斷續+連續模式機器人沖壓生產線的節拍提升
2024-02-27 08:30:58鄺志銘劉聰鐘劍廣汽埃安新能源汽車股份有限公司
鍛造與沖壓 2024年2期
文/鄺志銘,劉聰,鐘劍·廣汽埃安新能源汽車股份有限公司
沖壓生產線SPM(Stroke Per Minute),即每分鐘壓力機的沖壓次數,是生產節拍最直接的反映,也是影響整線生產效率的重要指標之一。提升生產線SPM 后,在相同的時間內可以沖壓出更多的零件,產能得到進一步提高,從而降低企業的勞務費、能源費等生產成本,對于公司的發展具有積極的作用。
本文基于我公司Y 車型現場三個月的調試經驗,從壓力機和機器人動作配合原理、節拍影響因素以及節拍提升優化方法等方面進行全面分析探討,對機器人沖壓生產線整線效率提升具有十分重要的指導意義。
斷續+連續模式機器人沖壓生產線簡介
斷續+連續模式機器人沖壓生產線,即拉延工序壓力機采用斷續模式,后工序壓力機采用連續模式,使用機器人進行工序間零件搬運的沖壓生產線。斷續模式:壓力機在上死點停留;連續模式:沖壓過程中壓力機不在上死點停留。整線壓力機采用同步控制器進行控制,拉延工序壓力機以虛軸形式運行,機器人具有同步功能,在同步點時耦合壓力機的角度,并跟隨壓力機運行,整線的最高設計節拍為12SPM。
機器人沖壓生產線整線組成及節拍瓶頸介紹
機器人沖壓生產線分為線首、線中和線尾等三大部分,共十個單元,如圖1 所示。

圖1 機器人沖壓生產線各組成單元
⑴線首部分主要由①單元(拆垛臺車)、②單元(搬運皮帶)、③單元(清洗機)、④單元(視覺對中)等組成;
⑵線中部分主要由⑤單元~⑨單元(壓力機和上下料機器人)等組成;
⑶線尾部分為⑩單元(線尾皮帶)。
以上各單元如果參數設置不合理或者調試未達最優化,均有可能成為整線的瓶頸工序,該瓶頸工序的節拍則為整線的生產節拍,沖壓生產線各設備主要參數見表1。
