波形鋼腹板預(yù)應(yīng)力組合箱梁的無損檢測(cè)
2024-03-15 08:53:56季漢敏
城市建設(shè)理論研究(電子版) 2024年7期
季漢敏
1.上海市建筑科學(xué)研究院有限公司 上海 200032
2.上海市工程結(jié)構(gòu)安全重點(diǎn)實(shí)驗(yàn)室 上海 200032
波形鋼腹板預(yù)應(yīng)力組合箱梁是一種新型的橋梁結(jié)構(gòu)形式,它是由三者構(gòu)成:1.由混凝土頂?shù)装濉?.體外預(yù)應(yīng)力筋。3.波形鋼腹板。是對(duì)傳統(tǒng)的混凝土鋼筋橋梁的一種改進(jìn)。
與傳統(tǒng)的混凝土鋼筋腹板箱梁相比,此種橋型將鋼結(jié)構(gòu)和混凝土相結(jié)合,混凝土頂?shù)装寰哂锌箯澬裕ㄐ武摳拱寰哂锌辜粜裕瑑烧呓Y(jié)合能充分發(fā)揮了材料的使用效率。該結(jié)構(gòu)橋型自重較輕,抗震性能良好,施工吊裝簡(jiǎn)便,外觀協(xié)調(diào),綜合性能突出,而且很好的解決了大跨連續(xù)梁中出現(xiàn)的混凝土腹板裂開問題,提高結(jié)構(gòu)的耐久性。波形鋼腹板預(yù)應(yīng)力組合箱梁橋有施工工期短、成本較低、施工效率提高等優(yōu)點(diǎn),可以說是中國(guó)橋梁建設(shè)中一種比較好的選擇。
該項(xiàng)目的鋼結(jié)構(gòu)部分主要是以波形鋼腹板和橋墩箱梁為主,采用鋼板主要材質(zhì)為Q355qD,主要部件鋼板厚度范圍在14~25 mm。焊接方法包括埋弧自動(dòng)焊和二氧化碳?xì)怏w保護(hù)焊。焊接接頭形式主要有等厚平板對(duì)接、角型接、T型接。
