關鍵化工裝置聲發射在線監測案例分析
2024-02-02 00:42:56陳思宇劉瑞瑞洪天越
石油化工設備 2024年1期
許 明,陳思宇,劉瑞瑞,洪天越
(新疆維吾爾自治區特種設備檢測研究院,新疆烏魯木齊 830011)
化工生產企業中,關鍵核心設備的工作狀態直接影響整個生產鏈條的連續運行,因此其長周期不停產運行的要求極高,需要在日常設備管理中采取合適的方法對此進行重點關注。聲發射技術是一種監測材料在應力作用下缺陷活動狀態的無損評價方法[1-3],其動態檢測特性,更適宜于設備的整體安全狀態監測與預警、結構完整性評價等。文中以某一含缺陷高壓軟質產品分離器的在線健康監測為案例,介紹聲發射在線監測方法的技術應用。
1 設備檢修及故障處理方案
某企業軟質產品分離器現場圖見圖1。此設備是該企業煉化生產的核心工藝裝置(共有2臺),單臺設計壓力37.5 MPa,設計溫度8.76 ℃,材質A508 Gr3 C1.1,總體為立式圓筒形,上端為封頭平蓋結構,下端為標準橢圓封頭結構,總體積4 m3。筒體外徑1.15 m,高度4 m,壁厚34 mm。

圖1 軟質產品分離器現場圖
在某次停產檢驗過程中,檢出這2 臺軟質產品分離器有不同程度的焊縫埋藏缺陷。初步確定的缺陷類型為裂紋缺陷,缺陷長度為158 mm,深度在21~26 mm。這種埋藏缺陷的維修難度非常大,一般需要拆除設備并返廠維修,維修周期在2~3 個月甚至更長,遠遠超出企業十幾天的大修周期,將導致長時間的停產,嚴重影響整個企業的連續運行,預估的損失巨大。
為解決連續生產難題,經過綜合技術評估后決定,改返廠維修為更換新設備,在新設備采買到位前采用保守措施對生產設備進行在線狀態實時監測,在限定條件下保障設備安全運行。措施及其實施方案為,①對軟質產品分離器進行聲發射檢測,找出缺陷在不同載荷條件下的活性狀態及其安全邊界。②采用合于使用評價方法對軟質產品分離器進行容限計算,確定其臨界使用條件的安全性。③通過降低使用載荷(包括溫度、壓力、流速等),使設備可以在監控條件下使用至其具備換新條件。文中介紹方案第1 步聲發射檢測的實施要點和數據分析詳情。
2 裂紋缺陷聲發射檢測操作要點
2.1 聲發射傳感器布置
選取2 臺軟質產品分離器中的1 臺進行壓力加載過程的聲發射檢測,檢測時設備上的檢測器布置見圖2。檢測器包括上焊縫沿環向布置的6個傳感器(對應的傳感器對象及其位置編號為1~6,統稱為環向傳感器),裂紋缺陷位置周圍的1 個重點監測定位組(由4 個傳感器組成,對應的傳感器對象及其位置編號為13~16,統稱為定位傳感器)。

圖2 聲發射傳感器布置示圖
2.2 壓力試驗方法
進行軟質產品分離器的加壓(圖3),在此過程中監測缺陷的活動狀況,并據此推斷設備的安全臨界工況,從而為制定容器的監控使用條件提供基礎數據支撐。

圖3 聲發射檢測壓力加載過程載荷曲線
加壓方案(圖3)原計劃采用兩次加載循環,其中第一次加載過程分4 個階段進行,最終使容器內部的壓力達到37.5 MPa,當方案執行到27~30 MPa 升壓過程時,檢測到了大量的高幅值聲發射信號,此信號表明容器內部的缺陷開始了劇烈擴展,此時已完全可以對缺陷進行評判而無需繼續升壓。為了安全起見立即停止加載,并將壓力快速泄放至無壓力狀態。在整個加載過程中,升壓速度均為0.2 MPa/min,各保壓階段時間為10 min,其中在30 MPa 時的保壓由于缺陷開裂影響在持續5 min 后緊急停止。
3 壓力試驗聲發射檢測數據分析
3.1 升壓過程
軟質產品分離器聲發射檢測升壓階段傳感器信號數據圖見圖4~圖7。其中,圖4 和圖5 分別是3 號傳感器信號的幅值- 時間關系圖和能量-時間關系圖,其他5 個環向傳感器的信號圖數據分布具有類似的規律,選取3 號傳感器信號數據圖為代表進行分析。

