基于融合機器學習的管道焊縫缺陷識別方法研究
2024-02-22 02:56:02李超華許再勝
石油化工自動化 2024年1期
李超華,許再勝
(中石化中原油建工程有限公司,河南 濮陽 457001)
焊接是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術,被廣泛應用于航空航天、石油石化、天然氣工業和船舶制造等領域[1]。近年來,中國長輸管道事業發展迅猛,總里程以千公里為單位逐年遞升,為國內能源安全和國民經濟的發展發揮著不可替代的重要作用,因此國家長輸管道網絡“安穩長滿優”地運行極為關鍵。在各類影響管道安全運行的風險當中,焊縫失效是威脅在役長輸油氣管道使用壽命和安全運行的主要因素之一,如中緬天然氣管道貴州某管段在2017—2018年先后發生了兩次泄漏爆燃事故,直接原因是環焊縫在加載載荷下發生脆性斷裂,究其根本是焊接工藝不嚴、焊縫質量存在問題[2-3]。因此,對管道焊縫缺陷進行有效識別并分類,對于提高管道安全運行的管控能力至關重要。
目前,對于管道在建設過程中的焊縫缺陷的判斷多采用射線檢測的方式實現[4]。射線在穿透焊縫時,如果焊縫局部存在缺陷,則該缺陷在焊縫中的所在部位處的衰減系數與焊縫均質的無缺陷部分有所不同,故缺陷處與周圍均質區域形成的底片灰度不一致,最后再通過人工核查確定缺陷類型。但受射線透射角度、穿透能力、缺陷的形態尺寸以及膠片質量和像質計靈敏度等因素的影響,在人工評價低對比度圖像時,難以有效檢出面積類的缺陷如裂紋、未熔合、未焊透等內部缺陷。隨著計算機技術、機器學習和深度學習的發展,越來越多的學者對焊縫缺陷圖像的識別進行了研究,傳統路線包括“特征提取-特征選擇-缺陷識別”等步驟,其中“特征提取”有小波包分解[5]、小波變換[6]、局部二值模式[7]等方法,“特征選擇”有主成分分析[5]、因子分析[7]等方法,“缺陷識別”有支持向量機[8]、神經網絡[9]等模型,但以上方法在組合使用的過程中受人工經驗和超參數選取的影響,識別準確率存在較大差異。綜上所述,以開挖后的射線焊縫圖像為基礎,充分利用卷積神經網絡(CNN)可實現端對端訓練和預測的優勢,實現焊縫缺陷的全過程識別,同時針對池化層在整合卷積層局部信息存在部分特征被忽略的缺陷,采用方差池化改進CNN,實現缺陷處與周圍區域的灰度動態自適應,并利用鯨魚算法(WOA)實現模型超參數的選取。