1 波形鋼腹板預(yù)應(yīng)力組合箱梁檢測(cè)的相關(guān)技術(shù)規(guī)范、標(biāo)準(zhǔn)
1.1 主要使用的規(guī)范及其要求
根據(jù)設(shè)計(jì)單位要求,項(xiàng)目使用JTG/T 3650-2020《公路橋涵施工技術(shù)規(guī)范》。在公路橋涵施工技術(shù)規(guī)范第8章8.6焊接檢驗(yàn)中,明確了各個(gè)結(jié)構(gòu)位置焊縫所對(duì)應(yīng)的質(zhì)量等級(jí)、檢測(cè)方法、檢驗(yàn)等級(jí)、檢測(cè)比例、檢測(cè)方法。具體檢測(cè)位置要求(見表1)[1]。
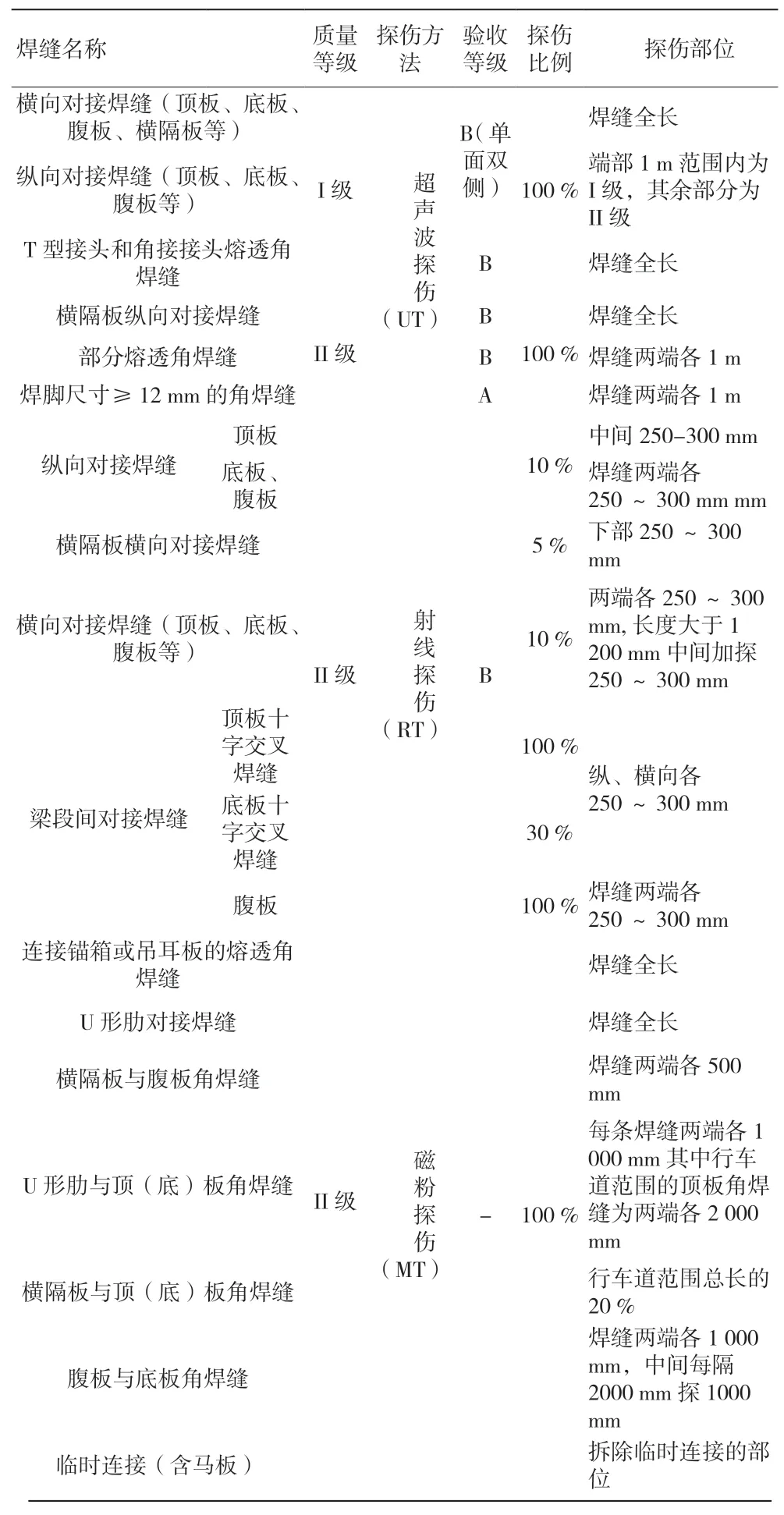
表1 橋梁具體檢測(cè)要求
1.2 超聲波檢測(cè)使用的標(biāo)準(zhǔn)、技術(shù)要求及驗(yàn)收等級(jí)
根據(jù)設(shè)計(jì)要求,超聲波檢測(cè)采用GB/T 11345-2013《焊縫無損檢測(cè) 超聲檢測(cè) 技術(shù)、檢測(cè)等級(jí)和評(píng)定》和GB/T 29712-2013《焊縫無損檢測(cè) 超聲檢測(cè) 驗(yàn)收等級(jí)》兩本標(biāo)準(zhǔn)進(jìn)行檢測(cè)評(píng)定。檢測(cè)技術(shù)要求及驗(yàn)收等級(jí)(見表2)[2]。
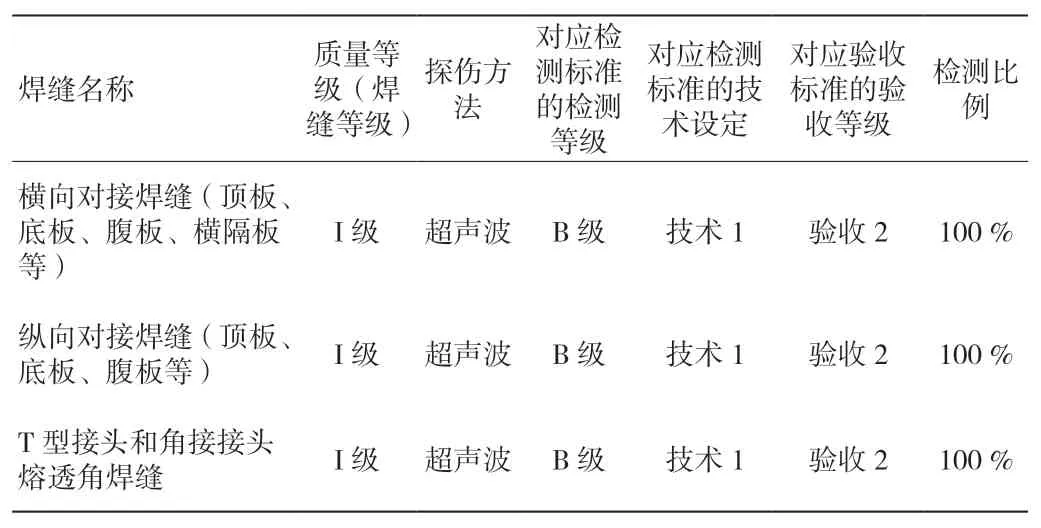
表2 檢測(cè)技術(shù)要求及驗(yàn)收等級(jí)
1.3 磁粉檢測(cè)使用的標(biāo)準(zhǔn)、技術(shù)要求及驗(yàn)收等級(jí)
