電機部裝生產線平衡策略研究
2024-03-10 03:13:44田昊
中國設備工程 2024年4期
關鍵詞:生產
田昊
(中國航空規劃設計研究總院有限公司,北京 100120)
在電機制造各工藝流程中,電機的裝配是核心工藝和關鍵環節,能夠占電機制造總工時的25%~40%,是決定電機產品最終質量、制造成本和周期的主要因素。
1 裝配生產線平衡和主要影響因素
電機部件裝配車間內,按照工藝需求,會設置多個裝配工位。生產組織關系上,設置多個生產小組。每個生產小組根據生產需求,配備不同的工藝人員、班組長。每個生產小組配備不同類型的工裝、夾具、線上工具以及線上設備。每個班組負責一條生產線,不同的生產線負責裝配不同的電機部件,部件的裝配工藝流程往往都包含多道工序,且具有較高相似性。因此,各班組之間會存在資源競爭、排產沖突等問題,這導致電機生產線的平衡優化策略是個復雜的博弈過程。
影響生產線平衡的因素很多,主要包括班組因素、產線因素、產品需求、工藝布置、場內物流等,具體如下所示。
1.1 班組因素
班組因素是指各生產小組的裝配能力、工藝種類和技能熟練程度。班組成員的技術能力水平限制了裝配線各工位的可用資源,班組成員的技術能力越強,越容易實現生產線的平衡;人員技能熟練程度越高,越有利于裝配線的平衡,所以工作人員的動態調度直接影響生產線的平衡。
1.2 產品需求
產品需求是指某一時間增加電機的改型任務,混線裝配生產,導致裝配節拍發生變化。需要對產線進行優化,甚至重新規劃來實現新的產線平衡。
1.3 工藝布置
生產線的工藝布置不僅影響各班組人員的站位、人員、物流路線、工位數量,還影響各個班組對物料的獲取的時間。工藝布置對生產線的平衡影響較大。
2 電機部裝線平衡問題分類
電機部裝生產線更具優化對象的不同可以分為3 類。
(1)在產線節拍CT 確定的情況下,使得班組規模最小(班組需要的工位數K 最小)。在電機部裝生產線規劃設計階段,應根據產品的規模來計算生產線的節拍CT,根據CT 計算K 的最小值(MIN),得到最小的生產班組規模條件下,人員和產線設備的需求量最少,又滿足產品的生產需求。第一類問題主要是針對成熟產品、生產廠房平面已經確定情況下的產線平衡問題。主要開展生產線優化設計,使得廠房面積利用率最高、空間布局最合理。
(2)在生產班組規模確定(K 值確定)的情況下,通過優化,使得生產線的節拍CT 最小。對于一些傳統企業,生產班組已經相對固定,班組的人員和設備已經固定,K 值已經確定。通過對工序的再分配,使得生產線達到平衡狀態,提高生產效率。這類問題主要是針對老舊廠房、傳統企業針對新產品,根據流程再走,規劃新產品最短的生產節拍CT。
(3)在產線節拍CT 和生產班組(K 值)都相對確定的情況下,平衡產線各環節的工作量。對這類問題進行研究,保證每個工藝環節的完成時間均落在一定相對合理區間內,班組之間、班組之內的生產符合大致相同。即使出現產線擾動,只要擾動在一定區間內,也能保障各生產班組能夠及時處理突發事件,減少擾動對產線平衡的影響。這類問題主要針對新產品在現有廠房內的產線規劃問題。
根據精益生產的理念,部裝生產線的裝配周期需與總裝生產線的節拍需保持一致,故部裝裝配線的節拍CT 是一定的,主要求解站位數,進一步細化為班組組成問題。
3 問題描述及建模
3.1 問題描述
部裝生產線的平衡主要包括2 個方面:一是各班組之間的平衡;二是班組內的平衡。
生產班組間的平衡是電機不同組成模塊之間的裝配線平衡。從電機機構角度,電機主要包括機芯、定子和轉子等組成,將上述各大部件看成一個整體站位,部裝生產線就可分為機芯裝配站位、定子裝配站位、轉子裝配站位,部裝生產線站位間的平衡問題就可轉化為各部件裝配站位的平衡。生產班組內部的生產平衡是生產班組間生產平衡的基礎。生產班組間的生產平衡策略研究屬于第一類產線平衡問題。