圖4 升壓階段傳感器信號幅值-時間關系散點圖

圖5 升壓階段傳感器信號能量-時間關系散點圖
分析圖4 和圖5 可知,分離器內部壓力達到25 MPa 之前,設備表面并未形成有效的聲發射定位源,且各傳感器采集到的信號能量均處于較低水平[4-7](大部分小于5),基本可以確定為加載過程中金屬結構內部的摩擦信號,以及法蘭連接密封面在載荷作用下的張緊力發出的聲發射信號,設備內部的缺陷始終處于死缺陷狀態,未發生活性擴展,在此壓力下該缺陷不影響容器整體安全。在壓力從25 MPa 向30 MPa 升高階段,各通道采集到的聲發射事件數量逐漸增多,在27 MPa 時出現了簇狀的瞬時密集突發信號[8-9],這些信號能量超過200(一般情況下聲發射信號中的能量作為無量綱單位,其物理意義是聲發射信號波形包絡線的面積,具體針對該聲發射信號其物理表征單位是10 μV·s),幅值達到60 dB。
出現這種現象的主要原因是由于隨著壓力的上升,缺陷端部積聚的能量超過了開裂所需的斷裂極限,因此開始擴展。此推斷與軟質產品分離器材料的力學特性是一致的,A508 Gr3 C1.1 材質為高強度合金鋼,其硬度高于低碳鋼,在外載荷達到某一極限時,材料內部的缺陷會瞬時開裂,從而產生突發性的聲發射信號,進而被傳感器接收到,意味著缺陷此時已經處于高度活躍狀態,其幾何尺寸在逐漸增長,從而嚴重影響容器的整體安全裕度。
升壓階段上焊縫線缺陷定位圖見圖6,升壓階段13~16 號傳感器區域定位圖見圖7。

圖6 升壓階段上環焊縫線缺陷定位圖
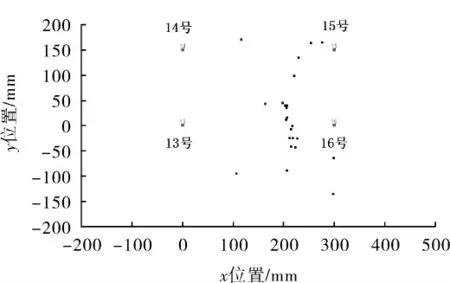
圖7 升壓階段13~16 號傳感器區域定位圖
分析圖6 和圖7 可知,4 號傳感器與5 號傳感器之間的環焊縫出現了明顯的聲發射事件集中,這與實際的焊縫缺陷檢測位置結果完全吻合。同時在對該處缺陷區域定位監測中也可以發現明顯的聲發射事件集中,再次印證了聲發射檢測結果的準確性。由于容器壁厚較大,實際焊接中采用X 型坡口焊接,各個方向材質不一致性導致聲速差異較大,使得采用同一聲速計算得到的缺陷定位有離散現象,但對缺陷存在與否的表征影響不大,仍可以明顯反映出在13~16 號傳感器的定位區域中有明顯的缺陷存在。
3.2 保壓過程
軟質產品分離器聲發射檢測保壓階段傳感器信號數據圖見圖8~圖10。其中,圖8a 和圖8b分別是4 號傳感器信號的幅值- 時間關系圖和能量- 時間關系圖,其他5 個環向傳感器的信號圖數據分布具有類似的規律,以圖9 中3 號傳感器信號和5 號傳感器缺陷定位數據為代表結合圖10 缺陷定位數據進行缺陷活動性分析。