根據(jù)設(shè)計(jì)要求,磁粉檢測(cè)采用GB/T 26951-2011《焊縫無損檢測(cè) 磁粉檢測(cè)》和GB/T 26952-2011《焊縫無損檢測(cè) 焊縫磁粉檢測(cè) 驗(yàn)收等級(jí)》兩本標(biāo)準(zhǔn)進(jìn)行檢測(cè)評(píng)定。檢測(cè)技術(shù)要求及驗(yàn)收等級(jí)(見表3)[3]。
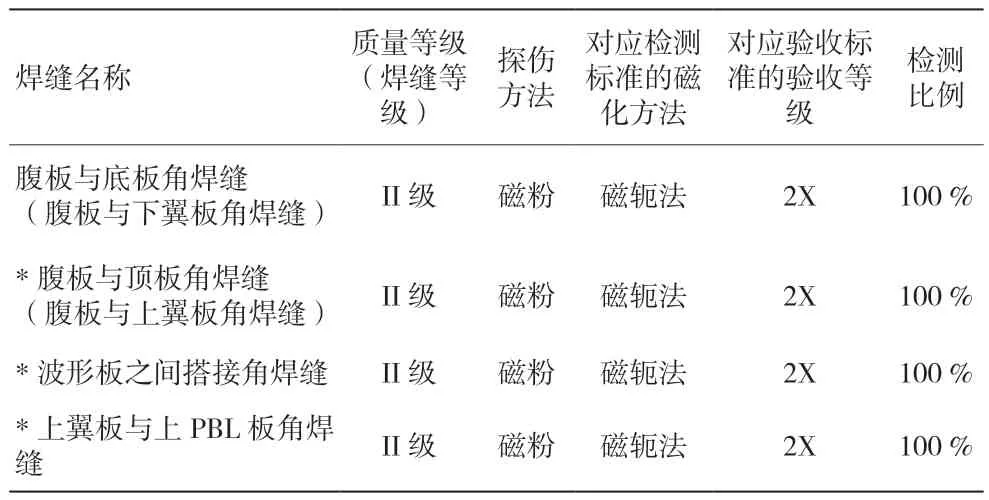
表3 檢測(cè)技術(shù)要求及驗(yàn)收等級(jí)
1.4 射線檢測(cè)使用的標(biāo)準(zhǔn)、技術(shù)要求及驗(yàn)收等級(jí)
根據(jù)設(shè)計(jì)要求,射線檢測(cè)采用GB/T 3323.1-2019《焊縫無損檢測(cè) 射線檢測(cè) 第1部分:X和伽瑪射線的膠片技術(shù)》和GB/T 39710.1-2019《焊縫無損檢測(cè) 射線檢測(cè)驗(yàn)收等級(jí) 第1部分:鋼、鎳、鈦及其合金》兩本標(biāo)準(zhǔn)進(jìn)行檢測(cè)評(píng)定。檢測(cè)技術(shù)要求及驗(yàn)收等級(jí)(見表4)[4]。
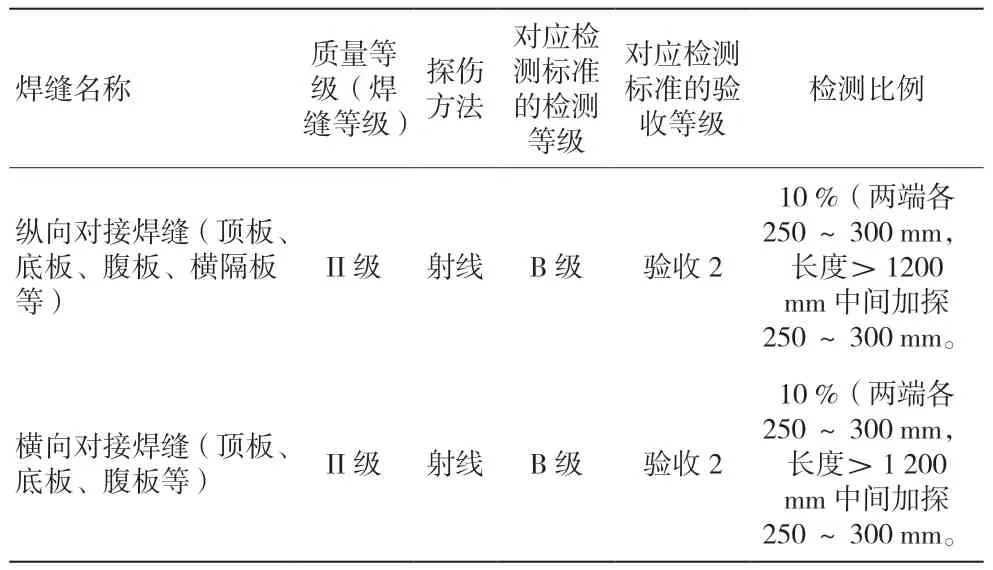
表4 檢測(cè)技術(shù)要求及驗(yàn)收等級(jí)
2 波形鋼腹板無損檢測(cè)技術(shù)要點(diǎn)
2.1 波形鋼腹板結(jié)構(gòu)展開
波形鋼腹板預(yù)應(yīng)力組合箱梁鋼腹板主要分為左右中3塊。每一塊的主體結(jié)構(gòu)又分為上翼緣板、波形腹板、下翼緣板。圖1是整座橋梁中局部波形鋼腹板展開圖,圖中把各主要位置結(jié)構(gòu)清晰顯示,其中在波形腹板上有局部結(jié)構(gòu)加強(qiáng),在圖中不明確標(biāo)明。