生產班組內的生產平衡是基于工序或任務包的裝配平衡,側重于裝配任務分配的均衡性。影響生產班組內內部生產平衡的因素主要有工位節拍、人員工時、工時制度以及設備年時基數等。設備年時基數及人員班制決定了生產線的工作時間。因此,生產班組內生產線平衡問題屬于第三類問題。
3.2 生產線平衡建模
3.2.1 生產線平衡數學模型
A 生產班組間的工序平衡。站位間的平衡是在已知生產節拍的前提下求解最少站位的問題,最少站位數=站位的裝配時間÷節拍CT。
B 生產班組內的工序平衡。生產班組內的工位是由多個連續生產的工位組成,根據生產工藝組合成線。每個工序的節拍是確定的。產線平衡策略研究的是在滿足生產工藝的前提下,使得生產班組內每個工位的生產節拍落在合理區間內。將工位進行適應性調整,重新優化分配,使得生產班組內的生產形成流水線。
站位內工序平衡是一個多目標的優化問題,為簡化問題,突出重點,我們提出以下假設:工藝流程是確定的。工藝流程包括生產班組內各工位之間的順序、物流關系、生產節拍、人員能力要求等;目前只考慮各工序的裝配時間,暫不考慮物流運輸、物料緩沖、人員等待、設備故障等時間等;生產班組內的每個工位的生產節拍CT 是確定的。
根據上述裝配線的描述,裝配線平衡的數學理論模型如下:
m 為裝配線工作站的總個數,n 是裝配線中裝配工序的總數目。其中,約束條件(1)表示生產班組內的工位只進行一個工序;約束條件(2)表達的是生產工藝的優先級,工序i 是工序k 的前序工藝;約束條件(3)表達的是生產班組內工位j 工序的總工作時間;約束條件(4)表達的是生產班組內每個工位的節拍不超過電機產線總生產節拍;約束條件(5)給出了xij的取值范圍,當第i 個生產工序在第j 工位上進行時,xij取值為1,否則為0。
3.2.2 混線裝配模式下的生產線平衡
隨著柔性工裝的廣泛應用以及電機改型的頻繁程度,多型號的混線生產在部裝車間中已成為常態,多產品部裝生產線平衡問題需要考慮的問題較多,包括生產工序的前后關系、生產物流的上下游關系,還要考慮不同產品轉段生產、更換工裝夾具消耗的時間,同時還要考慮不同產品產量的比例。
本文采用一種簡化模式,將混線裝配線的平衡問題轉化為單一型號裝配線的平衡問題,即每次新型號裝配任務的下達,均可看作在現在條件下增加了裝配任務,按照多型號總的工序內容,重新做一次裝配線的平衡。
4 生產線平衡評價指標
通過對電機部件裝配生產線的需求分析,提煉形成包含裝配節拍、站位工作率和設備負荷率等在內的裝配線評價指標體系,作為衡量裝配線性能優劣的準則。具體如下。
4.1 裝配節拍
裝配節拍是裝配線設計時的核心指標,裝配線各工位的實際節拍與裝配線的期望節拍之間的標準差越小,整條生產線的平衡性越好,生產效率越高。
4.2 空程時間比率
空程時間比率指整個裝配線的等待時間與電機裝配總時間的比例。產線在進行工藝試驗時,需要嚴格采集空程時間以及空程時間比例。空程時間比例大了標明產線中的生產平衡,出現了大量資源浪費,產線效率不高。
4.3 裝配線平滑性系數
裝配線平滑性系數衡量的是每個生產班組工位節拍之間的標準差。標準差越小,表明產線越平衡。
5 電機部裝生產線仿真評估與優化技術
電機部件裝配生產線仿真技術主要包括仿真準備、仿真建模與驗證、仿真運行及結果輸出3 個方面。根據電機部件裝配生產線仿真目標,采集仿真建模需要的數據,主要包含規范的生產線工藝布置圖、混線產品信息、工藝流程信息、人員信息以及物流信息等。準確的數據收集是決定仿真結果準確性的關鍵。