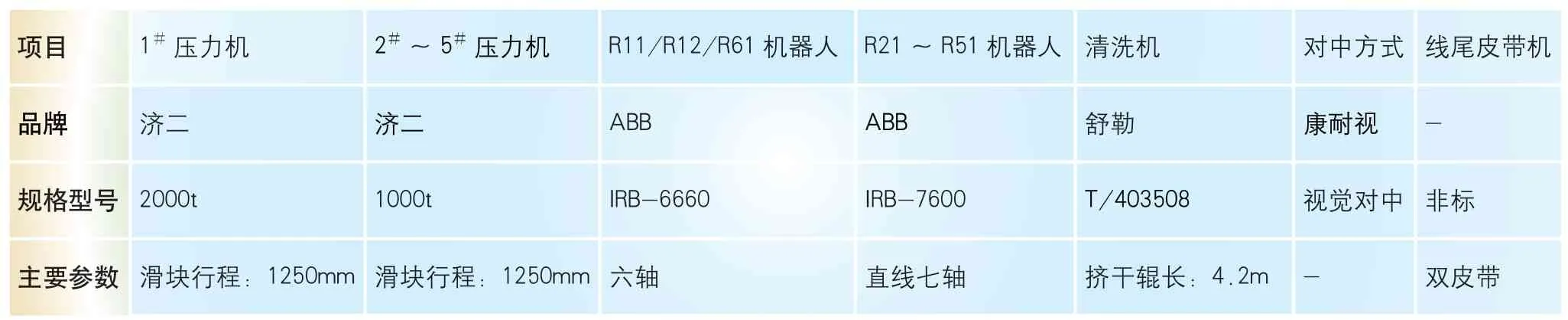
表1 我司機器人沖壓生產線各設備主要參數表
⑴線首部分①單元機器人軌跡和參數優化后,滿足12SPM生產需求,②~④單元也并非整線瓶頸單元;
⑵線尾部分⑩單元(線尾皮帶機)速度可調,節拍大于12SPM,除裝箱和質檢速度跟不上以外,該單元并非整線的瓶頸。
因此,影響整線節拍的是線中部分⑤單元~⑨單元中的某個單元,生產線節拍提升的分析由整線轉移至線中部分,即某臺壓力機與對應上下料機器人的動作關系。
上下料機器人與壓力機動作配合原理
整線的節拍提升受瓶頸單元影響,解決瓶頸單元節拍需要進一步分析壓力機以及對應上下料機器人動作配合原理,只有將壓力機和對應的上下料機器人動作協調性優化到極致,節拍方可提升至最高水平,如圖2 所示。
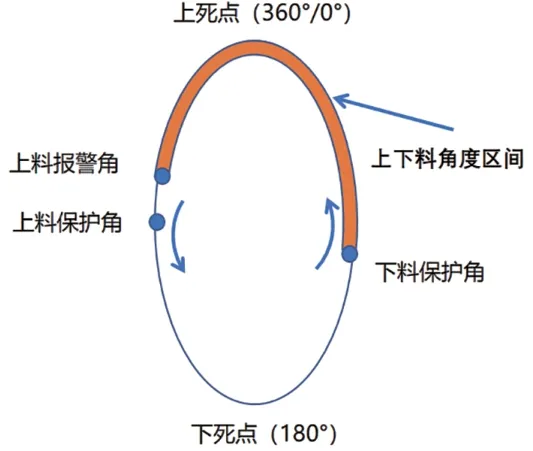
圖2 壓力機滑塊凸輪角度及上/下料角度圖示
⑴上死點:壓力機上死點和下死點為一個角度區間,為便于理解,本文所述的上死點為0°或360°,下死點為180°。
⑵上料保護角(實測值):上料機器人在此角度可安全退出壓力機外,與模具無任何干涉。
⑶制動角(實測值):沖壓過程中,制動器制動時所需要的角度。
⑷上料報警角(計算值):上料報警角=上料保護角-制動角。壓力機下壓過程中,到達上料報警角時監測到機器人仍未退出到安全點,則報警停機。
⑸下料保護角(實測值):下料機器人在此角度可安全進入壓力機,與模具無任何干涉。
⑹上下料角度區間(計算值):上下料角度區間=360°-下料保護角+上料保護角。壓力機從下料保護角回程到上死點,再從上死點沖壓到達上料報警角的角度區間為上下料角度區間。
⑺機器人上下料時間:圖3 為動作時序圖,下料機器人啟動,上下料機器人追逐,上料機器人剛好退出到壓力機外安全點的時間為機器人上下料時間。

