基于薄板成形精度的白車身總成定位及接頭設(shè)計研究
2024-03-13 08:58:44王高祥周江奇
模具工業(yè) 2024年2期
王高祥,周江奇
(江蘇火星石科技有限公司,江蘇 常州 213000)
0 引言
中國新車質(zhì)量研究(IQS)顯示[1],2022 年行業(yè)層面中國新車質(zhì)量問題數(shù)(PP100)設(shè)計類缺陷比例達67%,消費者對新車質(zhì)量抱怨的增長主要來源于設(shè)計缺陷。進一步研究發(fā)現(xiàn)[2],新車質(zhì)量中如駕駛舒適性、操控性、車內(nèi)外風噪、車門車窗泄漏等與消費者體驗緊密相關(guān)的尺寸精度類問題占43%,因此白車身質(zhì)量(以尺寸精度衡量)的高低反映了整車性能的優(yōu)劣,成為參與市場競爭的關(guān)鍵,以尺寸精度為主要評價指標的白車身質(zhì)量一直作為主流車企核心競爭力加以建設(shè)和維護。
白車身是已完成空間框架結(jié)構(gòu)的焊接、鉚接等裝配聯(lián)接但尚未涂裝的整車金屬骨架,包括引擎蓋(電動車稱為前蓋)、左右側(cè)門、尾門等部件。白車身一般由數(shù)百個具有復(fù)雜幾何空間曲面特征的鈑金成形件或一體化鑄造零部件[3]通過一系列制造單元經(jīng)裝配、焊接而成(聯(lián)接點有3 000~5 000 個),因此制造過程復(fù)雜,工藝層級多,鏈路長,影響其制造尺寸精度的因素眾多,涉及零件設(shè)計與制造、工裝夾具設(shè)計及安裝調(diào)試、裝配操作過程(含輸運)以及測量過程等多個方面,且這些方面尺寸偏差因素常會相互耦合,導(dǎo)致解耦及質(zhì)量改進困難。
國內(nèi)外整車及零部件制造企業(yè)的實踐表明[4-5]:在制造階段為了保證白車身尺寸精度質(zhì)量,需要了解和掌握白車身零部件裝配與焊接內(nèi)在規(guī)律,采用先進的技術(shù)、質(zhì)量管理方法和質(zhì)量檢測手段,監(jiān)控白車身裝配與焊接誤差及其變化趨勢,使白車身的裝配與焊接質(zhì)量得以改善。