圖8 保壓階段傳感器信號幅值-時間及能量-時間關系散點圖

圖9 保壓階段上環焊縫線缺陷定位圖

圖10 保壓階段13~16 號傳感器區域缺陷定位圖
分析圖8 可知,在剛停止加載的保壓初始階段,由于缺陷累積的能量在前期擴展時并未完全釋放,雖然壓力上升停止但缺陷仍然再次發生擴展,之后缺陷逐漸進入平靜狀態,其最大能量降低至100 左右。分析圖9 和圖10 可知,缺陷的強度已經極大降低,其定位事件數的集中現象已經不是太明顯,這主要是由于缺陷擴展過程中,隨著壓力的下降,釋放出的能量在首次擴展達到極大值后逐漸降低的緣故,這與Kaiser 效應完全吻合[10-13]。
4 軟質產品分離器監控使用方案
鑒于軟質產品分離器在全廠煉化生產中的重要地位,該企業組織相關專家和檢驗檢測單位進行技術論證,充分研討了現有檢測結果、設備使用狀況、運行條件等,形成如下監控使用方案。
(1)針對軟質產品分離器上環焊縫,采用多種檢測手段進行補充和驗證性檢測,再次確認缺陷的類型及幾何尺寸,并在此基礎上對缺陷的容限進行補充計算。
(2)在合于使用計算通過的基礎上,降低軟質產品分離器的許用最高壓力至2 5MPa,調整相應生產工藝進行適配,同時做好安全閥開啟壓力的調整。
(3)建議軟質產品分離器的監控運行周期不超過6 個月,在此期間企業應提供有效的監控方案,包括工藝保障、振動控制、事故應急預案等,并確保監控方案得到有效實施。
(4)對于擬監控使用的軟質產品分離器,建議采用聲發射傳感器對該設備的上環焊縫進行在線動態監測,并定期進行衍射時差法檢測(TOFD)+相控陣在線驗證檢測。在設備監控使用初期,聲發射監控數據的采集和分析連續進行,TOFD+ 相控陣檢測每周至少進行1 次,以及時了解缺陷的擴展情況。經持續在線監測,未見明顯異常現象,可逐步擴大聲發射數據采集及分析、TOFD+ 相控陣檢測的時間間隔。
5 在線監測結果
在分離器投入使用后,為了防止缺陷在長期疲勞載荷影響下出現低載荷下的疲勞斷裂,采用聲發射傳感器實時監測含缺陷部位的缺陷活動狀態。選取2021-07-03—2021-08-12 的監測數據(圖11)進行分析。

圖11 2021-07-03—2021-08-12 監控使用的軟質產品分離器聲發射監測結果
2021-07-03—2021-08-12 生產裝置進行了5 次工藝調整,從圖11 可以明顯看到聲發射儀器采集到了海量的監測數據,這是由于接收到干擾信號(如壓力波動、進出料、設備啟停等)太多所致。這時直接提取缺陷信號的操作難度很大,改用TOFD+ 相控陣檢測技術對缺陷部位進行驗證性檢測,從而間接衡量缺陷是否有增大的現象,實施數次的檢測后,并未發現缺陷幾何尺寸的任何變化,因此可以推斷在此階段上環焊縫缺陷處于穩定狀態。
分析圖11 中的其他階段(正常生產階段或非工藝波動期)信號可知,聲發射傳感器監測數據總體處于較低狀態,僅在局部區域有零星的聲發射信號,相應的信號幅值均在50 dB 以下,能量均在100 以下,且分布非常離散。一般情況下,單一信號出現間隔超過數小時,這與缺陷瞬態集中擴展的特征明顯不符。綜上分析可以看出,在容器正常生產時,缺陷處于非常安靜的狀態[14],不影響設備的整體安全。
6 結束語
化工生產核心裝置應有應對突發狀況的前置應急預案,以增大連續生產的容錯裕度。工藝設計階段,可盡量采用多設備并聯設計。采購階段,可預購置備用設備(一般情況下大型化工裝置的拆卸安裝周期非常長,此種模式有一定的局限性)。在不具備前置應急預案的情況下,可以考慮選擇適當的檢測和檢驗技術進行監控使用,為更換設備徹底解決問題贏得時間。聲發射技術可以在傳統無損檢測確定的缺陷位置和幾何尺寸基礎上,進一步評價缺陷的活動性,給出更為準確的檢測結論[15],適當延長某些帶缺陷設備的安全使用時間。某些含缺陷容器無法進行快速維修時,可以考慮引入健康監測的理念,綜合利用定期檢測、實時監測、監控措施保障、降低使用工況等措施,最大程度降低由于設備報廢或大規模檢修對連續生產的影響,從而實現節能增效。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年11期)2018-08-04 03:25:42
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
