活性劑對厚壁管TIG焊接的影響
2024-03-01 06:20:38李佳偉陳炫如李佳萍郝妮娜許海峰
電焊機 2024年1期
關鍵詞:焊縫
李佳偉, 陳炫如, 黃 澤, 李佳萍, 郝妮娜, 許海峰, 李 笑, 戴 軍*
1. 常熟理工學院 汽車工程學院,江蘇 常熟 215500 2. 江陰液壓油管有限公司,江蘇 江陰 214400
0 引言
活性化TIG 焊(A-TIG 焊接)是近年來一種可以提高焊接熔深并且改善焊縫質量的高效焊接方法。它主要是在被焊工件表層涂敷一層特殊的很薄的活性焊劑,再進行TIG 焊接。在相同的焊接參數下,同常規TIG 焊相比,A-TIG 焊可明顯提高焊縫熔深,最高可達300%。對8 mm厚的板材可不開坡口一次焊透或獲得較大的熔深,熱輸入降低,形變減小,且接頭力學性能和常規TIG焊相當,有利于提高焊接生產效率,降低焊接生產成本[1-4]。研究發現[5],合理的活性劑成分配比不會改變焊縫組織以及成分,焊縫的質量不會降低,均滿足相關標準。鑒于A-TIG 焊的各種優點,在未來十幾年內,ATIG焊接技術將繼續發揮巨大的作用。
張瑞華等人[6-7]研究了低碳鋼活性劑的配方并取得了良好的實驗結果。趙勇[8]采用牌號為FS-01的活性劑對304 不銹鋼進行實驗,最終得出不銹鋼活性劑相對涂敷量在3 層左右時所得的熔深最大,是普通熔深的2.5 倍。除上述兩種活性劑外,如鋁合金活性劑、鈦合金活性劑、鎂合金活性劑等多種合金活性劑也有應用研究。劉黎明等人[9]研究了TiO2、Cr2O3、CdCl2和ZnCl2四種活性劑對鎂合金TIG焊接熔深的影響,結果發現,四種活性劑均能增大熔深,其中CdCl2和ZnCl2增加熔深效果最好,最大熔深可增加205%。Kulkarni等人[10]研究奧氏體316不銹鋼和合金800異種金屬A-TIG焊接頭的組織與力學性能,發現A-TIG焊能焊透8 mm的鋼板,并且無任何裂紋或缺陷,焊接接頭具有良好的拉伸強度和沖擊韌性,熔合區硬化能力低,焊接熱影響區有明顯的晶粒粗化。