但研究結(jié)果也表明尺寸精度的進一步提升有賴于零件設(shè)計的改善,如圖1 所示。在眾多影響因素中,設(shè)計階段的工作起到?jīng)Q定性作用,較多的現(xiàn)場問題來自于設(shè)計缺陷及其與制造過程耦合因素的考慮不周。白車身零部件之間通過接頭裝配,其接頭幾何特征成為影響裝配體精度的關(guān)鍵因素之一。R MANTRIPAGADA 等[6]根據(jù)裝配偏差產(chǎn)生的方式將接頭聯(lián)接要素分為兩類:配合(mate)與接觸(contact),配合指建立零部件間尺寸關(guān)系的聯(lián)接要素,而接觸指只起聯(lián)接作用,對裝配后的尺寸偏差沒有影響的聯(lián)接要素,但其研究沒有涉及柔性特征的鈑金裝配場景。在白車身裝配中還涉及零件與工裝的支撐或夾緊聯(lián)接(以下稱為輔助聯(lián)接)。輔助聯(lián)接要素也存在加工及制造偏差,會成為對聯(lián)接過程產(chǎn)生偏差影響的潛在因素。配合聯(lián)接要素具有不同的類型且其偏差影響與裝配順序密切相關(guān),在接頭設(shè)計時,首先需要建立配合聯(lián)接要素,最后完成接觸輔助聯(lián)接。N TAKEZAWA[7]為研究裝配操作對裝配體的影響,提出了實現(xiàn)白車身零部件裝配動作的PCWR 模型:裝配時首先放置(place,P)零件到指定工位,按照零件定位布置有序夾緊(clamp,C)零件,有序?qū)嵤┖附樱╳elding,W)等聯(lián)接操作,聯(lián)接完成后釋放(release,R)夾緊機構(gòu)并輸送零件至下一工位,其研究對工裝要素在批量生產(chǎn)場景下的裝配精度影響尚欠深入分析。在當前工程開發(fā)實踐中,在車身設(shè)計階段采用DFA 等定性設(shè)計方法支持,而具體裝配工藝對零件接頭設(shè)計尺寸精度影響的量化分析方法相對欠缺,較難保證零件結(jié)構(gòu)尺寸質(zhì)量的一致性。