可以基于Delmia/Quest平臺,創建生產線幾何模型,設置工藝流程相關的信息和參數,建立電機部件裝配生產線仿真模型,并從工藝流程邏輯正確性和輸出結果正確性兩個方面驗證仿真模型的可行性和有效性。
基于電機部件裝配生產線仿真評價指標體系,結合定制開發,形成電機部件裝配生產線仿真評估與優化系統,量化分析評價指標,確定影響生產線行為的關鍵因素并進行優化。
6 生產線平衡的仿真驗證
6.1 仿真試驗方案設計
仿真模擬試驗的目的是在滿足產品裝配周期的情況下,優化電機裝配生產線,改善瓶頸環節,提高生產線的效率。針對本文研究的實際情況,采用電機裝配周期、各裝配單元利用率等指標作為衡量電機裝配生產線優劣的標準。
6.2 仿真結果分析及裝配線優化
6.2.1 初始方案仿真結果
仿真模型內各裝配工位單元的工作率柱狀圖如圖1所示。
6.2.2 初始方案分析及優化
仿真中系統繁忙環節即為產線設計的瓶頸工序,從上述仿真結果可以得到,扁線(利用率為99.26%)、嵌線( 利用率為99.26%)、 預總裝( 利用率為98.65%)、定型(93.24%)、分型(利用率為85.66%)為瓶頸工位。
因此,可通過增加裝配單元和工藝分離面的重新劃分等方法提高其工作節拍;平衡各生產班組內工位的節拍,提高產線設備利用率,減少設備的等待、物流緩沖狀態。
6.2.3 優化后的裝配線仿真結果
本文采用增加裝配單元的形式即增加效率工裝,得到改進后的仿真結果如下:
仿真模型內各裝配工位單元的工作率柱狀圖如圖2所示。
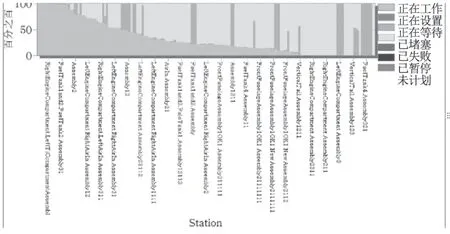
圖2 各裝配工位單元的工作率柱狀圖
7 動態調度策略
在實際的部裝車間生產過程中,由于生產系統環境的復雜性和不確定性,常常會出現不同的生產擾動,對于這些生產擾動的研究是進行動態實時調度研究的基礎。
7.1 裝配人員重調度策略
裝配人員作為裝配過程中的重要因素,直接影響裝配生產線的平衡,從而影響裝配進度和質量。由于電機裝配過程的很多工序比較復雜,生產班組內各工位之間需要協同配合才能完成電機部裝任務,各組人員之間的屬性功能不同,只能完成某一項或某幾項工作。如遇到裝配人員請假、離職等擾動。首先,要評價人員的請假/離職對生產造成的影響,如果造成的影響在保證裝配周期的前提下短時間是可恢復的,則可按照原始排產方案照常進行生產。如果為核心人員,造成的影響是不可逆的,則需尋找相似工種的替代人員,由于替代人員的熟練程度會影響相關工序工時的增加,需進行右移重調度。
7.2 工裝/設備重調度策略
工裝/設備發生故障,如果是可維修的故障,在原有調度方案上預估維修時間,明確受影響的工序,采用右移重調度策略,因為大多數部裝車間的工裝均為“獨生子”設備并具有唯一的屬性,某套工裝/設備出現故障也可能給后續存在“先后關系”的工序帶來影響,受影響的工序也要進行右移重調度;如果是工裝設備報廢,則需進行完全重調度。
7.3 與任務相關的重調度策略
與任務相關的生產擾動包括任務加入、任務取消和任務交貨期改變。部裝車間一般僅涉及任務加入和任務裝配周期的改變。對于任務加入和裝配周期的改變,集合所有未裝配的工序進行完全重調度。
8 結語
本文針對電機部裝生產線能力平衡問題,采用Plant Simulation 軟件進行驗證。
針對部裝車間的各種動態擾動因素,提出了各種實時動態調度策略以自動響應不同類型的生產擾動,但沒有采用相應方法對所提出的動態調度策略進行仿真驗證。為驗證解決電機部裝生產線能力平衡和動態調度策略問題方法的可行性,并為裝配生產線智能管控系統的搭建提供技術支撐,后續將以2 個問題的仿真驗證作為研究對象。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