目前對20#厚壁管鋼在A-TIG焊方面的研究較少,本研究主要針對54 mm×8 mm的20#厚壁管開展活性劑對TIG 焊縫成形、熔深、熔寬、接頭微觀組織和力學性能的影響研究。
1 試驗材料與方法
1.1 試驗材料
焊接材料為20#鋼管,20#鋼屬低碳鋼,由于其C、Mn、Si 的含量少,焊接性較好,通常情況下不會因為焊接而引起嚴重的組織硬化和淬火組織,形成的焊接接頭性能良好,焊后不需要進行熱處理。管管對接的尺寸54 mm×8 mm×100 mm,整管焊接的尺寸為54 mm×8 mm×200 mm,其化學成分和力學性能如表1、表2所示。采用管管對接TIG 焊接,不開坡口不用焊絲,直接氬弧焊接。

表1 20#鋼管的化學成分(質量分數,%)Table 1 The chemical composition of 20# steel pipe (wt.%)

表2 20#鋼管的力學性能Table 2 Mechanical properties of 20# steel pipe
本次試驗采用3 種活性劑,其中兩種為新型活性劑,標為1號、2號活性劑,另外一種為江陰液壓油管有限公司所用活性劑,標為3號活性劑。
1.2 試驗方法
采用華恒(HUAHENG)TIG 焊專機,焊機電源型號為松下YC-400TX4。采用直流TIG焊,鎢棒伸出長度5 mm,焊接電流為140 A,焊接速度3 mm/s,焊接角度為90°,保護氣流量為10 L/min。本次試驗共分為4 組,每組焊接2 個試樣,前3 組為不同活性劑的管管對接,第4組為不添加活性劑的整管焊接。活性劑標號分別為1、2、3。試樣標號類型見表3。活性劑先采用適量丙酮進行混合攪拌均勻,然后均勻涂覆在焊縫對接面上,靜置段時間等表面干燥后進行焊接。
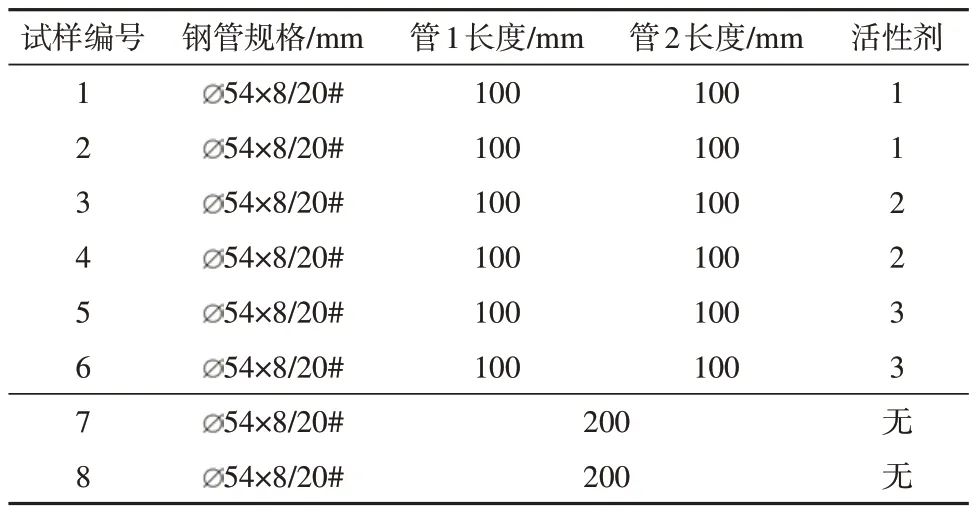
表3 試樣編號類型Table 3 Type of sample number
1.3 金相試樣制備與組織觀察