圖1 影響白車身精度的設(shè)計因素及其他
現(xiàn)從零件設(shè)計方面分析白車身典型總成的接頭特征及影響尺寸精度的關(guān)鍵耦合因素,并以某大型電動車SUV 后側(cè)圍內(nèi)板總成為例,建立裝配接頭及定位要素分析模型,結(jié)合白車身多工位裝配場景,對多工位裝配尺寸鏈的形成進行優(yōu)化設(shè)計,形成關(guān)鍵總成尺寸設(shè)計規(guī)范或原則,有效控制并減少尺寸偏差影響因素,實現(xiàn)批量生產(chǎn)條件下關(guān)鍵總成實際裝配精度質(zhì)量的快速控制。
1 白車身薄板總成裝配特征分析
對于白車身薄板零件,其典型的焊接區(qū)域(接頭)呈片狀幾何特征,以方便施加點焊聯(lián)接。由于薄板接頭區(qū)域在裝配完成前不能保證零件的定位,結(jié)構(gòu)設(shè)計時一方面需要根據(jù)總成的功能需求確定接頭裝配方向(盡量符合車身坐標方向);另一方面要對零部件進行合理的定位設(shè)計,以便實施PCWR操作。基于沖壓鈑金件模具制造工藝的特點[8],位于零件輪廓周邊的匹配面特征常采用成形、翻邊、側(cè)整形、切邊等工序加工而成,其制造精度比定位的幾何特征(一般設(shè)計在零件中間區(qū)域)低。參考文獻[7]對汽車柔性薄板件裝配測量數(shù)據(jù)的回歸研究指出,基于剛體假設(shè)的誤差累積理論難以適用于轎車車體柔性薄板沖壓件的裝配,其裝配誤差可以小于零件偏差,并接近于剛性較大的零件,可見零件的幾何特征狀態(tài)(尺寸波動)與裝配過程各種要素的耦合作用使剛性原則不能完全適用。為充分考量結(jié)構(gòu)設(shè)計階段各要素對尺寸精度的影響,建立零件裝配特征表達模型,圖2 所示為典型的接頭特征及其與裝配順序的耦合作用。圖2(a)中若σ1、σ2為關(guān)鍵尺寸方向上參與裝配的沖壓零件偏差,則σ為聯(lián)接完成后關(guān)鍵尺寸偏差,3 種常見裝配聯(lián)接接頭(搭接、對接與角接)裝配偏差的吸收特性不同,搭接接頭對上游偏差可以完全吸收,因此裝配的尺寸精度主要受工裝定位精度及聯(lián)接工藝影響;不同裝配順序?qū)ο嗤偝傻难b配精度影響也具有顯著性,如圖2(b)所示,因此在結(jié)構(gòu)設(shè)計階段,需要合理利用裝配順序以達到有效控制裝配精度的目的。
