導(dǎo)管架TKY節(jié)點(diǎn)半自動金屬粉芯焊接技術(shù)研究
2024-02-04 09:51:34辛宏光李振亮程顯平王朝王伊諾
山東化工 2024年1期
辛宏光,李振亮,程顯平,王朝,王伊諾
(海洋石油工程(青島)有限公司,山東 青島 266520)
隨著海洋油氣資源的大力開發(fā),油氣生產(chǎn)平臺需求量越來越大。導(dǎo)管架式油氣生產(chǎn)平臺作為海上油氣開發(fā)基礎(chǔ)設(shè)施,在渤海地區(qū)應(yīng)用非常廣泛[1]。導(dǎo)管架在建造過程中會出現(xiàn)大量TKY節(jié)點(diǎn),TKY節(jié)點(diǎn)作為導(dǎo)管架的關(guān)鍵結(jié)構(gòu),焊接效率的高低決定著導(dǎo)管架建造周期的長短。由于不同項目設(shè)計思路不同、適用水深不同,且導(dǎo)管架適用材料由于管徑的限制,并無成品件使用,需要在廠區(qū)進(jìn)行單獨(dú)建造,并不能提前進(jìn)行預(yù)制。傳統(tǒng)導(dǎo)管架建造方式為車間進(jìn)行卷管以及管線接長工藝,總裝場地進(jìn)行TKY節(jié)點(diǎn)的焊接。該建造方式的缺點(diǎn)是:總裝場地所需要吊裝設(shè)備較多、TKY節(jié)點(diǎn)焊接強(qiáng)度大,高空作業(yè)焊接難度高、施工效率低,因此制約建造效率和生產(chǎn)成本。為解決這一難題,改變傳統(tǒng)建造方式,將TKY節(jié)點(diǎn)在車間進(jìn)行預(yù)制,總裝現(xiàn)場進(jìn)行管環(huán)焊縫接長工作,可有效避免大量高空焊接工作[2-3]。
目前導(dǎo)管架TKY節(jié)點(diǎn)雖然在車間進(jìn)行預(yù)制,但常采用手工電弧焊打底,藥芯焊絲氣體保護(hù)焊填充蓋面的焊接工藝,該工藝機(jī)械化程度低,焊接效率有待提高。該工藝制約焊接效率主要有兩點(diǎn):一是焊接設(shè)備不同,需要進(jìn)行更換設(shè)備;二是手工電弧焊焊接方法本身的制約性,焊條長度固定、焊接成型交差,需經(jīng)常打磨,同時對焊工自身專業(yè)技能要求較高。針對以上問題,設(shè)計一種金屬芯焊絲氣體保護(hù)焊進(jìn)行封底、藥芯焊絲氣體保護(hù)焊進(jìn)行填充蓋面的半自動焊接工藝,以達(dá)到提高焊接效率的目的。
1 試驗(yàn)?zāi)覆?/h2>
根據(jù)導(dǎo)管架服役環(huán)境要求,冬季環(huán)境下該地區(qū)最低溫度可到-20 ℃,材料在低溫環(huán)境下同時受到不同方向力的沖擊以及承受長時間的交變載荷,因此在進(jìn)行材料選型,既要保證母材具有一定的壁厚、良好抗拉強(qiáng)度和屈服強(qiáng)度,同時又要保證在低溫沖擊條件下具有較高的吸收功,才能確保材料安全服役。根據(jù)項目施工需要、相關(guān)標(biāo)準(zhǔn)焊接評定準(zhǔn)則和覆蓋范圍要求,焊接評定試驗(yàn)所使用母材為:API 2H Gr.50和API 2W Gr.50。母材尺寸及其性能如表1所示,化學(xué)成分如表2所示。由表1可知,試驗(yàn)材料屈強(qiáng)比為0.72和0.85,伸長率為54%和27%,表明材料具有良好的延展性,在受到一定外部沖擊載荷條件作用下發(fā)生變形時不會產(chǎn)生斷裂現(xiàn)象。在-40 ℃條件下材料的平均沖擊功分別為:395和306 J,說明該材料具有良好的沖擊韌性,能保證低溫服役環(huán)境條件下受到?jīng)_擊力時可保證材料的完好性,滿足服役要求。由化學(xué)成分可知,所添加的硅、錳、鎳等元素的含量低于5%,通過添加少量合金元素可進(jìn)一步提高鋼的強(qiáng)度,保證導(dǎo)管架在服役條件下滿足強(qiáng)度要求。