采用線切割機將焊好的厚壁管切割為35 mm×10 mm×8 mm的金相試樣,對試樣使用XQ-2B熱鑲機進行熱鑲嵌處理,之后利用180#~2000#的金相專用砂紙進行金相研磨和拋光,直至待測表面出現光滑明亮且無明顯劃痕的鏡面時,用5%的硝酸酒精進行腐蝕,在奧林巴斯GX51光學顯微鏡(OM)下觀察組織。
1.4 拉伸性能測試
采用電火花線切割機將焊好的厚壁管切割加工成標準的拉伸試樣,其尺寸如圖1所示。每組試驗需要切割2塊拉伸試樣,依次重復進行拉伸試驗。采用WAW-600型微機控制電液伺服萬能試驗機進行拉伸試驗。試樣尺寸厚度為2 mm。
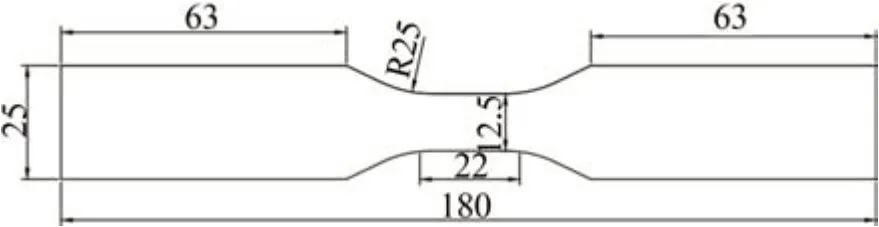
圖1 拉伸試樣尺寸Fig.1 Tensile sample size
2 試驗結果與討論
2.1 焊接宏觀形貌
焊接好的8 個試樣的宏觀形貌如圖2所示,可以看出,添加1號活性劑的試樣,焊縫表面寬度均勻一致,表面殘渣較多,同時發現有少量氣泡凸出。添加2 號活性劑的試樣在收弧部位焊縫變寬,其余部位整體較均勻,無明顯可見缺陷,表面有少量的殘渣產生。添加3 號活性劑的試樣,焊縫整體寬度均勻一致,無明顯可見缺陷,表面殘渣較少。未添加活性劑的試樣焊縫寬度明顯高于其他試樣,表面無明顯缺陷,表面殘渣也較少。對厚壁管焊接宏觀形貌分析可知,添加活性劑后,TIG 焊焊縫明顯變窄,雖然表面有少量殘渣產生,但整體較為美觀。

圖2 焊接宏觀形貌Fig.2 Welding macro morphology
2.2 焊接接頭宏觀腐蝕
對8個焊接接頭進行宏觀腐蝕,實驗結果如圖3所示。可以看出,添加1 號活性劑的厚壁管能夠完全焊透,焊縫無裂紋和其他缺陷,焊縫成形良好,焊縫正面寬度平均為9.457 mm,焊縫背面寬度平均為7.958 mm,表面凹陷平均為0.378 mm,背面凸起平均為0.672 mm。添加2 號活性劑的焊縫成形良好,無孔洞、裂紋和其他不良缺陷,焊縫正面寬度平均為8.639 mm,焊縫背面寬度平均為7.621 mm,表面凹陷平均0.371 mm,背面凸起平均0.923 mm。添加3 號活性劑的焊縫正面寬度平均為9.358 mm,背面寬度平均為7.209 mm,表面凹陷平均0.427 mm,背面凸起平均0.797 mm。