圖3 壓力機與上下料機器人動作時序圖
壓力機與上下料機器人依靠信號交互協調運行,如圖4 所示,各單元動作步驟分解如下:
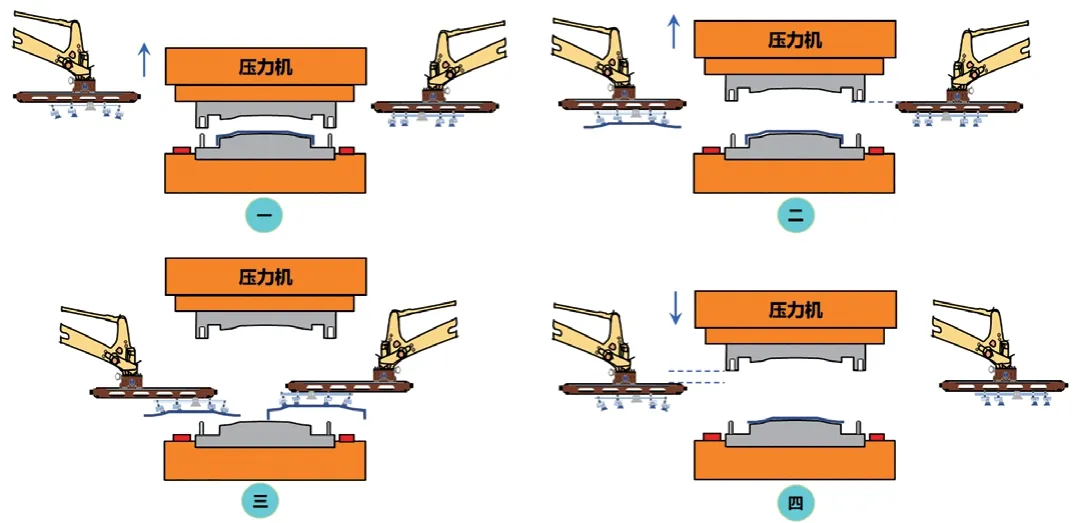
圖4 上/下料機器人進出壓力機動作原理圖
⑴壓力機沖壓完成,從下死點回程;
⑵壓力機回程到下料保護角時,下料機器人進入壓力機內取料;
⑶下料機器人將零件取走后,上料機器人進入壓力機內投料,且根據設定的參數與下料機器人保持一定的追逐距離;
⑷上料機器人投料后,在壓力機到達上料報警角之前,剛好退出到壓力機外的安全點,否則報警停機。
上述過程中,壓力機在上下料角度區間運行的同時,上下料機器人完成取料和投料動作。因此,當節拍優化到極致時,壓力機在上下料角度區間運行時間約等于機器人上下料時間。研究瓶頸工序的節拍影響因素,轉變為研究在上下料角度區間內機器人和壓力機的協調動作。
斷續+連續模式生產線各單元節拍影響因素
連續模式工序
生產過程中,采用連續模式的壓力機不在上死點停留,壓力機(主電機)在沖壓全過程勻速運行。壓力機在上下料角度區間運行速度的快慢直接決定該單元的節拍,而壓力機運行速度的快慢主要受上下料角度區間的大小和機器人上下料時間的影響。
各單元節拍=θ/T(θ:上下料角度區間,T:機器人上下料時間),該節拍與SPM 相對應,可相互轉換,詳見圖5。
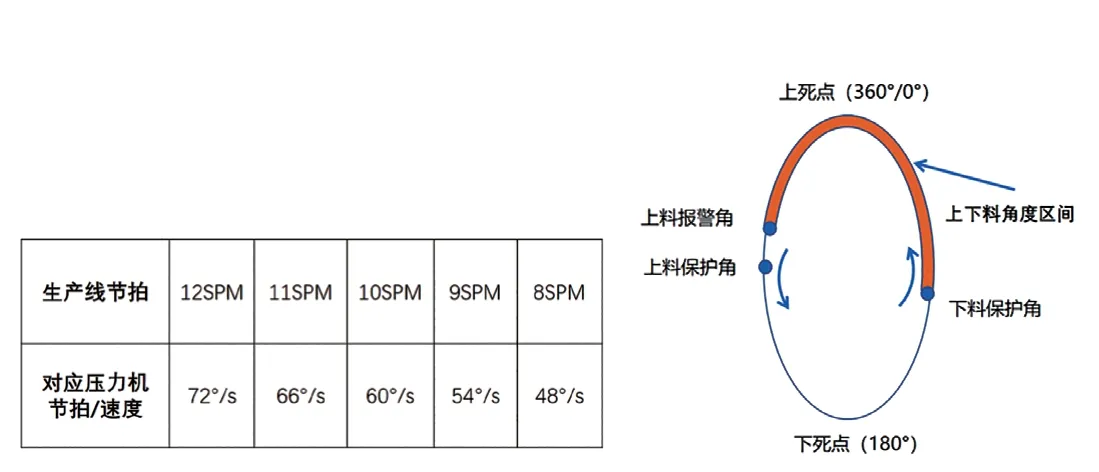
圖5 生產線節拍與壓力機速度轉換對應關系
以連續模式(12SPM)為例說明:壓力機以12SPM運行,即12 沖次/分鐘=12 沖次/60s,單沖次運行時間t=60s/12=5s,壓力機單沖次運行360°,因此,整線12SPM 對應的壓力機速度=360°/5s=72°/s。
簡單來說,壓力機如果在上下料角度區間運行的速度≥72°/s,則該單元的節拍可達到12SPM 以上。同理,其他SPM 也可用同樣方法轉換為壓力機速度。