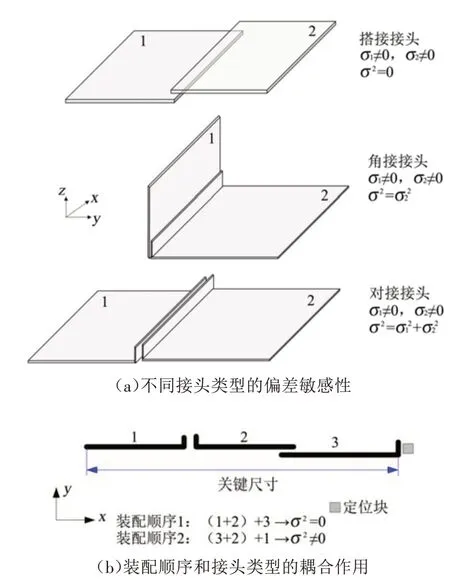
圖2 接頭特征及其與裝配順序的耦合作用
裝配定位要素的選擇與設(shè)計一般根據(jù)已拆分零部件的尺寸及“N-2-1”定位原則(N≥3)進行,以準確控制零件處于裝配狀態(tài),包括片狀接頭區(qū)域的位置狀態(tài)。與接頭區(qū)域的幾何特征類似,定位設(shè)計也體現(xiàn)在零件上的幾何特征,如精度較高的孔位、成形穩(wěn)定性較高的沖壓沉臺面等,但工程實際中選擇更容易進行工裝布置的零件輪廓特征,如未參與本級聯(lián)接的焊接翻邊或接頭。定位幾何特征和接頭幾何特征構(gòu)成零件的精度特征組合,由于白車身制造屬于大批量生產(chǎn),PCWR 過程中關(guān)鍵定位元件(如定位銷、定位塊)的磨損會導(dǎo)致零件定位關(guān)系發(fā)生變化,導(dǎo)致制造精度下降(波動性增加)。同時裝配工位呈多工位流水線布置,因此末工位總成的尺寸精度會受到前置裝配工位精度幾何特征偏差傳遞的影響。
考慮薄板件精度分析的復(fù)合因素,采用有向圖對復(fù)雜零件裝配幾何屬性及裝配關(guān)系進行表達,如圖3所示。匹配特征由對應(yīng)接頭數(shù)模中的若干元平面表示(取半徑等于R0.5 mm、高度等于板厚的實體表面,含其方向矢量),同樣地,零件定位特征由對應(yīng)的定位元平面及其方向矢量表示。圖3(a)所示為裝配聯(lián)接有向圖,其中M 表示零部件上的若干匹配面特征,L 為對應(yīng)的若干定位特征,圖3(b)所示為實物總成D柱內(nèi)板上段與中段總成。
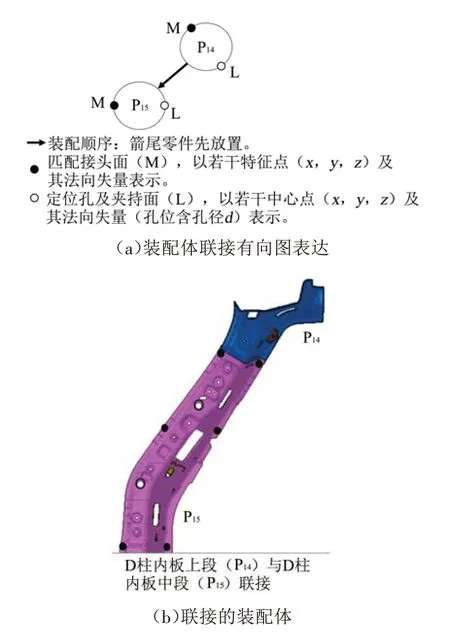
