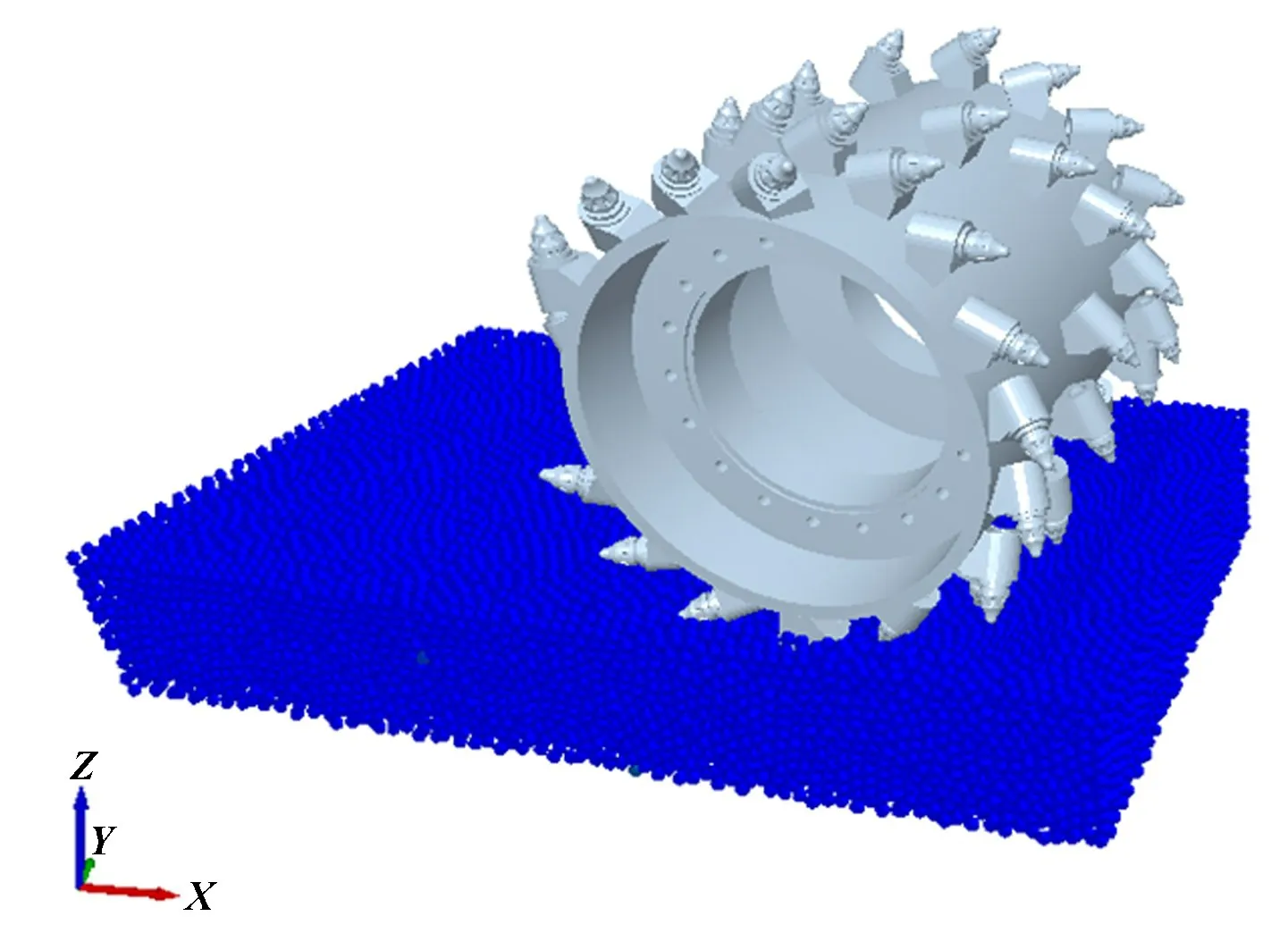
圖3 滾筒切削模型
切削阻力是反映滾筒工作性能和設計切削設備的重要指標,可直接通過軟件處理分析得出。
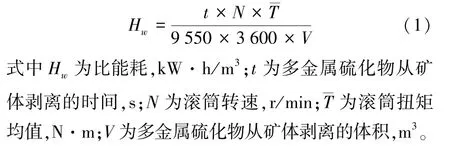
比能耗反映滾筒切削單位體積多金屬硫化物時所消耗的能量,計算公式為:
產能是反映滾筒單位時間內能否達到生產需求的關鍵指標,計算公式為:
式中Q為產能,t/h;ρ為海底多金屬硫化物的密度,kg/m3。
2 計算結果與分析
2.1 切削厚度對切削特性的影響
滾筒轉速90 r/min、牽引速度0.1 m/s 條件下,分析了不同切削厚度對滾筒切削性能的影響,結果見圖4。從圖4 可以看出,隨著切削厚度增加,產能近似成線性增加。 這是由于切削厚度增大,切削橫截面積增大,隨著滾筒不斷向前進給,單位時間內剝離多金屬硫化物的體積增大。 切削阻力隨切削厚度增大而增大。 滾筒切削礦體的橫截面積變大,大面積的向前進給切削會增大滾筒的切削阻力。 比能耗隨切削厚度增加而減小。 由式(1)可知,比能耗與體積成反比關系,故在切削過程中,隨著切削厚度增大,多金屬硫化物顆粒從礦體剝離的體積逐漸增多,比能耗減小。