1 傳統CNN模型及改進
1.1 CNN模型理論
典型的CNN模型由輸入層、卷積層、池化層、全連接層和輸出層等構成[10]。其中,輸入層的輸入為根據射線圖像灰度提取到的二維矩陣;卷積層負責將輸入數據分割成若干部分,通過局部感知和權值共享得到全局信息,實現敏感特征的挖掘和提取;池化層負責通過壓縮、降維數據提取圖像中的重要信息,降低特征畸變對神經網絡分類結果的影響;全連接層負責整合池化層中具有區別類型的局部信息;輸出層負責將全連接層的結果連接至一個分類函數,實現焊縫缺陷的自動識別,并輸出結果。
1.2 CNN模型的改進
從上述描述可知,池化操作是特征選擇和特征降維的重要操作,常用的方法有最大池化和平均池化兩種,以兩種不同灰度特征的池化域為例,如圖1所示。其中,v,v1,v2,v3,v4,v5等為池化域內對應的圖像灰度值,其余位置用0表示。對于圖1a),圖像特征集中在v處,如此時采用平均池化方法,則會減低該位置的灰度值,削弱該區域與邊緣區域的特征變化趨勢;對于圖1b),圖像特征均勻分布在池化域內,如此時采用最大池化方法,則會將灰度變化從平穩變為突出,引入更多噪聲信息。綜上,提出一種綜合考慮池化域和特征圖的方差池化方法,確保池化模型在面臨不同灰度變化時的圖像時,具有一定的動態自適應能力。首先,將缺陷位置信息轉化為池化域,將包含缺陷位置的整體圖像轉化為特征圖,兩者均用灰度值表示;其次,計算池化域和特征圖的方差信息,如前者方差小于后者時,表示池化域內的方差特征較小,特征分布較均勻,池化模型采用平均池化方法,反之,表示區域內灰度特征值明顯,引入修正系數μ調整平均池化方法;最后,輸出該池化域對應的灰度值,如式(1)所示:
(1)
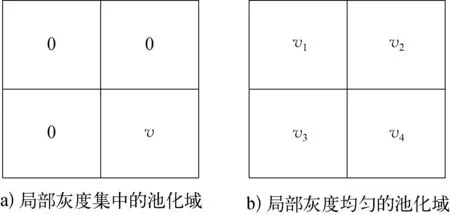
圖1 不同灰度特征的池化域示意
式中:S——池化域經池化操作后的灰度值;n——池化域的矩陣行數或列數;Fij——第i行第j列下的灰度值;μ——修正系數;σP,σFM——池化域、特征圖的方差信息。
2 WOA算法
對于CNN模型,卷積核的數量和大小、池化核的數量和大小、卷積核激活函數類型、學習率、步長和填充方式等超參數對于模型分類準確率的影響較大。在此,采用WOA算法實現CNN網絡結構的優化[11-12]。實現步驟如下:
1)初始化WOA算法的各項參數,包括種群規模、最大迭代次數、種群位置上限和下限。