當上下料角度區間和機器人上下料時間一定時,如果壓力機速度不斷提高,則將會出現機器人未退出到安全點,壓力機已到達上料報警角,觸發報警停機。通過增大上下料角度區間和減小機器人上下料時間可以提升節拍,也就是說:
⑴機器人上下料時間一定時,增大上下料角度區間,壓力機速度可以進一步提高,該工序節拍也可提升;
⑵上下料角度區間一定時,減小機器人上下料時間,上料機器人更早退出到安全點,故壓力機速度可以進一步提高,該工序節拍也可提升。
斷續模式工序
斷續模式與連續模式原理類似,影響節拍的原因也是上下料角度區間的大小和機器人上下料時間,說明如下:
⑴當機器人上下料時間一定時,下料保護角減小(上下料角度區間增大),機器人可提早進入壓力機進行上下料,則壓力機可提前沖壓,節拍提升;
⑵當機器人上下料角度區間一定時,機器人上下料時間減小,則壓力機可提前沖壓,節拍提升。
小結:不管是斷續模式還是連續模式,影響線中部分各單元節拍的因素主要是上下料角度區間和機器人上下料時間。針對以上兩個部分進行優化提升,可以優化各單元的節拍,從而提高生產線整線節拍。
斷續+連續模式生產線節拍提升優化
上下料角度區間優化
端拾器制作不合理以及上/下料保護角度測量預留余量過大均會影響上下料角度區間,現場調試時需將相關數據進行標準化。
⑴端拾器制作標準化。
制作端拾器時,在圖6 中B 處位置,板件和剛朵拉的距離≤10mm。尤其是針對瓶頸工序上下料機器人的端拾器制作,務必追求極致。
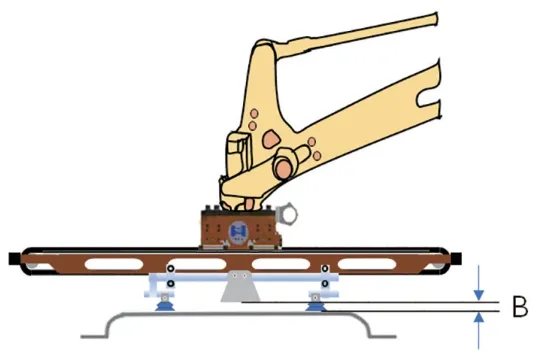
圖6 端拾器制作標準示意圖
端拾器吸盤的整體高度要盡可能小,且吸盤布局也有嚴格要求(圖7),否則既影響上下料角度區間,又影響機器人上下料時間,前后物流方向上的部分吸盤需布局在板件的最高點,或者布局在板件的左右兩側。