表1 母材尺寸及其性能

表2 母材化學(xué)成分組成
2 焊接性分析
由母材化學(xué)成分組成表可知,材料API 2H Gr.50碳當(dāng)量Ceq=0.411%,材料API 2H Gr.50碳當(dāng)量Ceq=0.34%,說明該材料具有良好的焊接性。材料中添加其他合金元素增強(qiáng)鋼強(qiáng)度、改善韌性的同時,也提高了材料的淬硬性,會有冷裂紋出現(xiàn)的可能,因此施焊過程中以下措施避免冷裂紋的產(chǎn)生,焊前需對焊件進(jìn)行預(yù)熱,最低預(yù)熱溫度為65 ℃;可采用火焰加熱或電加熱的方式進(jìn)行預(yù)熱,為保證焊件達(dá)到指定的預(yù)熱溫度,在測定預(yù)熱溫度時,移除加熱設(shè)備,在距離焊件50 mm處背面進(jìn)行溫度測定,從而保證預(yù)熱的有效性;在焊接時為保證接頭的焊接質(zhì)量,停止焊接時采取緩冷措施,防止焊后溫度驟降。為保證焊接接頭力學(xué)性能,保證材料韌性要求,控制焊接時層間溫度在合理范圍內(nèi),焊接時層間溫度不能超過200 ℃。
3 焊接工藝
3.1 焊材選擇
根據(jù)母材的力學(xué)性能和化學(xué)成分分析,采用等強(qiáng)度或超強(qiáng)度匹配、等成分匹配原則要求,進(jìn)行焊材的選型。所選用的金屬芯焊絲氣體保護(hù)焊焊絲等級為AWS A5.18 E70C-6M/E49C-6M,選用牌號為GCL-70M(京群)的焊材;藥芯焊絲氣體保護(hù)焊焊絲等級為AWS A5.20 E71T-1CJ,選用牌號為TWE-711Ni(天泰)的焊絲。焊接材料力學(xué)性能和化學(xué)成分見表3、表4。由下表可知,母材與焊材近似等強(qiáng)匹配和等成分匹配。

表3 焊材化學(xué)成分
3.2 焊接工藝參數(shù)
施焊過程所采用的具體焊接參數(shù)如表5所示,為滿足施工需要,根據(jù)焊接評定要求,焊接評定試驗(yàn)件焊接位置采用6GR,其焊接接頭坡口形式如圖1所示。為保證焊接接頭有良好的力學(xué)性能,需要嚴(yán)格控制焊接如輸入,對于根部焊道焊接,使用GCAW-G焊接方法時,焊接熱輸入要小于2.0 kJ/mm,同時,保證焊接速度不能過快;對于后期焊道的填充和蓋面,使用FCAW-G焊接方法,焊接熱輸入不能超過2.5 kJ/mm,同時保證層間溫度不能過高。

表5 焊接工藝參數(shù)

圖1 焊接接頭坡口示意圖
3.3 焊接過程控制
為保證焊接接頭的焊接質(zhì)量,在控制焊接參數(shù)基礎(chǔ)上,還需要對焊接過程進(jìn)行控制,具體要求如下:
1)在進(jìn)行焊接前,對焊接材料進(jìn)行檢查,確保焊材牌號、尺寸符合試驗(yàn)要求,同時檢查焊絲表面是否出現(xiàn)氧化膜等焊材變質(zhì)現(xiàn)象;
2)為防止產(chǎn)生焊接裂紋,焊前需要保證最低預(yù)熱溫度,采用背面測溫的方式進(jìn)行溫度控制,同時確保預(yù)熱時間足夠,使焊件水汽完全祛除;為使焊接接頭滿足沖擊韌性要求,嚴(yán)格控制層間溫度,使層間溫度不超過200 ℃;
3)焊件坡口表面25 mm范圍內(nèi)要進(jìn)行完全清理,確保表面無油污、氧化膜、灰塵等有害物質(zhì),確保坡口面附近母材保持金屬光澤;
4)焊接時保證連續(xù)施焊。焊接中斷要滿足以下條件:完成封底焊接和完成前六層焊接,或者保證熔敷金屬厚度達(dá)到焊縫厚度的1/3。再次焊接時要進(jìn)行預(yù)熱,同時進(jìn)行磁粉檢測,保證焊道無裂紋;
5)每層焊道焊接完成,為保證焊道的清潔程度,應(yīng)使用機(jī)械方式將焊道的氧化膜、熔渣清理干凈,避免下道焊道熔合時出現(xiàn)缺陷;
6)為防止焊接變形,采取對稱焊接的方式,按圖2所示的施焊順序進(jìn)行焊接。同時應(yīng)保證每道焊道的焊接接頭相互錯開,避免產(chǎn)生裂紋等缺陷。