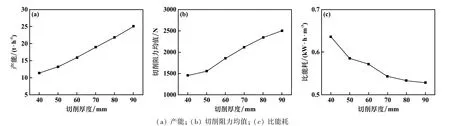
圖4 切削厚度與切削性能的關系
綜合上述分析,切削厚度太大,滾筒受力過大,會加劇截齒磨損,影響使用壽命;切削厚度太小,產能會減小,滾筒比能耗會增大。 切削厚度宜取50~70 mm。
2.2 轉速對切削特性的影響
滾筒牽引速度0.1 m/s、切削厚度70 mm,轉速對滾筒切削性能的影響見圖5。 由圖5 可見,隨著轉速增加,相同牽引速度下滾筒向前切削礦體的位移量減小,剝離的體積減小,產能隨之減小,但由于轉速的增量較小,位移變化量較小,產能變化幅值較小。 切削阻力均值隨著轉速增大而減小。 滾筒轉速較低時,單位時間內參與截齒的數量較少。 截齒通過擠壓來切削礦體,需要較大的切削力,隨著轉速增大,單位時間內參與切削的截齒數量增多,截齒對礦體的瞬時沖擊加劇,加速了礦體內部裂紋的擴展,切削阻力減小。 比能耗隨著轉速增大而增大。 比能耗同時受到轉速、扭矩和剝離體積的作用,轉速增加,扭矩減小,雖然滾筒剝離的體積變化很小,但比能耗增加。
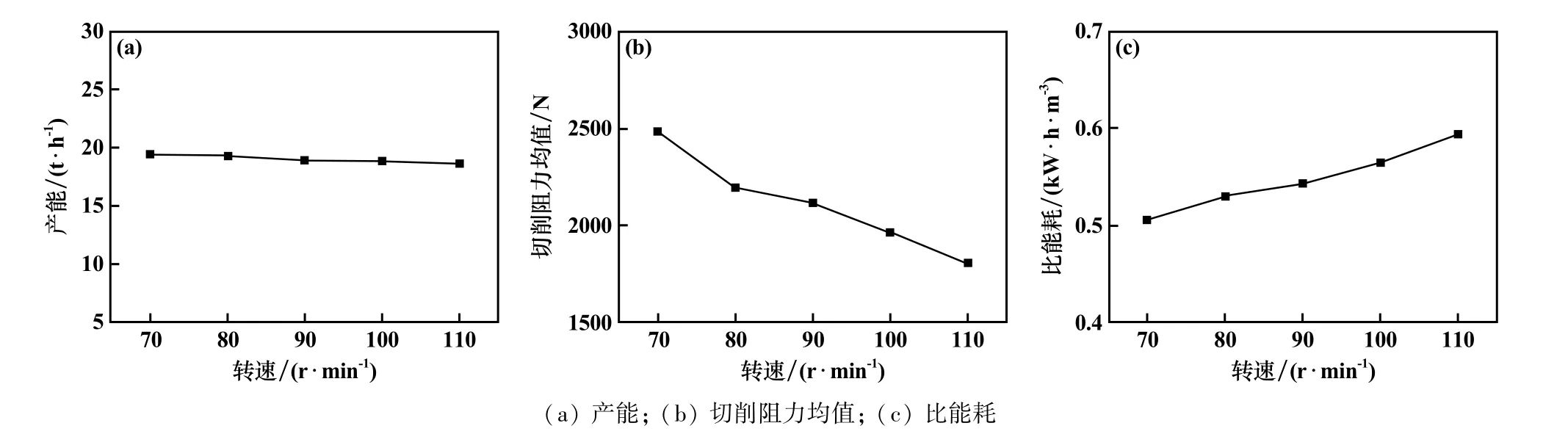
圖5 轉速與切削性能的關系
綜上所述,低轉速雖然比能耗較小,但會增大滾筒的切削阻力,使截齒磨損加劇;高轉速雖然切削阻力較小,但比能耗較大,會增大能量損耗。 因此,適宜的轉速為80~100 r/min。