圖3 車身零部件聯(lián)接的裝配特征有向圖表達
結(jié)合裝配工藝設(shè)計,任何裝配體的有向圖可以建立以接頭幾何特征為基礎(chǔ)的裝配過程尺寸偏差傳遞關(guān)系(模型),能夠?qū)α慵O(shè)計及裝配工藝設(shè)計方案進行精度分析,為設(shè)計階段提供量化評價依據(jù)以獲取制造精度更優(yōu)的設(shè)計方案。
2 薄板總成裝配定位工裝對零件特征的影響
剛性體的完全定位需要滿足“3-2-1”原則,以限制其6 個自由度。一般對薄板裝配的定位采用“N-2-1”原則,如圖4 所示,其中零件上圓孔特征控制零件主平面上2 個方向(x和y向)的移動自由度,槽孔特征控制平面的1 個轉(zhuǎn)動自由度(工程上也有把槽孔改用圓孔,配合用菱形定位銷),所布置的N個夾緊面(N>3)控制垂直零件平面方向(z向)上1個移動自由度和2個轉(zhuǎn)動自由度。考慮薄板件在外力作用下容易彈性變形的特性,當工裝夾緊面(與零件夾緊面對應(yīng))存在制造或安裝偏差時,約束定位(包括過約束)造成裝配過程夾緊狀態(tài)下零部件的變形,并以內(nèi)應(yīng)力形式保留在裝配體中,此時完成聯(lián)接(W)后釋放定位(R),內(nèi)應(yīng)力釋放表現(xiàn)為零部件的變形,這些變形可能集中出現(xiàn)在接頭處和定位銷孔處而產(chǎn)生不利影響。
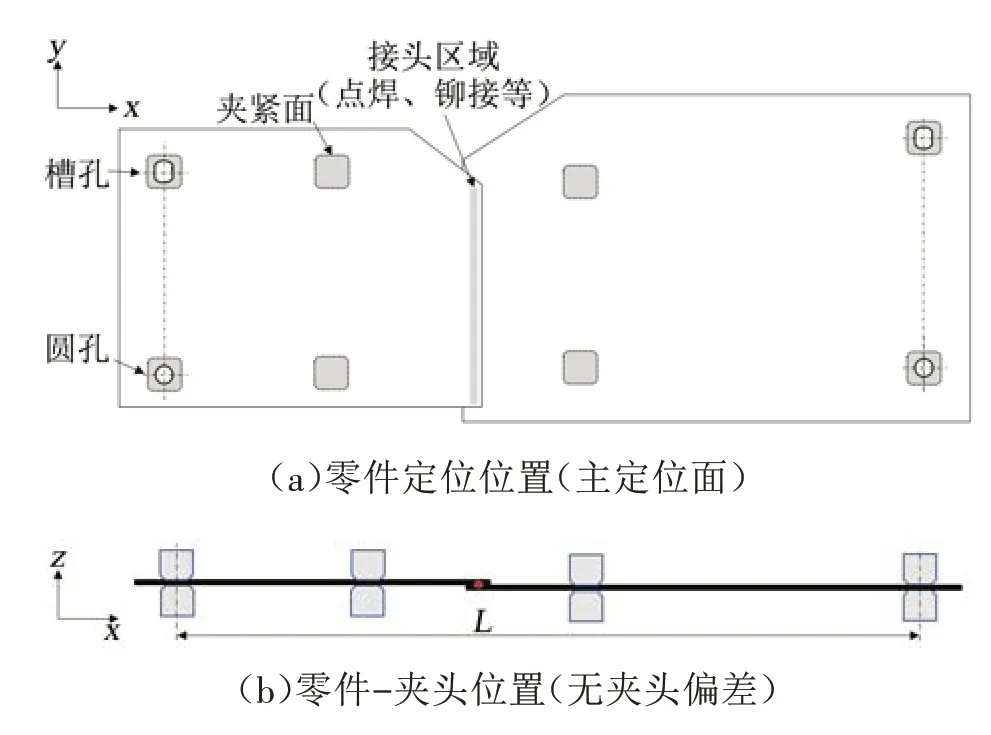
圖4 薄板零件N-2-1定位設(shè)計示意圖
圖5 所示為上述定位塊要素存在偏差時經(jīng)PCWR流程后對總成總體尺寸L的影響,其中,Δ1、Δ2是薄板件定位面要素相對于基準(圓孔處基準)的偏差,Δ3、Δ4是聯(lián)接完成后薄板件因為受內(nèi)力變形造成的偏差,ΔL則是總成件總體尺寸與理論尺寸的偏差。由圖5 可以看出,由于局部變形而產(chǎn)生的彈性內(nèi)應(yīng)力將產(chǎn)生2 個方面的影響:一方面是在裝夾狀態(tài)進行焊接時(CW),對約束其變形的定位要素(定位銷、定位塊)產(chǎn)生反作用力;另一方面在釋放夾緊力后(R),內(nèi)應(yīng)力釋放對總成件尺寸產(chǎn)生變化(ΔL)。