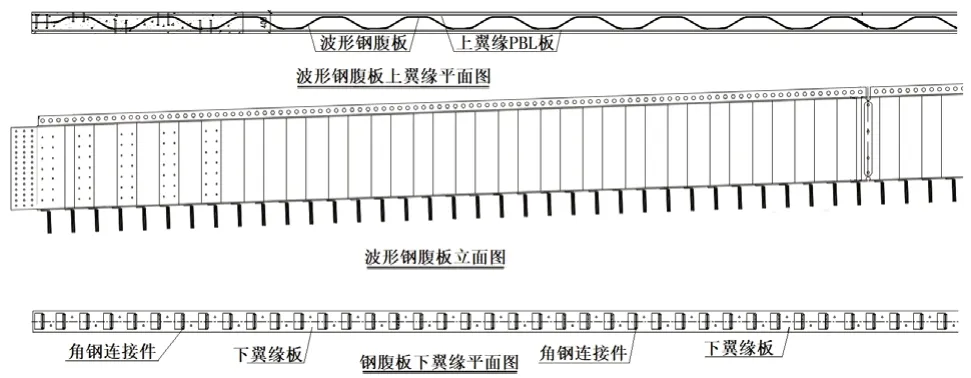
圖1 波形鋼腹板結(jié)構(gòu)展開圖
2.2 上翼緣板檢測(cè)技術(shù)要點(diǎn)
上翼緣板結(jié)構(gòu)主要為PBL板與翼緣板的焊接,均為T型貼角焊縫(見圖2)。對(duì)于此處T型貼角焊縫不需要進(jìn)行磁粉檢測(cè)5。但其T型貼角焊縫部位在后期使用中受力明顯,屬于重要結(jié)構(gòu)。特向設(shè)計(jì)和施工方追加此處位置的磁粉檢測(cè)。

圖2 上翼緣板檢測(cè)位置
PBL板與翼緣板相連接的T型貼角焊縫檢測(cè)方法為磁粉檢測(cè)。在整個(gè)T型貼角焊縫的磁粉檢測(cè)過程中,有以下幾點(diǎn)技術(shù)要點(diǎn)需要注意:
1)磁軛的全接觸:圖3中給出了錯(cuò)誤和正確的磁化方法。

圖3 磁化的全接觸
2)磁間距:使用固定的磁間距來驗(yàn)證提升力。后期檢測(cè)中所有的磁間距不得超出驗(yàn)證的最大磁間距。T型貼角焊縫的磁間距計(jì)算見圖3右。
3)焊縫兩端包角處:焊縫的兩端包角處在后期使用中應(yīng)力比較集中,必須做到表面零缺陷。
2.3 波形腹板檢測(cè)技術(shù)要點(diǎn)
波形腹板結(jié)構(gòu)主要為波形腹板與上下翼緣板焊接、波形腹板搭接焊接、波形腹板拼接焊接,接頭形式主要有T型全熔透焊縫、搭接角焊縫、等厚對(duì)接焊縫(見圖4)。對(duì)于腹板與上翼板全熔透焊縫和波形板之間搭接角焊縫不需要進(jìn)行磁粉檢測(cè)。但后期使用中受力明顯,長(zhǎng)期受到動(dòng)載力,都屬于重要結(jié)構(gòu)。特向設(shè)計(jì)和施工方追加此處位置的磁粉檢測(cè)。