2.3 牽引速度對切削特性的影響
滾筒切削厚度70 mm、轉速90 r/min,牽引速度對滾筒切削性能的影響見圖6。 由圖6 可見,隨著牽引速度增加,產能和切削阻力均值增加,比能耗降低。 牽引速度增加,滾筒切削深度增大,被剝離的多金屬硫化物體積量增大,產能和滾筒所受切削阻力增大,比能耗降低。
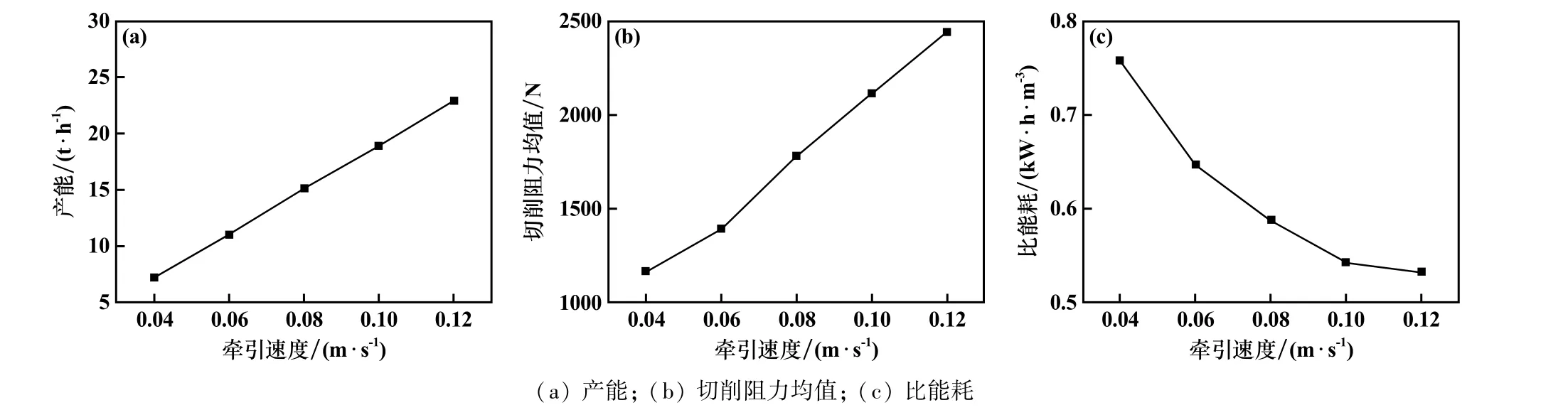
圖6 牽引速度與切削性能的關系
綜合上述分析可知,低牽引速度時滾筒的切削阻力和扭矩較小,但比能耗較大,產能也會減少;高牽引速度時比能耗較小,但切削阻力較大,不利于設備的穩定工作。 適宜的牽引速度為0.06~0.10 m/s。
2.4 正交試驗
滾筒切削性能受到多因素耦合的作用,而基于單因素試驗法分析切削厚度、轉速、牽引速度對切削性能的影響難以得到滾筒的最優工作參數。 根據單因素試驗法分析得出的工作參數取值范圍,選擇切削厚度、轉速、牽引速度三因素,每個因素選取3 個水平,得到三因素三水平正交試驗表如表2 所示,正交試驗結果見表3,極差分析結果見表4。

表2 三因素三水平正交試驗表