案例一:端拾器吸盤在物流方向上的布局會影響機器人軌跡,從而影響上/下料保護角度(上下料角度區間)。
案例二:圖8 中★為原吸盤位置布局(物流方向),影響上/下料保護角度和機器人上下料時間,改為左右兩側布局后(圖8 中●),上下料角度區間增大,同時上下料時間縮短,節拍由8SPM 提升至9.6SPM,提升20%。

圖8 端拾器吸盤布局現場實物展示圖
⑵上/下料保護角度測量方法標準化。
如圖9 所示,上/下料保護角測量標準:機器人七軸(拖鏈)最高點與上模最低點距離為10mm。
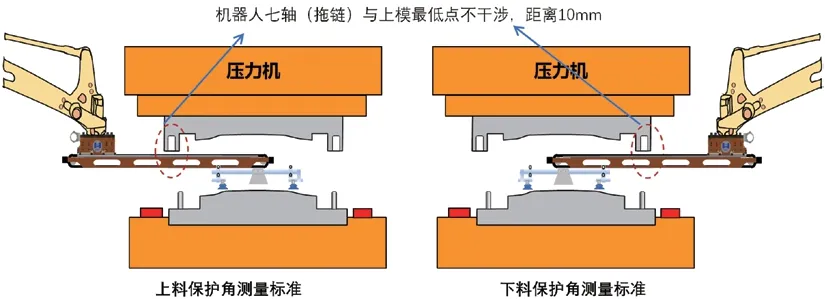
圖9 上/下料保護角度測量示意圖
小結:日常工作中,很多企業都有強調端拾器制作時需要扁平化,盡量做薄。但是忽略了端拾器吸盤在物流方向上的布局會影響機器人軌跡,從而影響上/下料保護角度(上下料角度區間)。通過優化吸盤布局,上下料機器人端拾器均做薄50mm,或者上料機器人投料后和下料機器人取料后上升的軌跡均縮短50mm,根據滑塊行程曲線(以1000t 壓力機為例,圖10),上下料角度區間會增加10°,部分零件節拍可以提升1SPM。
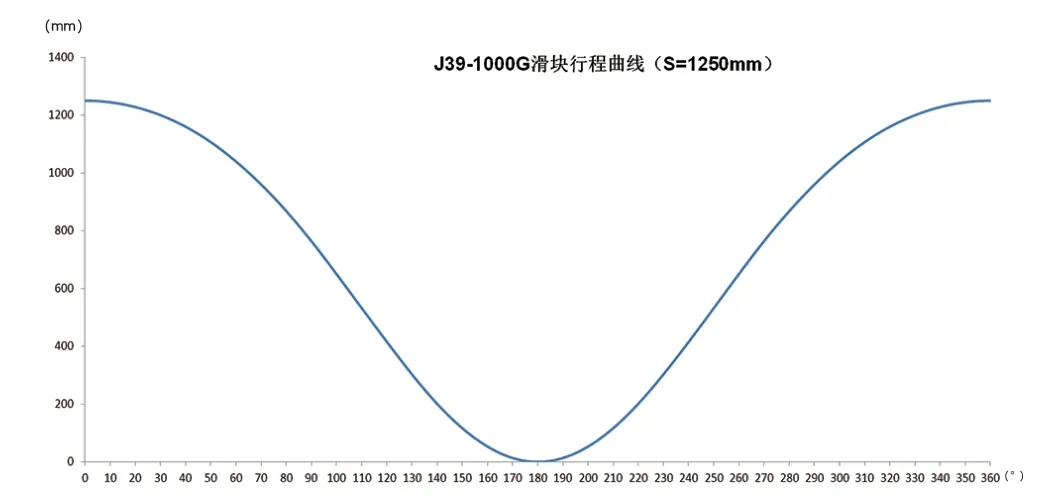
圖10 1000t 壓力機滑塊行程曲線
機器人上下料時間優化
⑴機器人軌跡和參數設置總體要求。
機器人軌跡調試不良會影響機器人上下料時間,尤其是11.5SPM 以上的零件,對于軌跡點的調試要求更高。為防止吸料和投料不良的發生,P 點和D 點的單點速度值設置為3000,轉彎半徑值設置為0,其余各軌跡點的單點速度值設置為7000,轉彎半徑值設置為200,并且使用MOVE L 命令(七軸機器人)。總體的機器人軌跡設置主要有圖11 所示的三種。
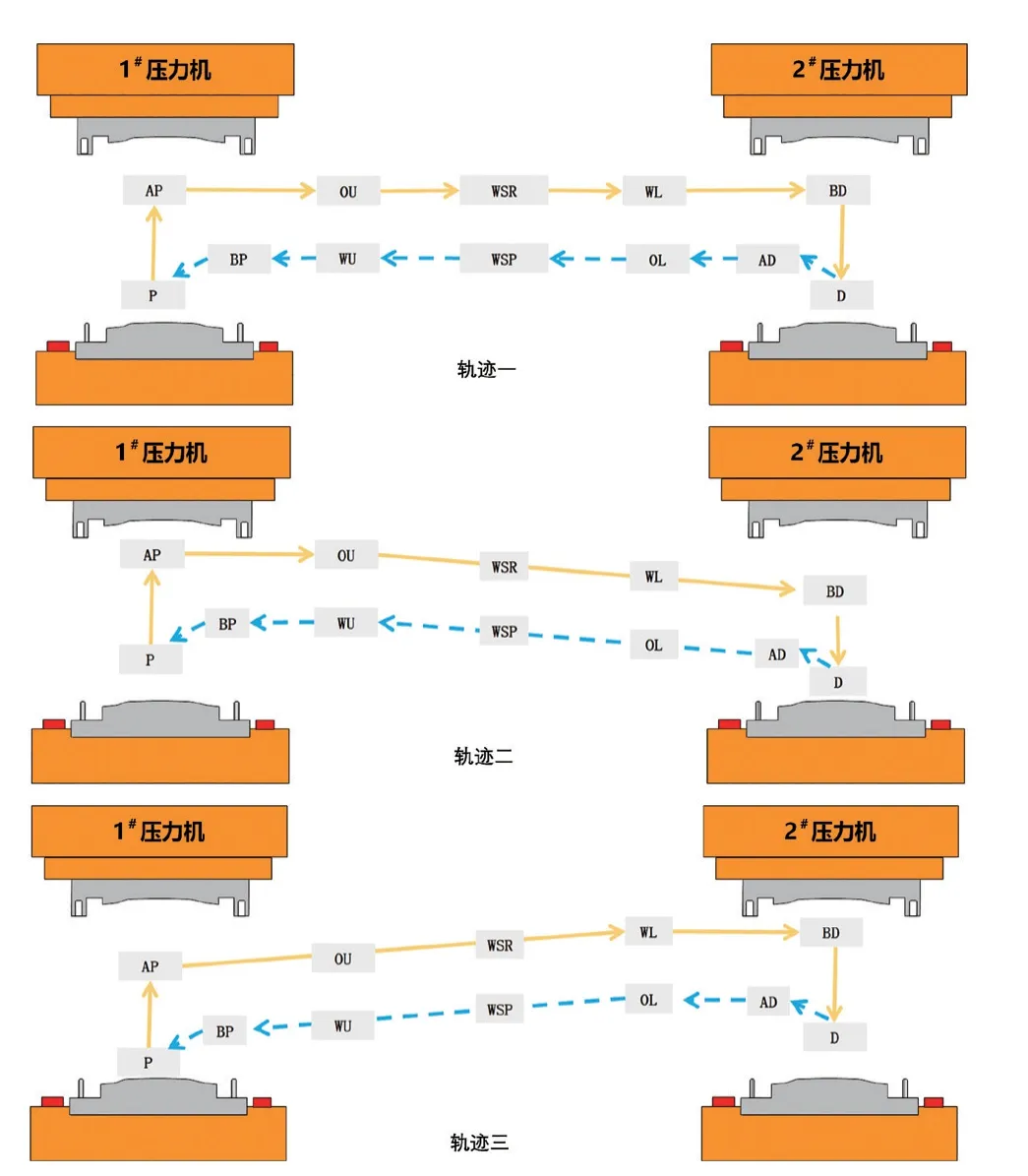