2)定義CNN模型超參數的取值范圍,定義平均絕對誤差為損失函數,即適應度函數。
3)通過模擬鯨魚捕食過程中的收縮包圍、氣泡狩獵和搜索獵物的行為,不斷更新損失函數。
4)當滿足閾值判定或迭代次數結束時,輸出最小損失函數對應的CNN模型超參數,完成最佳CNN模型的構建。
3 實例分析
3.1 數據獲取
以某輸氣管道為例,設計輸送量為1×1010m3/a,設計壓力為10 MPa,管徑為1.016 m,鋼級為L555(X80),焊接方式為手工焊。為了消除管道焊縫缺陷帶來的安全隱患,在長度為220 km的管段內進行開挖后采用x射線檢測,檢測到裂紋、未熔合、未焊透、咬邊、塌陷、氣孔和夾渣等缺陷,共計1 113個結果,缺陷類型數量及比例分布如圖2所示。其中,以咬邊和塌陷為標簽的外部缺陷樣本比例遠低于內部缺陷樣本比例,比例過低無法進行后續CNN模型的分類訓練,故將外部缺陷樣本作為無效樣本刪除。將剩余樣本按照4∶1∶1的比例劃分訓練集、驗證集和測試集,見表1所列。采用Sin增強和Ostu分割技術對圖像進行預處理,得到原始圖像長度和寬度均為68 mm。
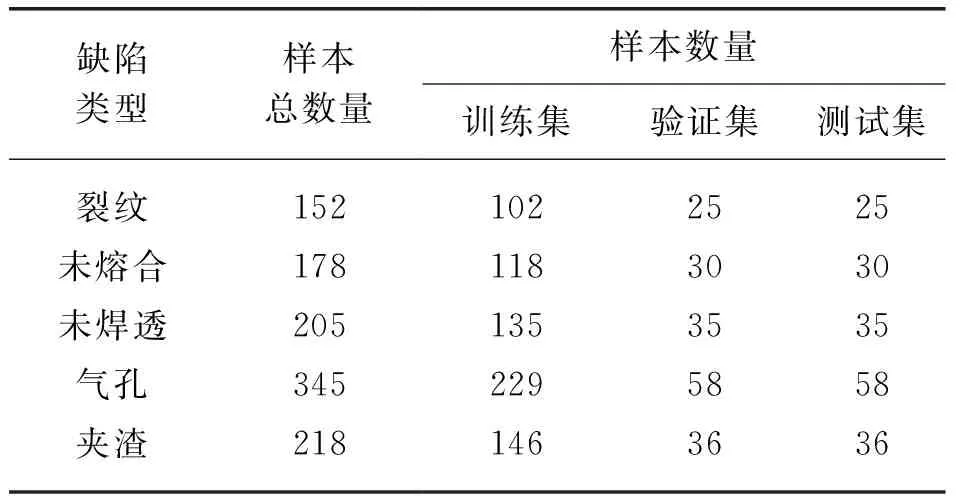
表1 數據集劃分情況

圖2 實測管道焊縫的缺陷類型和缺陷比例示意
3.2 超參數優選
使用Matlab軟件的深度神經網絡和機器學習工具箱實現框架編寫,設置WOA算法的種群規模為20,最大迭代次數為500,種群位置上限和下限分別為0和100;CNN模型中卷積層和池化層的層數均為2,移動步長分別為1和2,填充方式為不填充,全連接層激活函數采用Sigmoid函數,輸出層采用Softmax分類模型,CNN模型的超參數的初始化范圍見表2所列。C1,C2分別表示第一個卷積層和第二個卷積層,P1,P2分別表示第一個池化層和第二個池化層。
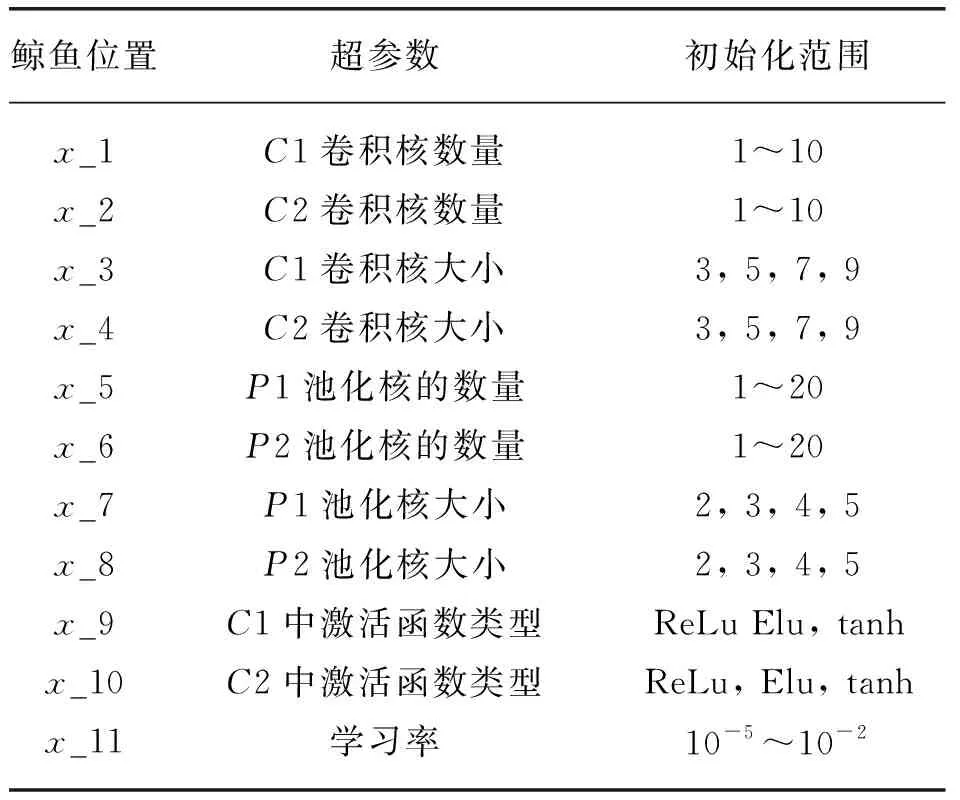
表2 CNN模型的超參數初始化范圍
將表2中的超參數范圍代入WOA算法,作為算法的初始位置,通過不斷迭代訓練得到損失函數值。不同算法的迭代過程如圖3所示,WOA算法的損失函數值在迭代過程中不斷下降,在52次時收斂,損失函數值為0.008 14;PSO算法迭代至500次時,函數值仍呈上下波動趨勢,損失函數值為0.010 29,未達到收斂狀態。由此可見,WOA算法在收斂精度和算法穩定性上優于PSO算法。