圖5 定位要素偏差影響裝配尺寸精度
由圖5可以看出,隨著裝配層級的增加,零部件尺寸隨之增加,尺寸增加可能出現(xiàn)累積較大的尺寸波動。工程上工裝定位銷與零件定位孔的匹配一般屬于間隙配合(0.1~0.3 mm),薄板裝配的PCWR過程產(chǎn)生的內(nèi)應(yīng)力及變形對定位孔處的定位銷有影響,易產(chǎn)生批量制造質(zhì)量問題:關(guān)鍵尺寸的變化、零件關(guān)鍵定位特征的變形損壞或工裝定位銷的非正常磨損。為了進一步定性分析ΔL,研究建立彈性薄板件定位偏差分析模型,如圖6所示。

圖6 彈性薄板件定位偏差分析模型
圖6 中l(wèi)1、l3為接頭至銷定位距離,l2、l4為發(fā)生偏差夾頭至接頭距離,θ1、θ2為有夾頭偏差時夾緊狀態(tài)的零件偏離角,ΔN為相應(yīng)的接頭名義偏差,ΔJ為接頭實際偏差,根據(jù)彈性變形原理,獲得如下接頭偏差關(guān)系:
其中,ξ為接頭定位偏差系數(shù),受薄板件結(jié)構(gòu)剛度、零件加工偏差、聯(lián)接裝配工藝等變形因素影響,該研究中僅對夾頭偏差進行分析。
3 后側(cè)圍內(nèi)板總成案例分析
某車型后側(cè)圍內(nèi)板總成如圖7 所示,工程方案采用15 個薄板件(略去支架等構(gòu)件)在沖壓成形后經(jīng)多個裝配工位點焊而成,其聯(lián)接關(guān)系主要由2 類組成:一是滿足零件尺寸延伸,以搭接接頭為主;二是形成結(jié)構(gòu)體,以對接接頭為主,如表1所示。根據(jù)上述分析,尺寸延伸類聯(lián)接易受支撐塊偏差影響,引起夾持(C)及焊接(W)時,釋放定位(R)后零件變形而產(chǎn)生不利影響,需要加以分析。