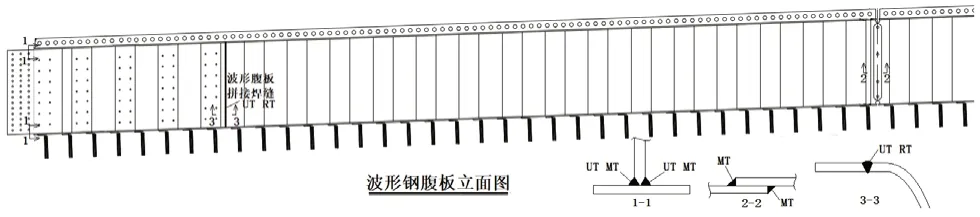
圖4 波形腹板檢測(cè)位置
波形腹板與上下翼緣板連接的焊縫采用磁粉超聲進(jìn)行檢測(cè),此部位的超聲檢[5]測(cè)屬于常規(guī)檢測(cè)。波形腹板搭接焊縫采用磁粉進(jìn)行檢測(cè)。
在此重點(diǎn)分析波形腹板的拼接焊縫的超聲檢測(cè)技術(shù)要點(diǎn):
1)接頭形式:根據(jù)圖4/3-3所示所有波形腹板拼接焊縫都是以等厚平板與彎板的對(duì)接焊縫形式出現(xiàn)。
2)取形規(guī)取形:根據(jù)等厚平板與彎板的對(duì)接形式,檢測(cè)前需要對(duì)焊縫及焊縫兩側(cè)至少150 mm區(qū)域進(jìn)行取形。運(yùn)用取形規(guī)截取形狀,并在A4紙上畫出1:1截面圖。
3)傳輸修正:在檢測(cè)前必須對(duì)等厚平板與彎板都進(jìn)行傳輸修正的測(cè)定,并在檢測(cè)時(shí)相對(duì)應(yīng)的增加。
4)彎板側(cè)檢出缺陷定位的依據(jù):在等厚平板與彎板對(duì)接檢測(cè)中,利用自行測(cè)量出的W距離和聲程數(shù)值在1:1截面圖中繪制計(jì)算出缺陷的水平和深度。
5)1:1截面圖的繪制及記錄數(shù)據(jù):見圖5。
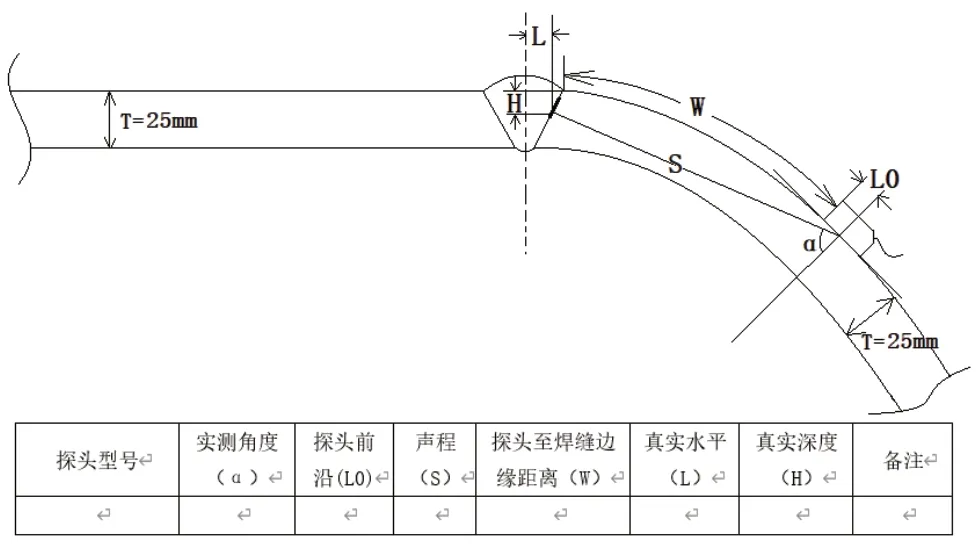
圖5 1:1截面圖的繪制及記錄數(shù)據(jù)
6)彎板處缺陷定位:根據(jù)圖5所示,彎板處檢測(cè)出信號(hào)波需繪制缺陷圖。