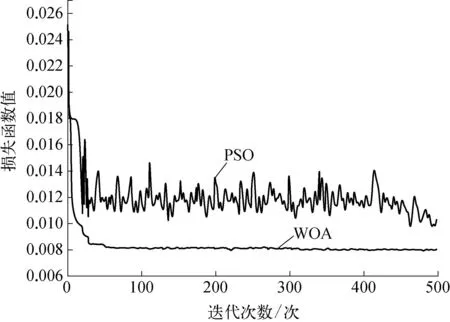
圖3 不同算法的迭代過程示意
取最大迭代次數對應的鯨魚位置作為CNN模型超參數,得到C1卷積核數量為6,卷積核大小為5×5,激活函數為ReLU;C2卷積核數量為12,卷積核大小為5×5,激活函數為ReLU;P1池化核數量為6,卷積核大小為2×2;P2池化核數量為12,池化核大小為2×2;學習率為10-4,最終形成的CNN模型網絡結構如圖4所示。圖4中的3@68×68表示3個輸入或輸出通道數量,68×68表示圖像的長度和寬度,輸入通道為RGB,輸出通道與卷積/池化核數量相等,最后通過2個全連接層將節點個數從256縮小至128個,分類的缺陷類型為5類,輸出層個數為5。

圖4 CNN模型網絡結構示意
3.3 模型分類結果
在確定CNN模型網絡結構的基礎上,進行5輪次、每輪500迭代次數的訓練,每輪次隨機抽取訓練集和測試集。本文模型下的分類準確率上升較快且接近91%,損失函數值下降和收斂速度均較快,且訓練集和驗證集對應的參數指標差距不大,說明訓練效果較好,驗證集未出現過擬合或欠擬合現象。
對測試集的數據進行分類測試,通過混淆矩陣統計不同訓練輪次下的分類效果,見表3所列。其中,未熔合和未焊透缺陷分類準確率最高,不同訓練輪次下均達到了93%~100%,說明本文模型對這兩種缺陷具有較好的區分效果。裂紋、氣孔和夾渣缺陷的分類準確率較低,三種缺陷分類出現了不同程度的混淆,氣孔、夾渣分別屬于圓形缺陷和條狀缺陷,兩者只是長寬比不同,在內部缺陷的界定上存在模糊性;裂紋屬于線狀缺陷,與條狀缺陷相比,只是缺陷高度有所不同,該類貫穿形缺陷加大了兩者識別的難度,但以上三種缺陷的識別率在86%~100%,推測當樣本數量增大時,可進一步提高分類效果。平均分類準確率在90.6%~95.8%,分類效果較好,說明本文方法的科學性和有效性。
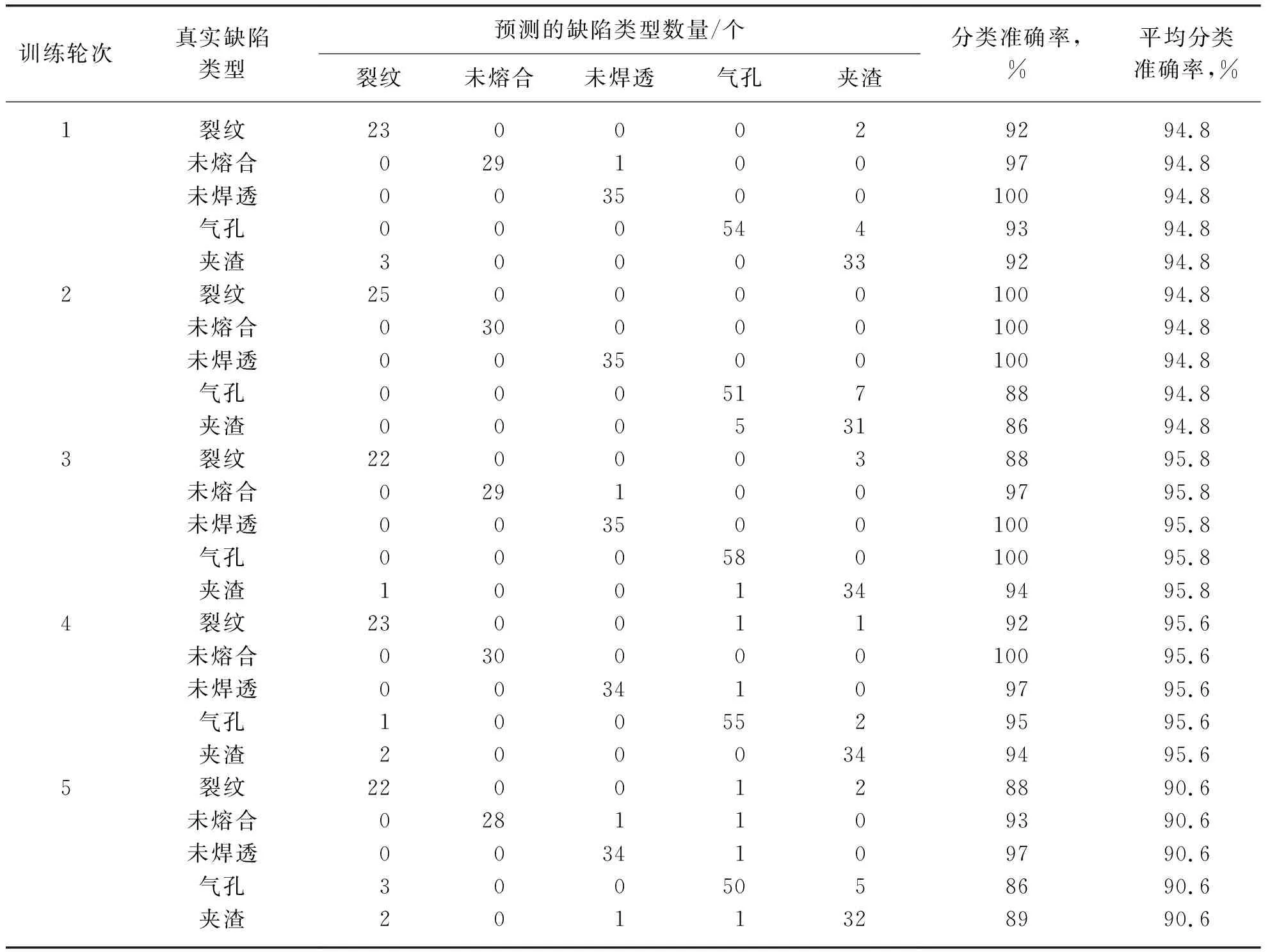
表3 不同訓練輪次下混淆矩陣對缺陷類型的分類效果
3.4 不同模型結果對比