在工程開發(fā)中,定位支撐面特征的選擇(包括位置和數(shù)量)受多重因素影響,一般根據(jù)零件的形狀、定位孔位置、零件剛性(與零件成形特征設(shè)計、材料種類、成形工藝等相關(guān))、聯(lián)接工藝空間可達性、工裝結(jié)構(gòu)合理性等進行綜合考量。定位面數(shù)量除了滿足零件主基準平面定位要求外,為了補償零件成形偏差、上級裝配綜合偏差、聯(lián)接工藝輸入偏差及累計偏差的作用,額外設(shè)置若干個支撐面。以C 柱加強板總成為例分析零件及定位偏差對裝配的影響,該總成的組成及裝配關(guān)系如圖8所示。
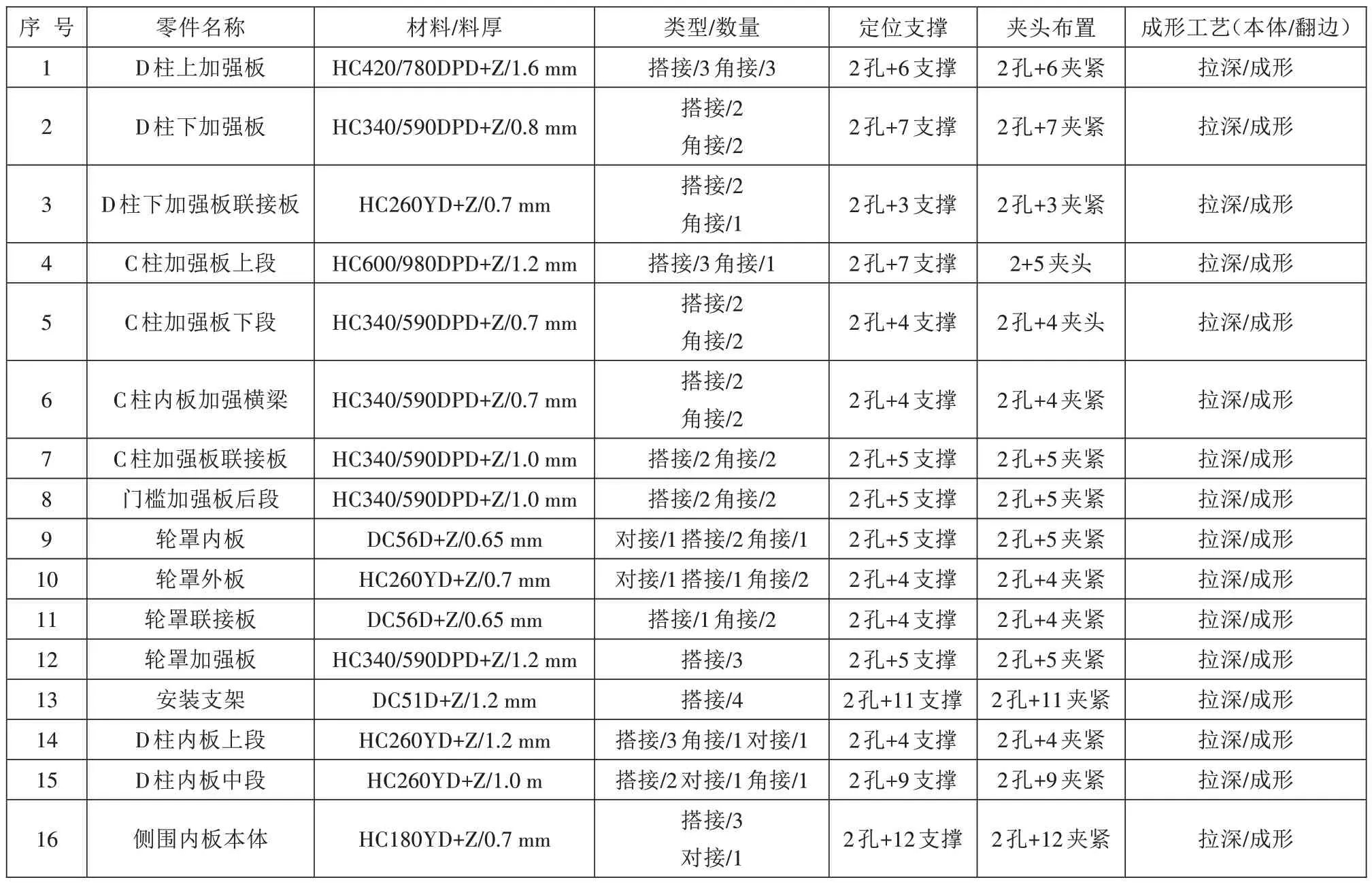
表1 后側(cè)圍內(nèi)板總成接頭及支撐面特征信息

圖7 后側(cè)圍內(nèi)板總成及其組成
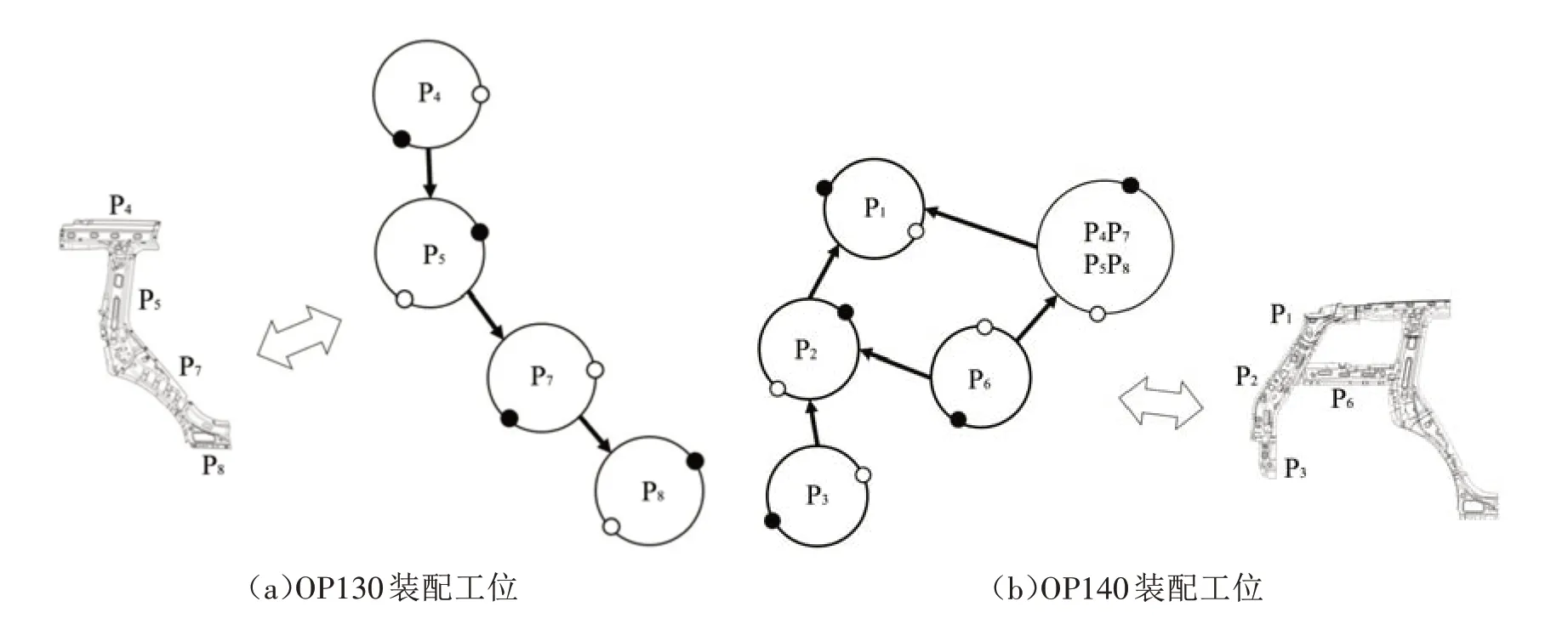
圖8 C柱加強板總成及其裝配關(guān)系
C 柱加強板總成是后側(cè)圍內(nèi)板的主要部件之一,主要由薄板沖壓件P4、P5、P7、P8搭接而成(見圖8(a)OP130 裝配工位),其本級聯(lián)接即為尺寸延伸類聯(lián)接,下一級則經(jīng)OP140 裝配工位對接聯(lián)接(見圖8(b)),該總成與側(cè)圍內(nèi)板本體分總成、D柱內(nèi)板分總成等對接而形成后側(cè)圍內(nèi)板總成。計算定位偏差影響時,采用幾何公差(GD&T)標注的沖壓件支撐型面、搭接邊及支撐用翻邊的公差設(shè)定,如表2 所示,其中帶#號的數(shù)字為零件采用的定位要素代號,IPL 為分離式銷及定位塊方式,案例實際沒有采用(IPL=無),過定位要素的制造偏差(成形偏差及定位夾頭偏差)引起零件上尺寸偏差或定位銷孔變化。案例中C 柱加強板上段若設(shè)置過定位元素8#,將引起總成在長度方向較大的波動量,門檻加強板后段若設(shè)置過定位元素6#,則銷孔位置在其法向的運動可能出現(xiàn)銷釘與銷孔摩擦現(xiàn)象。
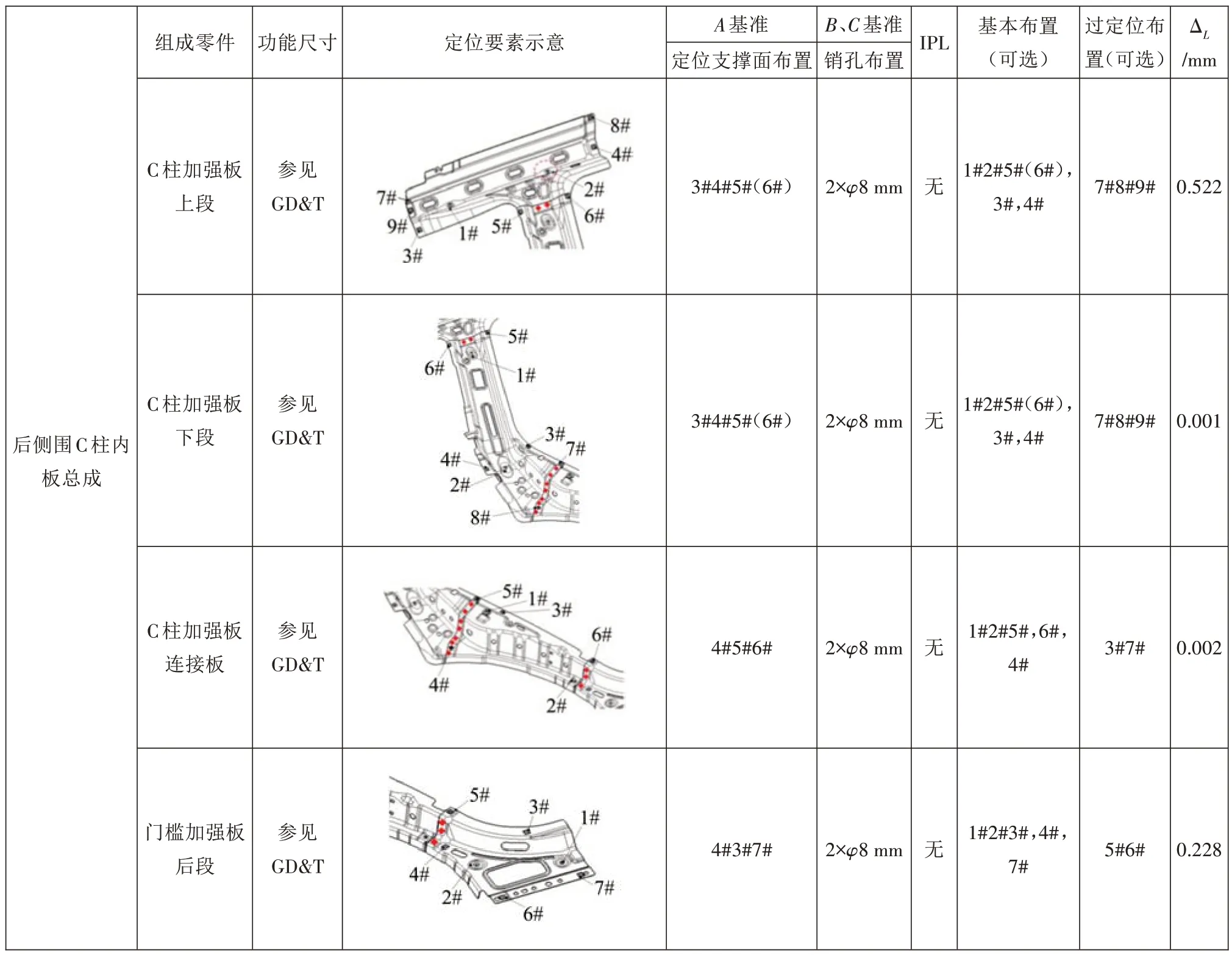