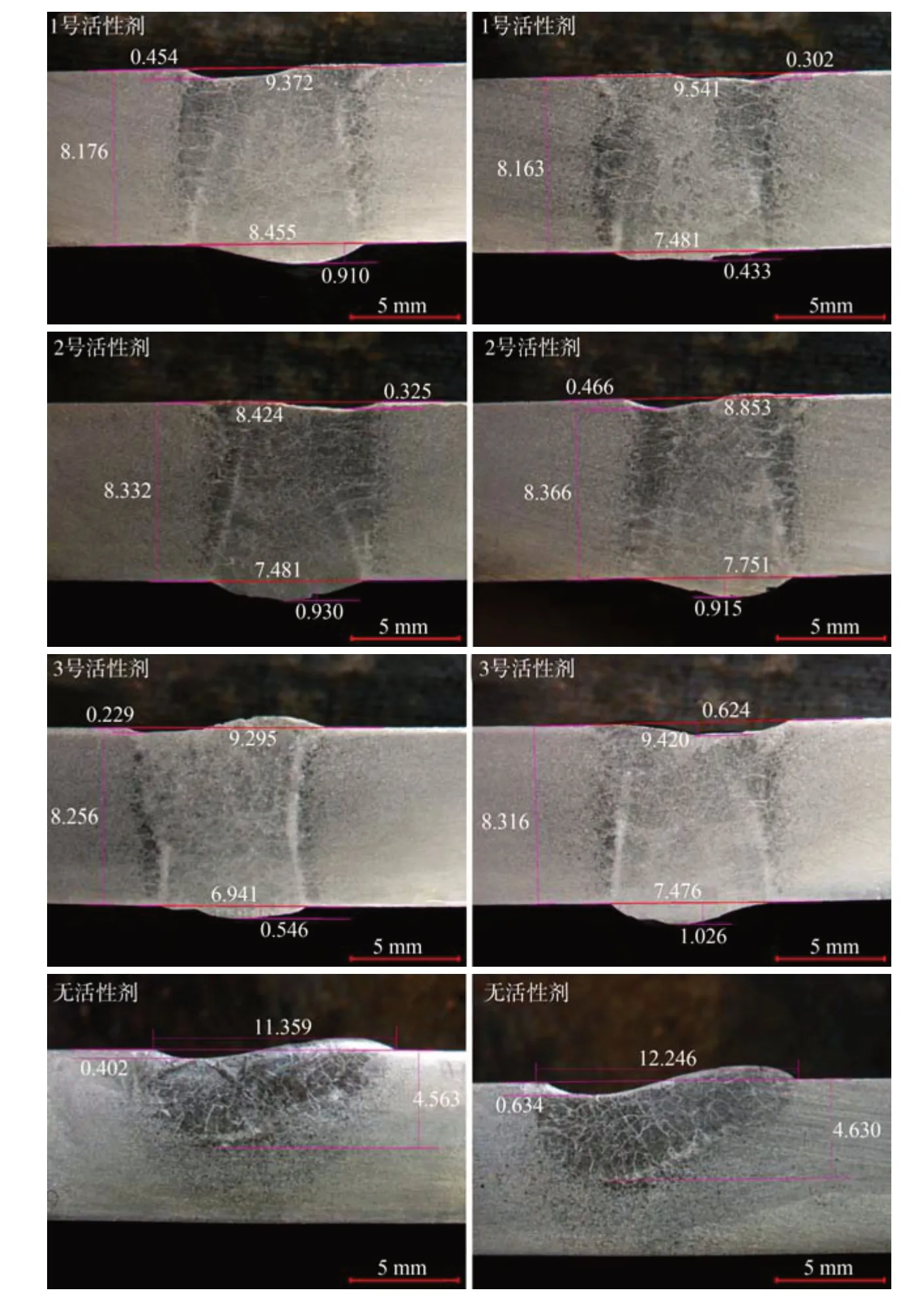
圖3 焊接宏觀腐蝕形貌Fig.3 Welding macroscopic corrosion morphology
由圖3 可以看出,添加活性劑的焊縫均成形良好,能夠焊透8 mm 厚的20#厚壁管。表4 為三種活性劑的焊縫對比,可以發現,所有焊縫表面凹陷、內部凸起均滿足要求。其中,使用2號活性劑的試樣,焊縫正面平均寬度為8.639 mm、背面平均寬度為7.621 mm,增加熔深的效果最明顯,使用1號活性劑的試樣次之,焊縫正面平均寬度為9.457 mm,焊縫背面平均寬度7.958 mm;使用3 號活性劑的試樣增加熔深效果最差,焊縫正面平均寬度為9.358 mm,焊縫背面平均寬度為7.209 mm。
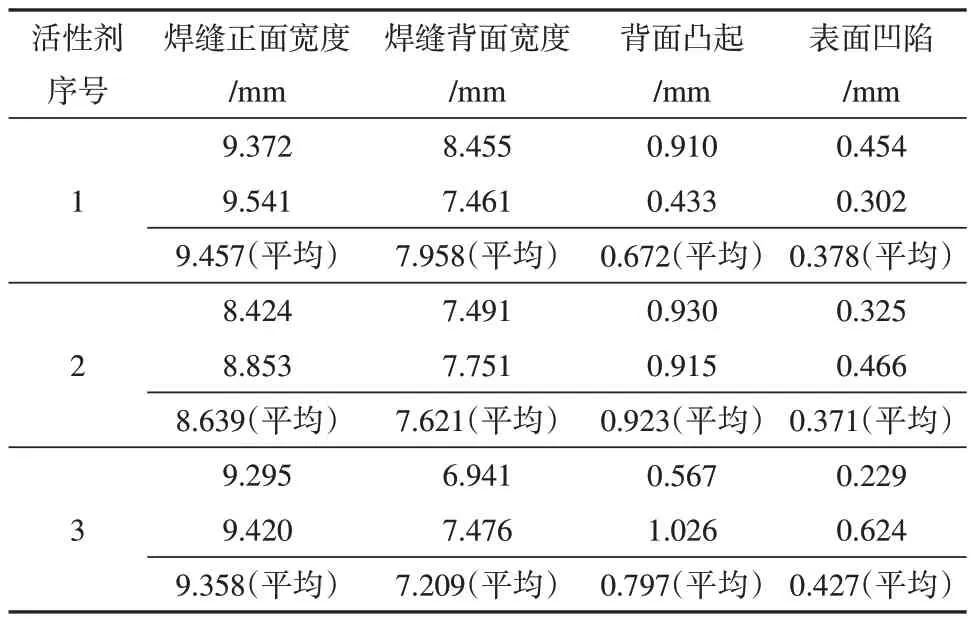
表4 三種活性劑焊接數據的對比Table 4 Comparison of welding data of 3 active fluxes
不添加活性劑的焊縫成形良好,無裂紋和其他不良缺陷,但是不添加活性劑無法焊透8 mm 的厚壁管,最大熔深為4.630 mm,平均熔深為4.597 mm,焊縫熔寬也比添加活性劑的試樣更寬,最大熔寬為12.246 mm,平均熔寬為11.803 mm,焊縫平均收縮量為0.518 mm。其厚壁管接頭焊縫熔寬和熔深統計如表5所示。對比表4、表5 可知,添加活性劑后的厚壁管焊縫均焊透,熔深增加量均達3.211 mm以上。熔寬相對于不添加活性劑的試樣也更低。本次實驗的三種活性劑均能達到增加熔深,降低焊接熔寬的效果。
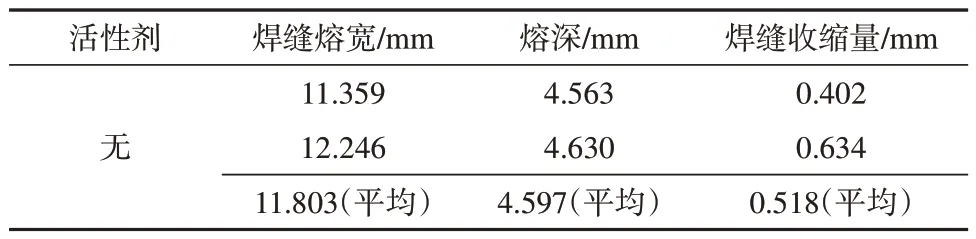
表5 不添加活性劑的焊縫熔寬和熔深Table 5 Weld width and penetration depth without adding active agent