圖11 機器人軌跡點設置圖示
⑵機器人上料軌跡設置。
1)上料機器人軌跡點的調試對縮短上料時間具有十分重要的作用,常見的上料軌跡主要有三種,如圖12 所示。
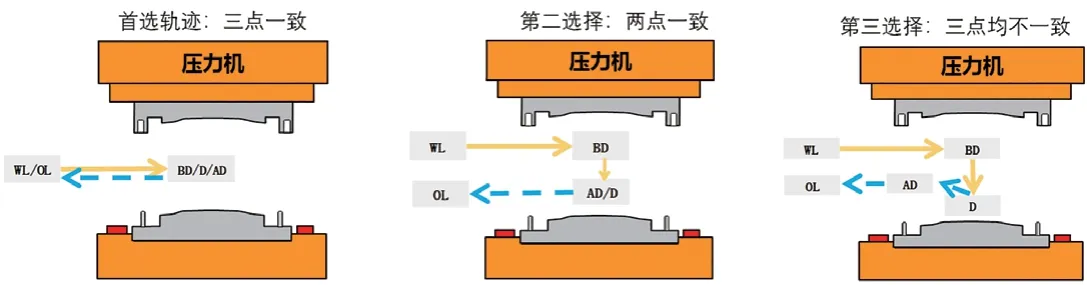
圖12 上料機器人投料軌跡示意圖
首選軌跡:BD 點、D 點、AD 點三點一致,機器人上料時間最短,常發投料撞傷,需要精調軌跡。
第二選擇:AD/D 點兩點一致與BD 點X/Y軸坐標一樣,但Z 軸坐標不同。大部分零件會選擇這種軌跡,保證投料穩定性和上下料時間。
第三選擇:BD 點、D 點、AD 點軌跡點X/Y 軸坐標一致,但Z 軸坐標各不相同。
2)不同的軌跡,機器人上料時間不同,退出到壓力機安全點的時間也不一樣,現場測試結果見圖13。
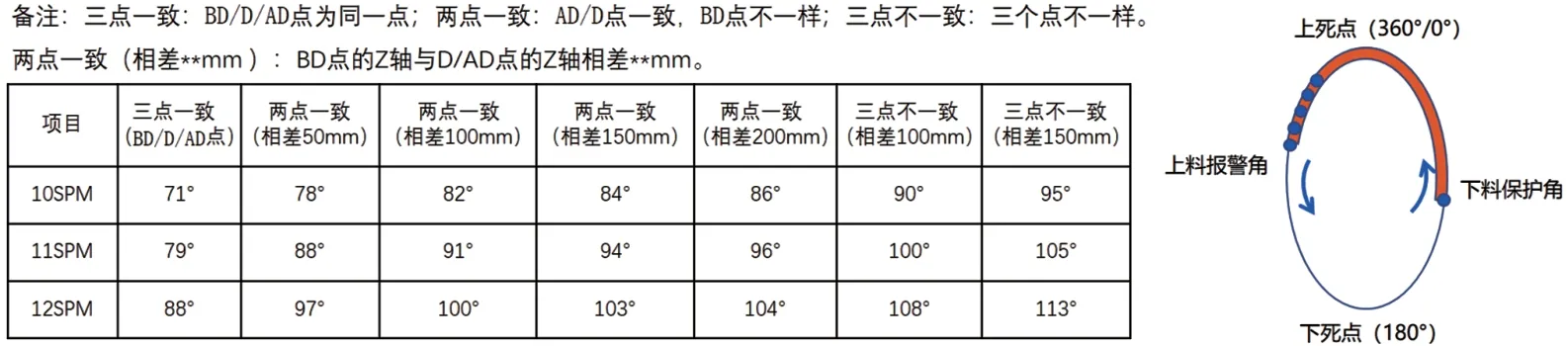
圖13 上料機器人不同軌跡退出到安全點實測數據
從以上測試結果可以得出:機器人上料軌跡為三點一致時,上料時間最短,退出到安全點時最快,該工序節拍可以繼續提升。
3)上料機器人進入壓力機內投料,需要盡可能減小從BD 點→D 點,以及D 點到AD 點的距離,減少機器人行走路徑,如圖14 所示,具體要求如下:
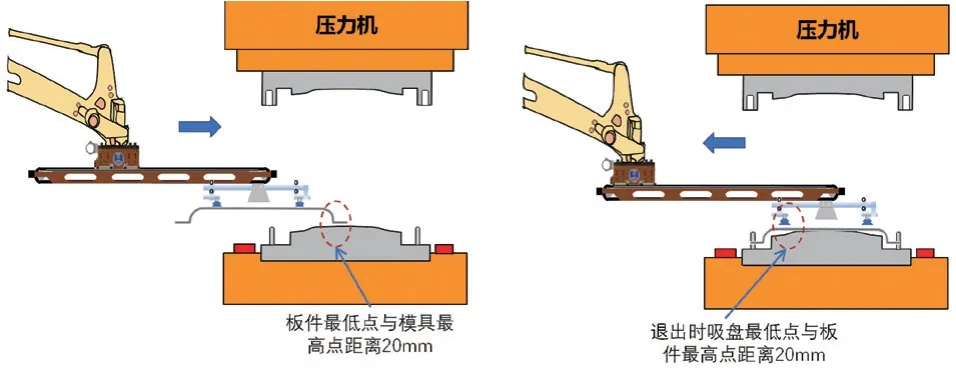
圖14 板件與模具型面距離標準示意圖
①機器人從WL 點進入BD 點過程中,板件最低點與模具最高點距離20mm。
②機器人投料后,從AD 點運行至OL 點時,端拾器吸盤最低點與模具上板件最高點距離20mm。
⑶機器人下料軌跡設置。
機器人下料軌跡僅有一種,三點均不一致。如圖15 所示,要求BP 點→P 點、P 點→AP 點的Z/Y軸一致,Z 軸坐標盡可能近,機器人走的路徑短,下料時間快。