圖2 焊接施焊順序圖
4 試驗(yàn)結(jié)果
按照AWS D1.1[4]的相關(guān)要求,焊接工藝評定試驗(yàn)件在焊后24 h首先需進(jìn)行無損檢測:外觀檢驗(yàn)、磁粉檢測、射線檢測。DNT檢測合格后,按照AWS D1.1要求進(jìn)行機(jī)加工,以便進(jìn)行各類力學(xué)性能試驗(yàn)。
4.1 無損檢驗(yàn)
焊后24 h進(jìn)行外觀檢測(VI)、磁粉檢測(MT)和超聲檢測(UT)。焊道表面成型良好,無咬邊等焊接缺陷;通過磁粉檢驗(yàn)表明,焊道表面無裂紋等缺陷;通過超聲檢測表明,回聲良好,表明焊道內(nèi)部無裂紋、未熔合等焊接缺陷,檢測結(jié)果符合AWS D1.1規(guī)范規(guī)定的相關(guān)要求。
4.2 力學(xué)性能試驗(yàn)
根據(jù)AWS D1.1標(biāo)準(zhǔn)要求,所需進(jìn)行的力學(xué)性能試驗(yàn)類型包括:拉伸試驗(yàn)、彎曲試驗(yàn)、沖擊試驗(yàn)、宏觀金相和硬度測試。
拉伸試驗(yàn)結(jié)果如表6所示,焊縫抗拉強(qiáng)度均大于母材的抗拉強(qiáng)度(抗拉強(qiáng)度448 MPa);對試件進(jìn)行4組側(cè)面彎曲試驗(yàn),試樣規(guī)格為10 mm×25.4 mm×250 mm,在38.1 mm壓頭直徑下彎曲180°后,試驗(yàn)結(jié)果如表7所示。試樣表面無裂紋、無未熔合等缺陷,試樣凸面上沿任何方向都沒有出現(xiàn)單個超過3 mm的裂紋,實(shí)驗(yàn)結(jié)果合格;將試件機(jī)加工成10 mm×10 mm×55 mm的標(biāo)準(zhǔn)試樣,試驗(yàn)件取樣位置分別根部焊縫中心、根部熔合線、根部熔合線+1 mm、頂部焊縫中心、頂部焊縫熔合線、頂部熔合線+1 mm、頂部熔合線+5 mm處,每組試驗(yàn)件分別取3組試樣,試樣缺口深度為2 mm,在-40 ℃下進(jìn)行夏比V型沖擊試驗(yàn),沖擊試驗(yàn)取樣點(diǎn)位置如圖3所示,試驗(yàn)結(jié)果如表8所示,單個試樣吸收功均大于27 J,試樣均值均大于34 J,滿足沖擊要求。宏觀金相如圖4所示,焊道無裂紋、氣孔等缺陷,相鄰焊縫之間、焊縫與母材之間完全熔合,焊縫輪廓符合標(biāo)準(zhǔn)要求。維氏硬度值按照圖5所示硬度測點(diǎn)位置所示,對母材區(qū)域、熱影響區(qū)和焊縫金屬進(jìn)行硬度測試。測試結(jié)果如表9所示,硬度值小于350HV10,符合要求。

