缸體平衡軸孔同軸度偏差問題分析及解決
2024-03-15 07:37:28糜兆強
制造技術(shù)與機床 2024年3期
關(guān)鍵詞:測量
糜兆強
(北京奔馳汽車有限公司,北京 100176)
平衡軸是直列四缸發(fā)動機的重要部件之一,可以有效平衡二階往復(fù)慣性力,起到緩解振動、降低噪音的作用,能在保證發(fā)動機運行平順的同時,提升用戶駕乘體驗[1]。平衡軸孔同軸度又是保證平衡軸能夠正常運轉(zhuǎn)的關(guān)鍵指標(biāo),如果同軸度產(chǎn)生較大偏差,將會帶來平衡軸與軸孔間的異常磨損,嚴重時會導(dǎo)致平衡軸斷裂,影響發(fā)動機的正常運轉(zhuǎn)。本文旨在分析并解決平衡軸孔在機加工后的同軸度偏差問題,大幅提升了其質(zhì)量表現(xiàn)以及工藝穩(wěn)定性。
1 背景介紹
1.1 平衡軸孔同軸度
同軸度是一種常見的位置公差,其要求被測要素的實際軸線應(yīng)在直徑為同軸度公差數(shù)值,且與基準軸線同軸的圓柱內(nèi)[2]。本文研究的缸體平衡軸孔集成于瓦蓋之上,左右各有3 檔,6 個軸孔的編號依次為37001~37006,兩側(cè)布局及同軸度要求完全一致。以偶數(shù)側(cè)為例,如圖1 所示,測量時以37002 和37006 兩個軸孔建立基準軸線,評價37004平衡軸孔同軸度的公差要求為 ?0.020 mm。同時,每個平衡軸孔取兩個截面來評價,在加工工位測量報告內(nèi)記作37004011 和37004021(注:在后文展示的完成品全尺寸報告內(nèi)記作37004010 和37004020,評價內(nèi)容完全一致,只做特征號區(qū)分)。
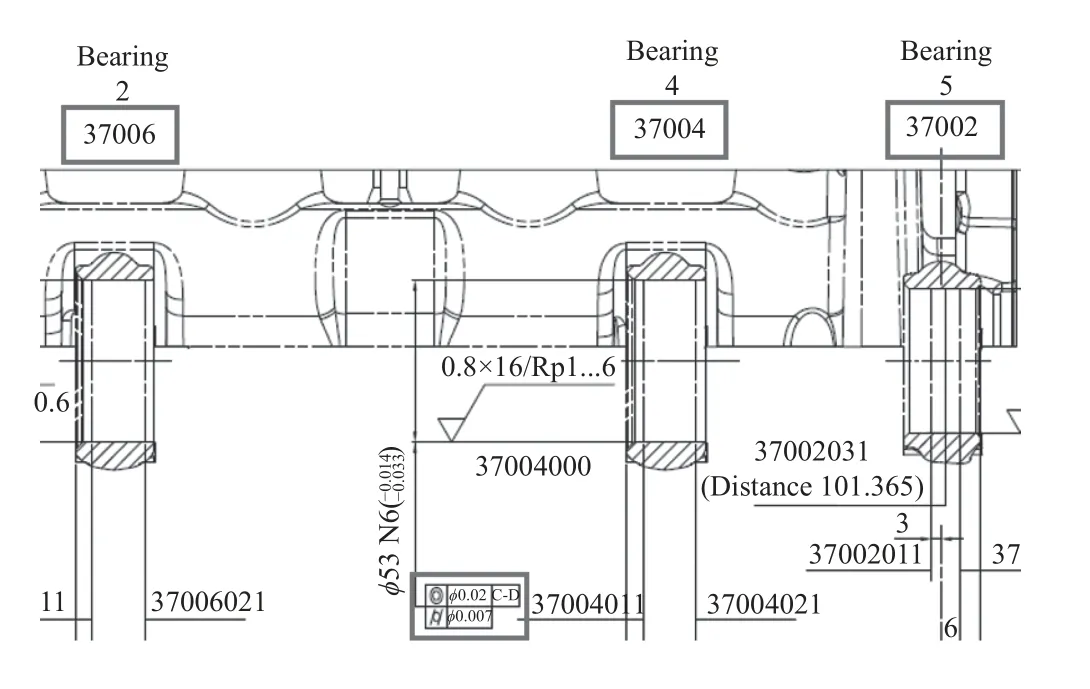
圖1 平衡軸孔同軸度測量示意圖
1.2 加工工藝
平衡軸孔的加工分為半精鏜和精鏜兩個步驟。鏜刀上集成了3 組硬質(zhì)合金刀片,每組配置一顆半精鏜刀片和一顆精鏜刀片,可同時對3 檔平衡軸孔進行加工。由于刀桿較長,機床在遠端為曲軸孔以及兩側(cè)的平衡軸孔鏜刀配置了支撐軸承,以保證加工的穩(wěn)定性,如圖2 所示。加工時,工件沿機床Z軸移動依次完成半精鏜和精鏜加工。一側(cè)加工完成后,鏜刀會根據(jù)程序設(shè)定轉(zhuǎn)移至另一側(cè)完成剩余平衡軸孔的加工。