將結合了方差池化方法、WOA算法和CNN模型的融合機器學習模型定為CNN-1模型,將采用最大池化方法和WOA算法的模型定為CNN-2模型,將采用方差池化方法和Adam優化器優化訓練過程的模型定為CNN-3模型,將利用WOA對支持向量機(SVM)進行超參數優化的模型定為WOA-SVM模型。在相同實驗環境和數據集的基礎上,得到不同模型的分類準確率,如圖5所示。CNN-1與CNN-2模型相比,訓練時間相差不大但CNN-2的分類準確率較低,這是由于兩者均用WOA算法實現了最佳CNN超參數的選擇,縮短了訓練時間,但最大池化方法對于灰度變化較明顯或不明顯的邊緣區域提取效果較差,導致分類準確率較低。CNN-1與CNN-3模型相比,CNN-3的訓練時間較長、分類準確率較低,說明WOA算法在選取超參數方面優于其余算法,不易陷入局部最優解。CNN-1與WOA-SVM模型相比,WOA-SVM模型的評價指標略差于CNN-1模型,這是由于以SVM模型為代表的算法屬于淺層神經網絡,對于特征提取和降維依靠人工經驗,當提取到的特征符合對應缺陷類型的數學表征時,分類效果較好,對于5訓練輪次下的分類準確率在(92.21±5.18)%的范圍內,差值范圍較大,也說明了SVM模型具有不穩定性和差異性。
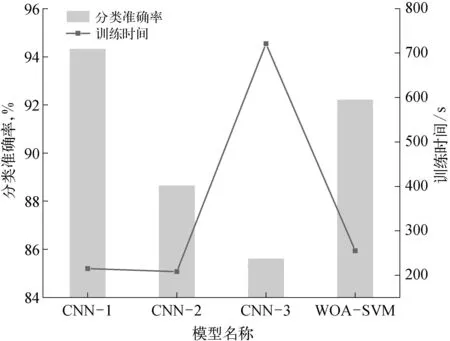
圖5 不同模型的分類效果示意
4 結束語
基于方差池化方法、WOA算法和CNN模型形成融合機器學習模型,用于管道焊縫缺陷的智能分類和識別,其中未熔合和未焊透缺陷分類準確率最高,不同訓練輪次下均達到了93%~100%,5種待識別缺陷的平均分類準確率為90.6%~95.8%。與其余機器學習模型對比,本文模型在缺陷邊緣灰度自適應、網絡超參數優選等方面具有一定先進性,模型對于不同缺陷的識別精度較高,可滿足現場工程實踐的需求。現場射線檢測結果具有隨機性和不確定性,所選樣本同樣具有不均衡性,今后應適當采用虛擬數據擴充技術增加樣本數量,提高裂紋、氣孔和夾渣等缺陷的識別效果。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
數學小靈通(1-2年級)(2021年4期)2021-06-09 06:25:56
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·七年級數學人教版(2019年4期)2019-05-20 10:06:32
中學生數理化·七年級數學人教版(2018年6期)2018-06-26 08:36:06
初中生世界·七年級(2017年9期)2017-10-13 22:27:46
制造業自動化(2017年2期)2017-03-20 14:26:13