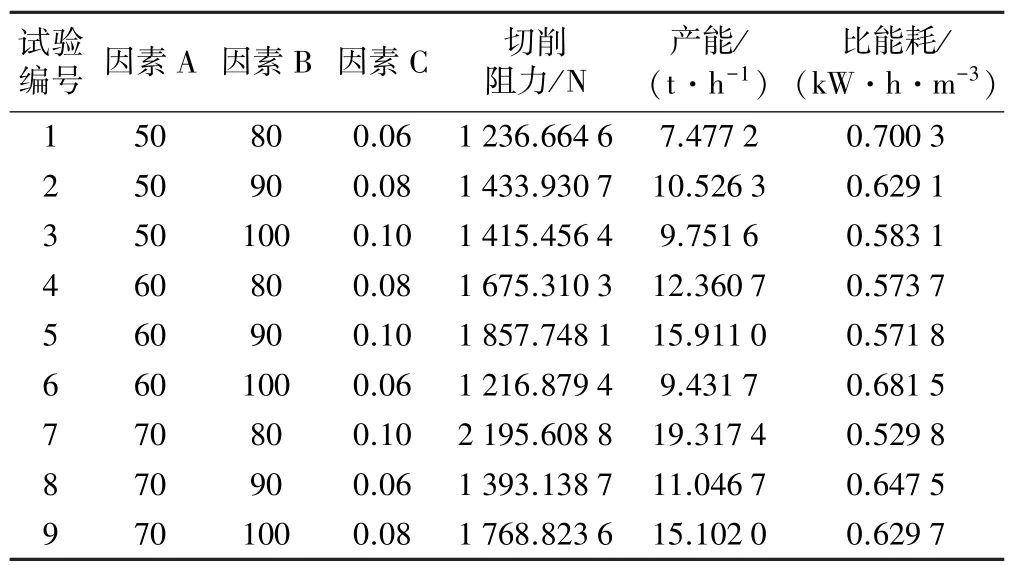
表3 正交試驗結果

表4 極差分析結果
從表3 ~4 可以看出,隨著切削厚度增加,切削阻力逐漸增大、產能逐漸增大、比能耗逐漸減小;隨著轉速增加,切削阻力逐漸減小、產能逐漸減小、比能耗逐漸增大;隨著牽引速度增大,切削阻力逐漸增大、產能逐漸增大、比能耗逐漸減小。
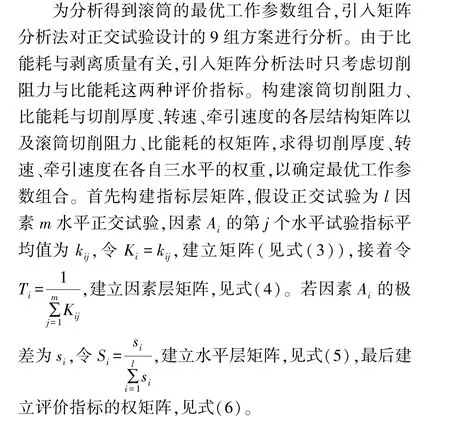
通過上述公式可求出評價指標在各因素各水平下的權重。 由權重大小計算出最優切削方案,兩種評價指標值越小越好。
權矩陣計算公式為:
式中ω1為滾筒切削阻力權矩陣;ω2為滾筒比能耗權矩陣;M1為滾筒切削阻力均值矩陣;M2為滾筒比能耗均值矩陣;T1為三因素的滾筒切削阻力均值之和的倒數矩陣;T2為三因素的滾筒比能耗均值之和的倒數矩陣;S1為滾筒切削阻力的極差矩陣;S2為滾筒比能耗的極差矩陣。
為得出最優工作參數組合,將兩種評價指標的權矩陣取均值計算得到總權矩陣ω:
由上述計算結果可知,A1、B3、C1權重最小,故最優方案為A1B3C1,得到滾筒的最優工作參數為切削厚度50 mm、轉速100 r/min、牽引速度0.06 m/s。
3 試驗驗證