表6 試件拉伸試驗(yàn)結(jié)果
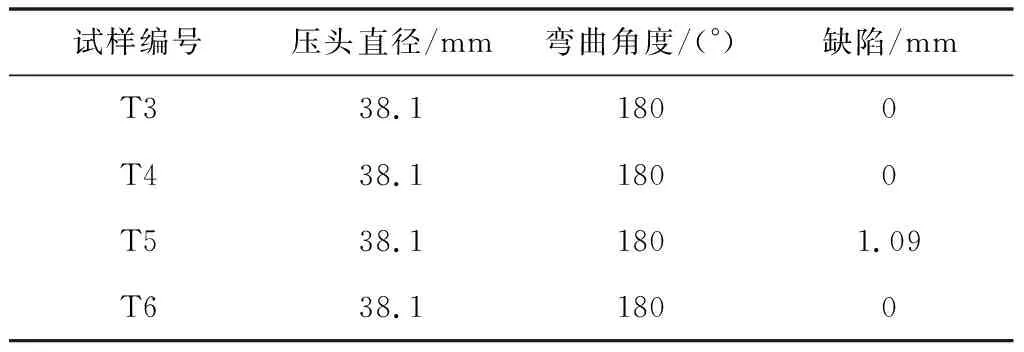
表7 彎曲試驗(yàn)結(jié)果(側(cè)彎)

表8 沖擊試驗(yàn)結(jié)果

圖3 沖擊試驗(yàn)取樣點(diǎn)位置

圖4 試件宏觀金相
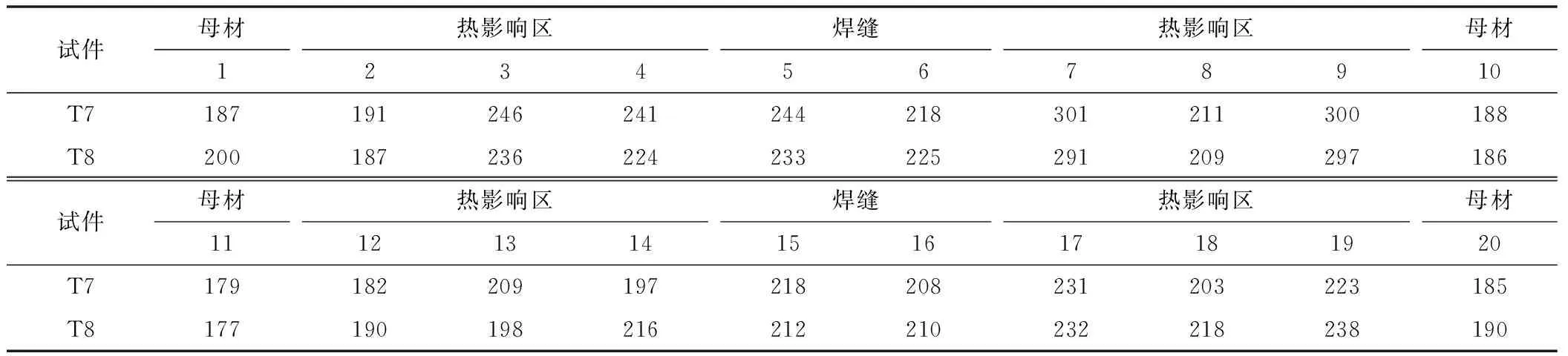
試件母材1熱影響區(qū)234焊縫56熱影響區(qū)789母材10T7187191246241244218301211300188T8200187236224233225291209297186試件母材11熱影響區(qū)121314焊縫1516熱影響區(qū)171819母材20T7179182209197218208231203223185T8177190198216212210232218238190
5 結(jié)論
1)針對TKY節(jié)點(diǎn)焊接設(shè)計開發(fā)的金屬粉芯焊絲氣體保護(hù)焊打底、藥芯焊絲氣體保護(hù)焊組合的半自動焊接工藝,具有機(jī)械化程度高、勞動強(qiáng)度低的特點(diǎn);
2)選用GCL-70M和TWE-711Ni焊材,與母材等強(qiáng)度、等成分匹配;焊接參數(shù)、接頭形式以及焊接位置選擇合理,并通過采取一系列過程控制措施保證焊接質(zhì)量;
3)焊后無損檢測證明焊道無裂紋、氣孔等缺陷,相鄰焊縫之間、焊縫與母材之間完全熔合,焊接接頭質(zhì)量合格;力學(xué)性能試驗(yàn)證明焊接接頭的拉伸性能、彎曲性能、沖擊韌性、金相以及硬度符合要求,表明該焊接工藝可應(yīng)用于現(xiàn)場的實(shí)際施工。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
