三維鈑金工藝設計技術研究與系統開發
2024-02-03 02:52:30王連坤武步健邵曉東王云鋒吳松洋
機電產品開發與創新 2024年1期
王連坤, 武步健, 邵曉東, 王云鋒, 吳松洋
(1.江蘇徐工國重實驗室科技有限公司, 江蘇徐州 221002; 2.西安電子科技大學, 陜西西安 710071;3.中機生產力促進中心有限公司, 北京 100044)
0 引言
傳統的鈑金工藝設計模式難以滿足工程機械高效精準設計的需求,一是“自動孤島”。 工藝設計時,需將三維模型轉成二維圖紙, 費時費力且容易返工; 二是指導性差。工件有折彎、展平等形狀變化,需工人主觀想象,容易出現理解偏差;三是結構化程度低,難以滿足“機器可讀”和“精準推送”的需求。
三維工藝設計是解決途徑, 也是研究熱點。 美國CAM-I 公司最早開始了三維工藝研究[1],達索和西門子分別開發了三維工藝設計軟件Delmia 和Tecnomatiox。三維鈑金工藝設計方面只有一些零星的研究報道, 例如:Zhang[2]提出了一種基于設計模型的工藝過程模型生成方法;吳翔宇[3]提出了工序模型逆向生成法,通過鈑金設計特征識別獲得工序模型;黃斌達[4]將工序模型創建歸納為資源—工序、零件—工序、余量圖、直接創建等四種方法。
本文研究了三維鈑金工藝設計技術:首先,提出了基于設計特征逐級構建工藝模型的方法, 實現了鈑金件的快速構建;其次,提出了一種面向工序工步的標注方法,實現了工藝標注的所見所得;最后,開發了三維鈑金工藝設計系統。
1 鈑金工藝模型構建
1.1 基于特征的鈑金工藝模型
鈑金工藝模型如圖1 所示, 該模型是根據工藝加工過程中鈑金件幾何形狀和特征變化, 圍繞工藝規程樹構建的面向工序和工步的遞進演變模型。 工藝規程樹包括三類節點:①根節點。存儲工藝規程信息;②一級節點。代表工序節點,如“10 氣割”。 節點排序加工順序,節點屬性包括加工設備、工裝夾具等;③二級節點。代表工步節點,是一級節點的加工步驟。
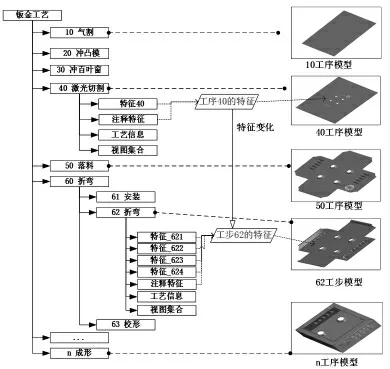
圖1 鈑金工藝規程樹及工序工步模型
1.2 鈑金工藝模型構建
鈑金工藝模型的構建過程如圖2 所示,步驟包括:①設計模型處理。 包括PMI、BOM、設計特征等的結構化提取,特征關聯關系和順序建立,建立從設計狀態還原成板料狀態的模型特征序列;②面向工序工步的工藝模型構建。基于工藝規程, 逐級構建工藝規程樹及其對應的工藝模型,實現工藝規程的結構化設計,以及工序/工步與三維模型的關聯。
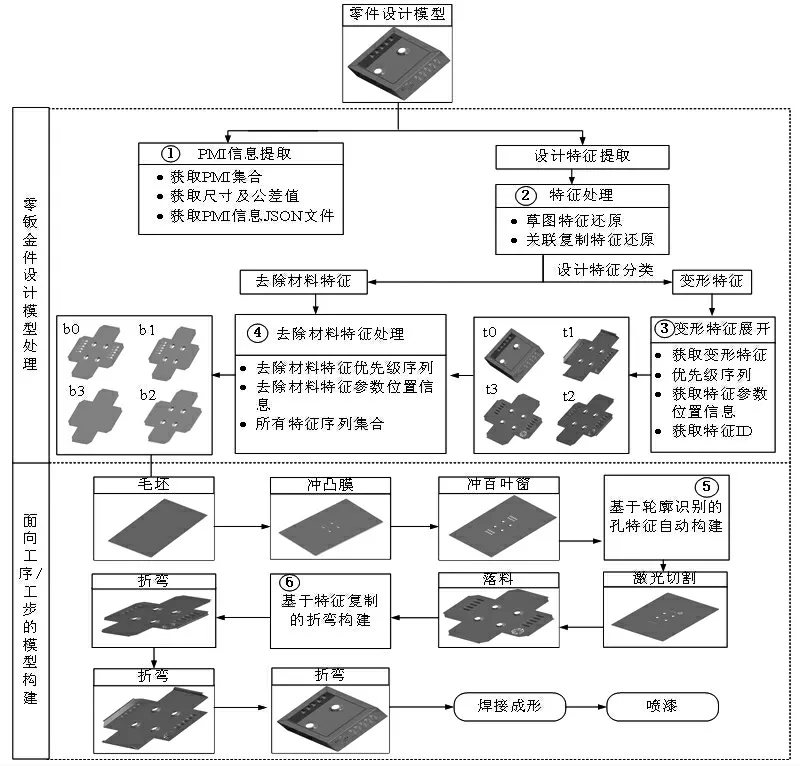
圖2 鈑金工藝模型的構建過程
核心技術包括PMI 提取、變形特征展開、去除材料特征處理、孔特征添加和折彎特征構建。 篇幅關系,此處只對PMI 信息提取和變形特征展開進行介紹。
1.2.1 PMI 信息提取
從設計模型獲取PMI 信息的算法如圖3 所示: 遍歷設計模型,獲取其PMI 特征,根據PMI 特征類型,讀取其定義信息,最后輸出為JSON 文件,供工藝設計軟件使用。