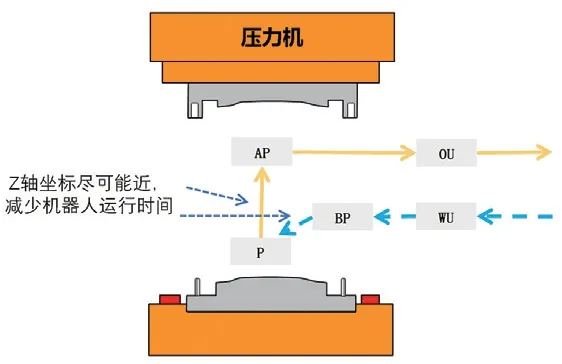
圖15 機器人下料軌跡設置示意圖
與上料機器人軌跡調試方法相同,如圖16 所示,機器人進入壓力機內取料要求如下:
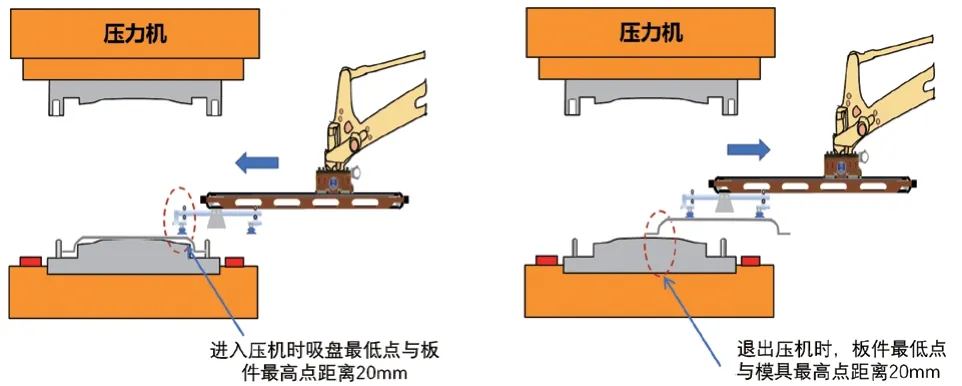
圖16 下料機器人運行過程中板件和吸盤與模具型面的高度標準
①機器人從WU 點進入BP 點過程中,端拾器吸盤最低點與模具上板件最高點距離20mm。
②機器人取料后,從AP 點運行至OU 點時,板件最低點與模具最高點距離20mm。
⑷重要軌跡點設置說明。
1)WU 點設置。
設置機器人下料等待點(WU 點)時,應盡量靠近壓力機滑塊邊緣,如現場夾鉗無接線盒影響,可以考慮將WU 點設置在兩個夾鉗中間位置,可縮短機器人上、下料時間,提升節拍。現場調試時,如圖17 所示,根據零件節拍以及模具寬度的不同,機器人示教器WU 點設定值=下料保護角實測值-(5°~10°),相當于讓機器人更早地到達WU 點,從而更早進入壓力機,縮短上下料時間。
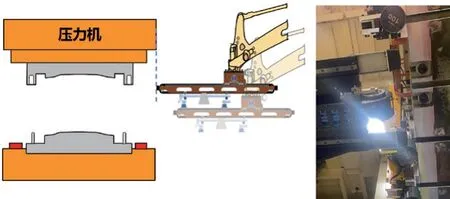
圖17 下料機器人WU 點設置示意圖
2)OL 點設置。
壓力機到達上料報警角時,機器人還沒退出到安全點(OL 點),就會觸發上料保護報警停機,需降低壓力機速度,整線節拍也隨之降低。因此,OL 點越靠近壓力機,壓力機的速度便可提升越快,如圖18所示。
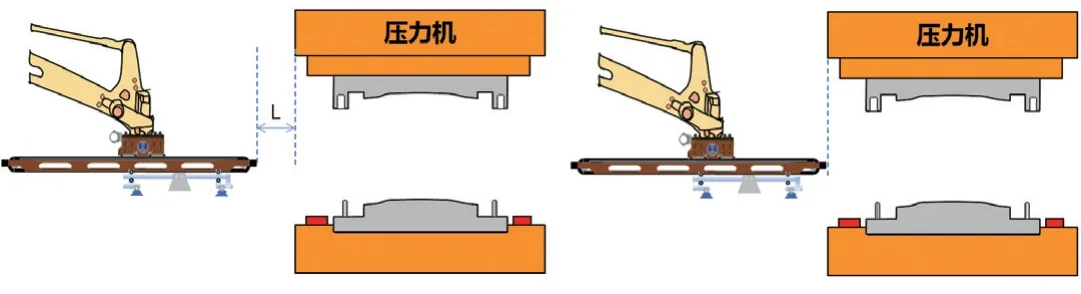
圖18 上料機器人安全點(OL 點)設置示意圖
現場使用尾門上段10SPM 空運轉測試,得出結果(圖19):機器人七軸每接近滑塊邊緣100mm,壓力機對應的凸輪角度減小3°。換言之,如果將OL點設置越靠近模具,上料保護越不容易觸發,壓力機速度可設置更高。
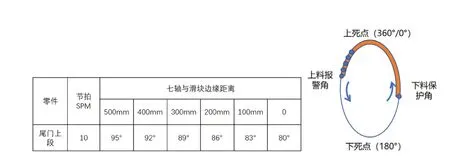