(1)根據(jù)W距離,在彎板處確定探頭入射點(diǎn)。
(2)在入射點(diǎn)處繪制出實(shí)測(cè)探頭角度。
(3)根據(jù)儀器顯示出的實(shí)際聲程距離,繪制出聲程路徑。
(4)判斷缺陷的真實(shí)性,對(duì)缺陷深度和水平的定位并記錄全部信息。
7)通過新技術(shù)對(duì)此類焊縫進(jìn)行檢測(cè):運(yùn)用相控陣檢測(cè)技術(shù)(PAUT)。相控陣檢測(cè)可以做到檢測(cè)速度快,定位精準(zhǔn),靈敏度高等許多優(yōu)勢(shì)。可以有效的檢出焊縫中缺陷。
3 結(jié)束語
波形鋼腹板預(yù)應(yīng)力組合箱梁焊縫焊接的形式比較固定,但技術(shù)難點(diǎn)相對(duì)較多。結(jié)合規(guī)范和主體結(jié)構(gòu)確定了橋梁具體的無損檢測(cè)方向。根據(jù)檢測(cè)過程中發(fā)現(xiàn)的問題,為了保證橋梁的質(zhì)量,及時(shí)完善無損檢測(cè)的工藝方法,通過不同的檢測(cè)方法能有效的對(duì)焊縫進(jìn)行檢測(cè),保證缺陷的有效檢出。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:57:42
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
建筑科技(2018年6期)2018-08-30 03:41:12
鐵道學(xué)報(bào)(2018年5期)2018-06-21 06:21:22
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24