在實驗室搭建了海底多金屬硫化物切削試驗系統,試驗系統主要包括海底多金屬硫化物采掘一體化樣機、控制平臺和多金屬硫化物模擬料,如圖7 所示。
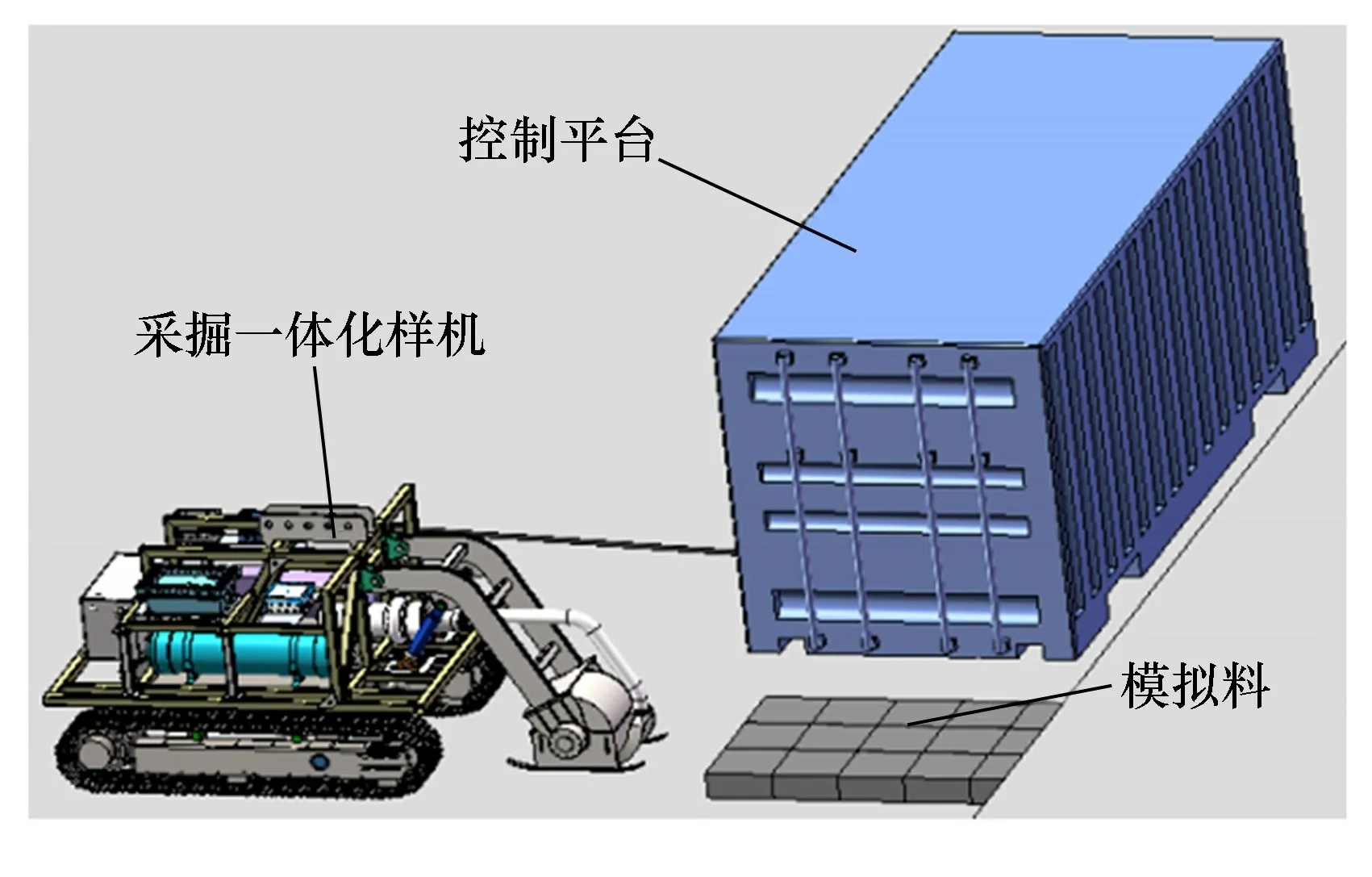
圖7 海底多金屬硫化物切削試驗系統圖
在進行切削試驗時,主要利用壓力傳感器和流量傳感器對破碎馬達的壓力和流量進行實時監測,通過換算分析得到滾筒在最優工況下的切削性能參數。
在切削厚度50 mm、轉速100 r/min、牽引速度0.06 m/s 工況下進行數值模擬與岸上切削試驗,得到的數值模擬和試驗切削性能結果統計于表5 中。 結果表明,仿真結果與試驗結果吻合,驗證了仿真分析得到的最優工作參數是可靠的。

表5 最優工作參數下數值模擬與試驗結果對比
4 結 論
采用棋盤式截齒排列滾筒,基于離散單元法對不同工況下滾筒的切削過程進行數值模擬,結論如下:
1) 隨著切削厚度增加,滾筒產能、切削阻力逐漸增大,比能耗逐漸減小。
2) 隨著轉速增加,滾筒產能逐漸減小,但減小幅值較小,切削阻力逐漸減小,比能耗逐漸增大。
3) 隨著牽引速度增加,滾筒產能、切削阻力逐漸增大,比能耗逐漸減小。
4) 由矩陣分析法計算可知,滾筒最優工作參數為:切削厚度50 mm、轉速100 r/min、牽引速度0.06 m/s。