2.3 焊接接頭微觀組織分析
添加2號活性劑的焊接接頭增加焊縫熔深的效果最好,因此對添加2 號活性劑的焊接接頭進行微觀組織分析。圖4為材料的母材組織。母材為珠光體與鐵素體混合物結構,白色區域為鐵素體等軸晶,塊狀為黑色珠光體,晶粒細小均勻。
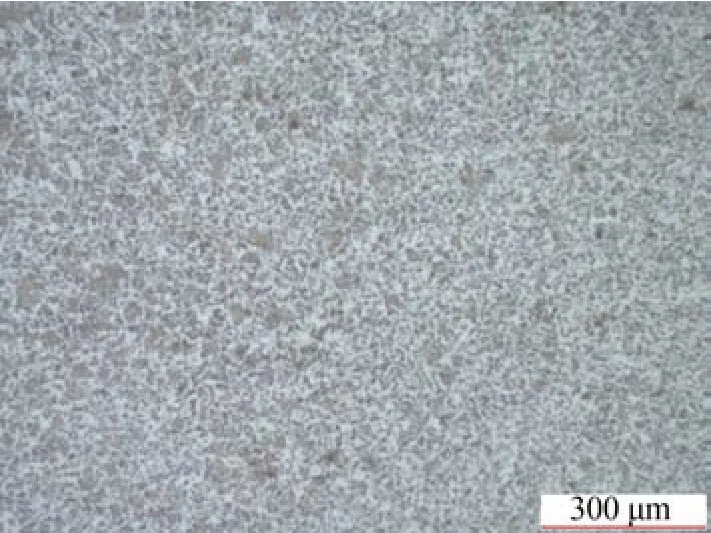
圖4 20#鋼母材顯微組織Fig.4 Metallographic structure of the base metal zone
圖5、圖6為不同倍數下添加2號活性劑焊接接頭熱影響區和焊縫區金相組織。可以看出,相比母材,焊接熱影響區的晶粒明顯更為粗大,晶粒長大明顯。20#鋼的母材由鐵素體和珠光體混合組成,母材區往熱影響區過渡時,奧氏體晶粒逐漸長大,越靠近焊縫,晶粒越粗大,晶粒長大的傾向更大,但是組織基本沒變,還是珠光體和鐵素體。熱影響區經歷1 100 ℃以上到熔點以下的溫度區間,晶粒處于過熱狀態,碳化物及夾雜物等阻礙晶粒長大的物質全部溶解在金屬基體中,第二相彌散的質點由分散變為聚集,晶粒長大的阻礙得以大幅降低,小晶粒被大晶粒合并,因此奧氏體晶粒急劇長大[11]。
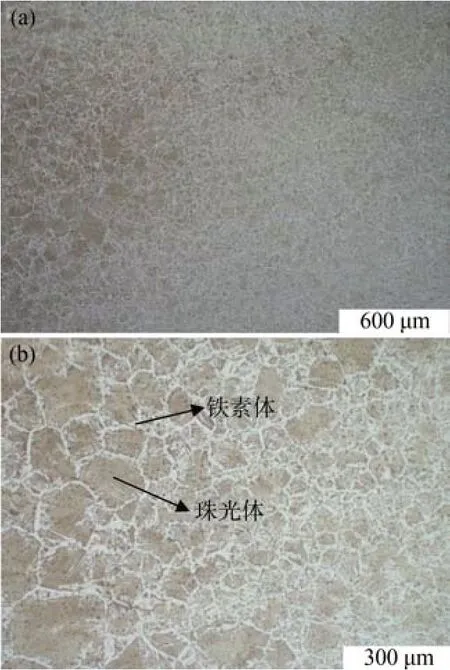
圖5 添加2號活性劑焊接接頭熱影響區金相組織Fig.5 Metallographic structure of the heat-affected zone of the welded joint with No. 2 active agent
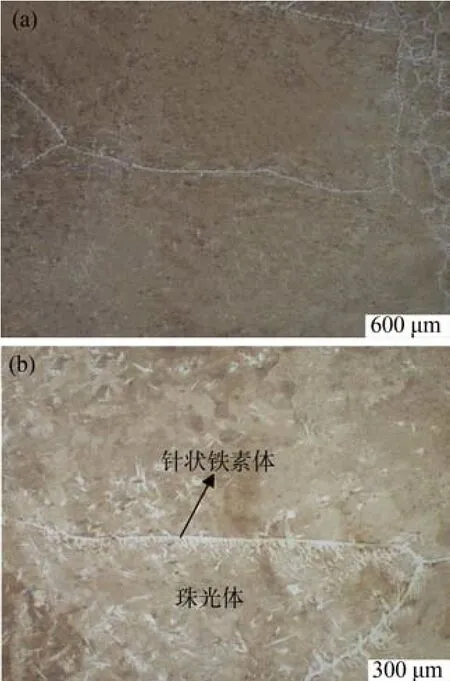
圖6 添加2號活性劑焊接接頭焊縫區金相組織Fig.6 The metallographic structure of the weld zone of the welded joint with the addition of No. 2 activator