圖19 機器人設置不同OL 點對應壓力機凸輪角度實測數據
例:原零件連續生產節拍為10SPM,機器人OL點設置在距離壓力機滑塊邊緣500mm 的位置,機器人運行到該位置時壓力機到達95°。現將OL 點設置在滑塊邊緣,此時機器人運行到該位置時壓力機到達80°,距離上料報警角還有15°的空間,此時壓力機速度可以進一步提升。
機器人OL 點設置越靠近模具,對節拍提升越有幫助。針對將OL 點直接設置在模具邊緣,機器人退出到壓力機邊緣過程中壓力機下壓,是否與機器人干涉碰撞的問題,測試結果如圖20 所示。
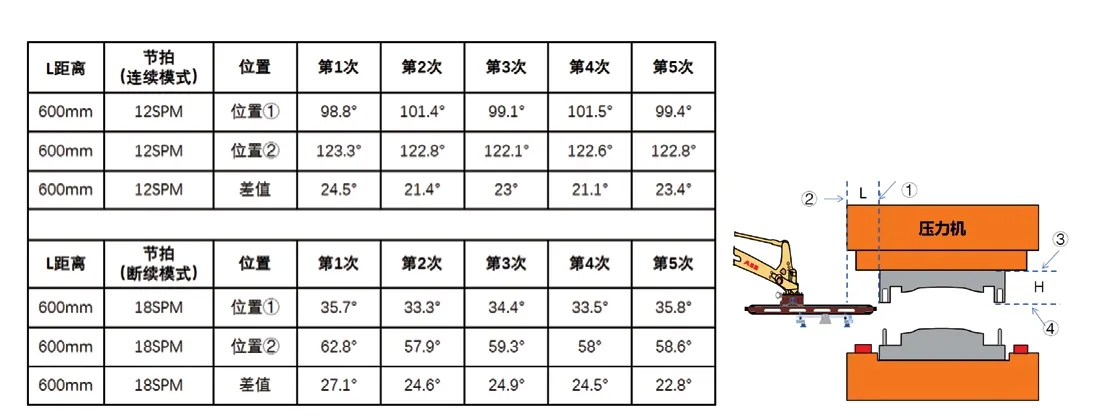
圖20 機器人從模具邊緣運行至滑塊邊緣對應壓力機運行角度實測數據
12SPM 連續模式空運轉測試:機器人從位置①運行至位置②(L =600mm),對應壓力機運行的最大角度為24.5°。根據1000t 壓力機滑塊行程曲線,滑塊從位置③運行至位置④(H =400mm),需要35°左右。相當于機器人從模具邊緣運行至滑塊邊緣時,滑塊底部與機器人七軸還有10.5°的安全區間,其余連續模式節拍低于12SPM 的零件,安全區間更大,機器人與壓力機無干涉。
18SPM 斷續模式空運轉測試:機器人從位置①運行至位置②對應壓力機運行的最大角度為27.1°,機器人從模具邊緣運行至滑塊邊緣時滑塊底部與機器人七軸還有7.9°的安全區間,使用斷續模式生產壓力機節拍低于18SPM 的零件,安全區間更大,機器人與壓力機也無干涉。
結束語
我公司生產Y 車型共13 組模具,6 組模具節拍可達到整線設計最高節拍12SPM,該車型優化前平均節拍為8.8SPM,優化后可達到10.7SPM,效率提升21.6%,達到行業內同類型生產線領先水平。大大削減了生產人員加班費、能源費等成本,為公司發展創造巨大收益。