表2 零件過定位要素對PCWR過程影響分析
根據(jù)分析結(jié)果,與原設(shè)計對比后進行優(yōu)化,主要在3 個方面提出改進:①對進入優(yōu)化方案的成形特征面精度要求不能僅按未注公差要求執(zhí)行,需根據(jù)具體工藝提出關(guān)鍵控制項;②對工裝開發(fā)的定位支撐面布置方案進行功能尺寸評估,保證同組支撐面的平面度要求,而不只是單個要素;③避免設(shè)置額外定位面,尤其要注意對白車身零件B、C基準的過約束定位。
4 結(jié)束語
車身薄板結(jié)構(gòu)的接頭型式與裝配定位設(shè)計影響總成的制造精度,零件結(jié)構(gòu)的設(shè)計要素(接頭與定位布置等)與白車身制造工藝的高度耦合是造成車身質(zhì)量波動的主要因素。針對工程設(shè)計中存在的零部件過定位設(shè)計現(xiàn)象,在分析典型接頭幾何尺寸偏差特點基礎(chǔ)上,對零件成形偏差與定位要素偏差在多工位條件下的相互影響進行量化分析,提出面向裝配工藝的零件結(jié)構(gòu)設(shè)計評價方法,為白車身關(guān)鍵總成在優(yōu)化設(shè)計階段的工程方案提供參考。
猜你喜歡
故事作文·低年級(2023年2期)2023-05-30 10:48:04
世界汽車(2022年11期)2023-01-17 09:30:50
數(shù)學物理學報(2021年3期)2021-07-19 06:02:36
防爆電機(2020年6期)2020-12-14 07:17:06
重型機械(2020年2期)2020-07-24 08:16:12
模具制造(2019年4期)2019-06-24 03:36:46
焊接(2016年5期)2016-02-27 13:04:42
Coco薇(2015年10期)2015-10-19 12:12:32
焊接(2015年10期)2015-07-18 11:04:46
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:44