圖6為不同倍數下添加2號活性劑的厚壁管焊接接頭的焊縫區金相組織。如圖6所示,焊縫區的晶粒最為粗大,晶粒長大十分明顯。在晶界處產生粗大的針狀先共析鐵素體,鐵素體多而雜,焊縫區的主要組織還是鐵素體和珠光體,并有少量上貝氏體和細板條馬氏體。
2.4 焊接接頭拉伸性能分析
圖7是添加1號、2號、3號活性劑的焊接接頭拉伸斷裂形貌,因不添加活性劑整管焊接拉伸試驗和母材類似,本次只對比添加3 種活性劑的焊接接頭拉伸性能,表6 是接頭拉伸試驗結果。結合圖表可知,3組拉伸試樣均斷裂在母材位置,焊縫強度均大于母材強度,抗拉強度均在標準范圍(母材抗拉強度410~530 MPa)之內。
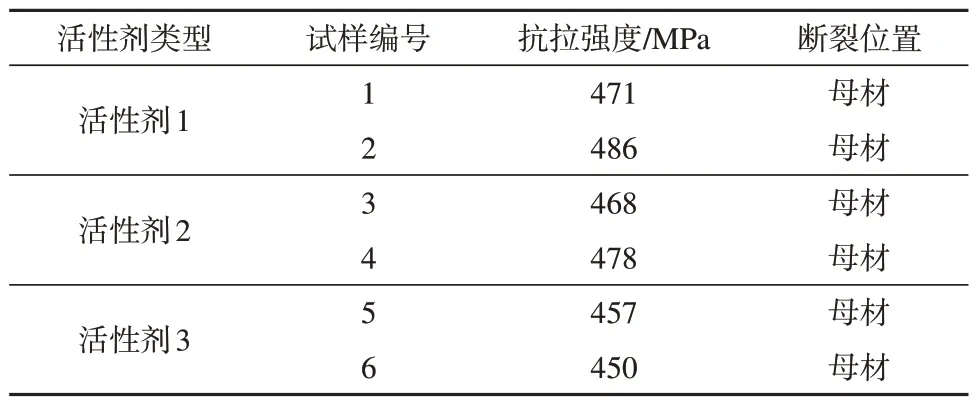
表6 接頭拉伸試驗結果Table 6 Tensile test results of joints
3 結論
本文采用三種不同的活性劑對20#鋼厚壁管進行了TIG 焊接,并對焊接宏觀形貌、宏觀腐蝕形貌、顯微組織進行了觀察,并對焊接接頭的拉伸性能進行了測試,得出以下結論:
(1)所有試樣焊縫表面均無肉眼可見裂紋、氣孔等缺陷。其中,使用3號活性劑焊接的試樣,焊縫整體寬度最均勻一致,表面殘渣少,外觀最好;使用2號活性劑焊接的試樣,在收弧部位寬度明顯變寬,其余部位一致性較好,表面殘渣也較少;使用1號活性劑焊接的試樣,寬度均勻性次之,表面殘渣較多。
(2)經焊縫斷面宏觀腐蝕檢測,所有焊縫表面凹陷、內部凸起均滿足要求。添加活性劑后焊縫熔寬變窄,熔深增加。不添加活性劑的焊接接頭均未焊透8 mm 厚的20#鋼管,熔深平均為4.597 mm,添加活性劑后的厚壁管焊縫均焊透,熔深增加量均達到3.211 mm 以上。使用2 號活性劑焊接增加熔深的效果最明顯。添加活性劑后焊縫宏觀組織無明顯變化。
(3)添加活性劑的三組焊接試樣,經拉伸試驗后,斷裂位置均位于鋼管母材處,抗拉強度都在410~530 MPa之間,焊縫強度高于母材強度,滿足強度要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