圖3 PMI 信息提取算法
1.2.2 變形特征處理
變形特征(折彎和展平)處理是鈑金工藝建模的重點內容,而變形特征順序確定是關鍵。本文提出“試展開”方法,根據變形特征空間位置確定其順序,基本思想如圖4所示:①確定基準平面。 一般情況下,基準面為建模時第一壁所在平面。 將基準面及位于基準面的展開特征稱為展開層;②變形特征展開。根據變形特征位置確定展開優先順序并逐個展開;③變形特征遞歸展開。對新出現的展開層遞歸進行步驟②操作,直到所有層處理完成。

圖4 變形特征展開順序確定的基本思想
圖5 是試展開算法確定展開特征順序的實例:
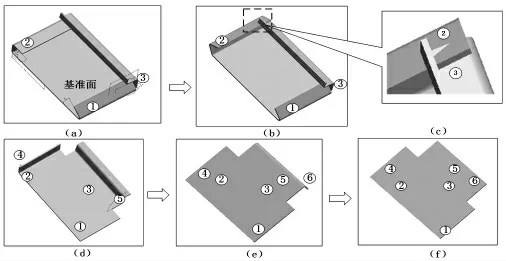
圖5 試展開算法確定展開特征順序的實例
(1)確定基準面,本例中為模型第一壁。
(2)遍歷平面變形特征集合,確定優先順序。 有3 處變形特征,其中①夾角45°,而②和③則為90°,優先級為:②=③〉①。 再根據距離判斷。 ②到中心點距離大于③,順序為②〉③〉①。
(3)根據試展法確定順序正確性。試展過程中發現②和③干涉(圖5(b)),調整順序為:③〉②〉①,此時沒有干涉,效果如圖5(d)。
(4)遞歸獲取③、②、①基準面,重復執行步驟2 和3,確定各特征展開順序。 如圖5(d)所示,獲得特征④和⑤,由于⑤角度大于④,且試展開不干涉,確定優先為⑤〉④。
(5)遞歸執行步驟2 和3,直到全部變形特征確定順序,鈑金件處于平整狀態,如圖5(f)所示。
(6)確定最后變形特征展開順序為③〉②〉 ①〉⑤〉④〉⑥。
2 面向工序工步的三維標注
三維工藝設計時, 由于模型可自由轉動, 容易出現“刺猬現象”(圖6),PMI 混雜后可讀性極差。因此需對PMI進行管理,為每一個工序和工步創建獨立的視圖空間。

圖6 三維工藝標注“刺猬”現象
圖7 為面向工序/工步的PMI 管理實現效果:工步2創建兩個視圖(1 和2),工序3 創建視圖3。 點擊工步2,系統激活視圖1, 顯示對應的視圖方向、特征和PMI。 設計者也可以選擇切換到視圖2;當點擊工序3 時,系統自動切換到視圖3。
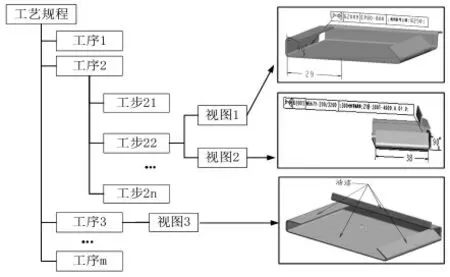
圖7 面向工序/工步的PMI 管理效果
3 鈑金工藝系統驗證
論文以配電箱為案例(見圖8),對本文開發的三維鈑金工藝系統進行了驗證,其基本的過程如下:

圖8 配電箱設計模型
(1)鈑金特征重構:在設計模型欄中遍歷變形特征和PMI,將其加載到工藝特征列表中,并按照設計特征的優先級順序完成模型樹重構,如圖9 所示。

圖9 特征重構
(2)工藝規程樹構建:如圖10 所示,創建工藝規程的工序和工步,設置工藝屬性。 屬性信息新增和編輯時,調取工藝資源界面進行選擇。
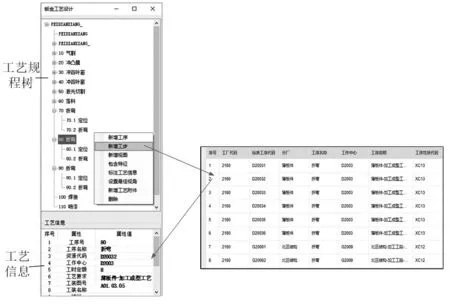
圖10 工藝規程設計
(3)去除材料特征構建:去除材料特征構建包括鈑金件完全展開時的外形輪廓以及開孔產生內輪廓的處理。圖11(a)和(b)分別對沖孔特征和下料特征的構建過程。
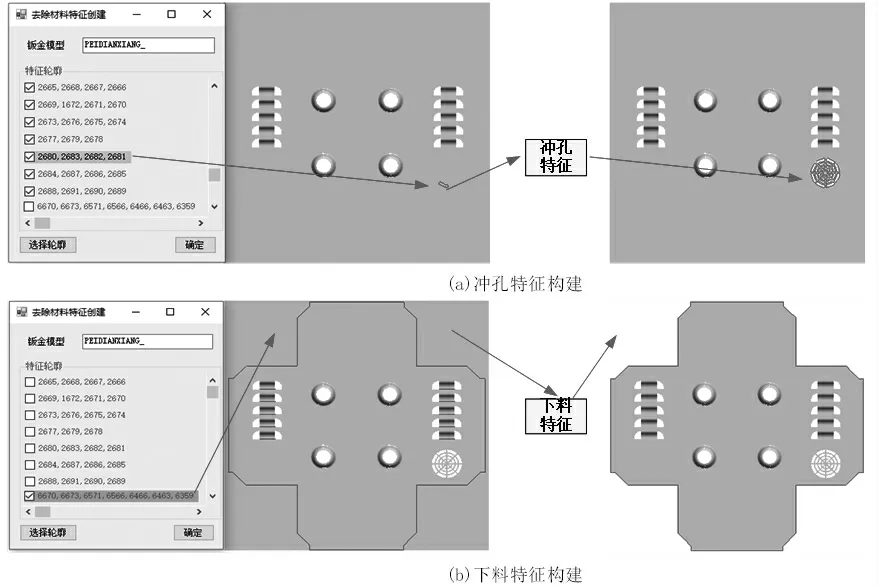
圖11 基于輪廓的去除材料特征構建
(4) 折彎特征構建:如圖12 所示,選擇基準平面,計算相關折彎面并列表。對折彎特征進行排序。點擊“確定”后,根據選中折彎面順序自動創建特征。
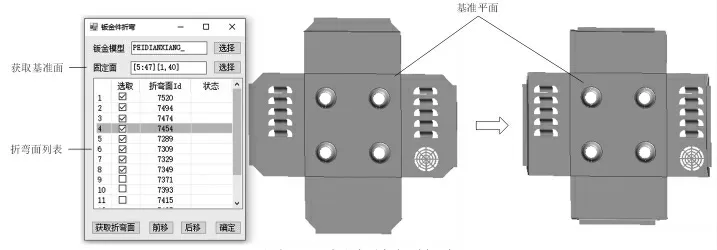
圖12 折彎特征構建
(5) 鈑金工藝信息標注: 根據行業標注 “SJ 21307-2018 電子裝備鈑金工藝方法圖形符號”開發了編輯工藝符號標注程序, 其界面如圖13 所示鈑金工藝符號標注界面所示。

圖13 鈑金工藝符號標注界面

圖14 工藝信息標注實現效果圖
4 結論
通過對鈑金工藝模型構建和面向工序工步的三維標注信息處理,解決了工藝模型構建慢、工藝信息表達難的問題。 通過對三維鈑金工藝系統設計、開發與應用,統一數據源為三維標注模型,工藝信息表達模型化、集成化,打通設計-工藝-制造孤島,實現工藝數據向現場可視化、交互發布,大大提高了工藝的指導性。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年10期)2019-06-03 10:12:04
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