圖2 機床支撐軸承
1.3 問題描述
某新型號缸體在項目投產(chǎn)改造期間,全尺寸報告經(jīng)常顯示完成品平衡軸孔的同軸度存在較大偏差。然而,通過使用生產(chǎn)線質(zhì)量控制系統(tǒng)對平衡軸孔加工工位的測量報告數(shù)據(jù)進行追溯后發(fā)現(xiàn),偏差工件在平衡軸加工工位的測量結(jié)果均未出現(xiàn)超出或接近規(guī)格范圍的情況。為解決該特征的質(zhì)量問題,本文對同軸度偏差原因進行了較為深入的分析。
2 根本原因分析
2.1 變異源分析
由于缸體加工過程的復(fù)雜性,構(gòu)成平衡軸孔同軸度產(chǎn)生變異的來源可能有多種,且在問題分析之初并不明朗。引入變異源分析可高效地對質(zhì)量數(shù)據(jù)進行梳理,客觀地展示其內(nèi)在規(guī)律,為根本原因分析提供更加清晰的工作方向。
基于節(jié)拍的考慮,工藝規(guī)劃時在生產(chǎn)線上配置了3 臺并行機床(OP100.1~OP100.3)用于平衡軸孔加工。因此,在對變異源進行分析時,調(diào)取了15 份完成品全尺寸報告的測量結(jié)果,且保證平均來自于各個OP100 機床。由于平衡軸孔兩個測量截面的間隔距離較短,測量方法一致,且結(jié)果差異較小,因此只取一側(cè)的測量結(jié)果用于分析。如圖3 所示,從多變異圖中可以大致得出如下結(jié)論:

圖3 平衡軸孔同軸度多變異圖
(1)測量結(jié)果存在多處超差,且整體均值已處于中上差區(qū)間,有較高超差風(fēng)險。通過質(zhì)量控制系統(tǒng)追溯了同期OP100 加工后的同軸度表現(xiàn),如圖4 所示,雖然總體結(jié)果存在一定波動,但均值可控制在0.010 mm 以內(nèi)。因此,平衡軸孔加工之后的工藝過程中存在變異因素。

圖4 平衡軸孔加工工位同軸度測量結(jié)果
(2)不同機床加工的工件存在較大差異,OP100.1和OP100.2 的加工均值明顯高于OP100.3 的加工均值,且存在超差情況。不僅如此,OP100.2 的兩側(cè)軸孔間均值也存在一定差異,需對機床本身的變異進行研究。
2.2 工藝流程中的變異
如圖5 所示,由于平衡軸孔集成于瓦蓋之上,且瓦蓋與缸體裝配連接后共同構(gòu)成曲軸孔,初步認為所有與曲軸孔和平衡軸孔相關(guān)的加工步驟都可能影響平衡軸孔的同軸度表現(xiàn)。因此,按工藝流順序?qū)σ还ぜM行加工,在每一個可能影響結(jié)果的加工工位后,三坐標(biāo)測量同軸度變化。表1 梳理了一個來自O(shè)P100.2 機床的工件在不同工位加工后測量的同軸度特征結(jié)果。分析發(fā)現(xiàn)同軸度值在表格的前兩行產(chǎn)生了突跳,推定變異源存在于OP100~OP120的加工步驟中。
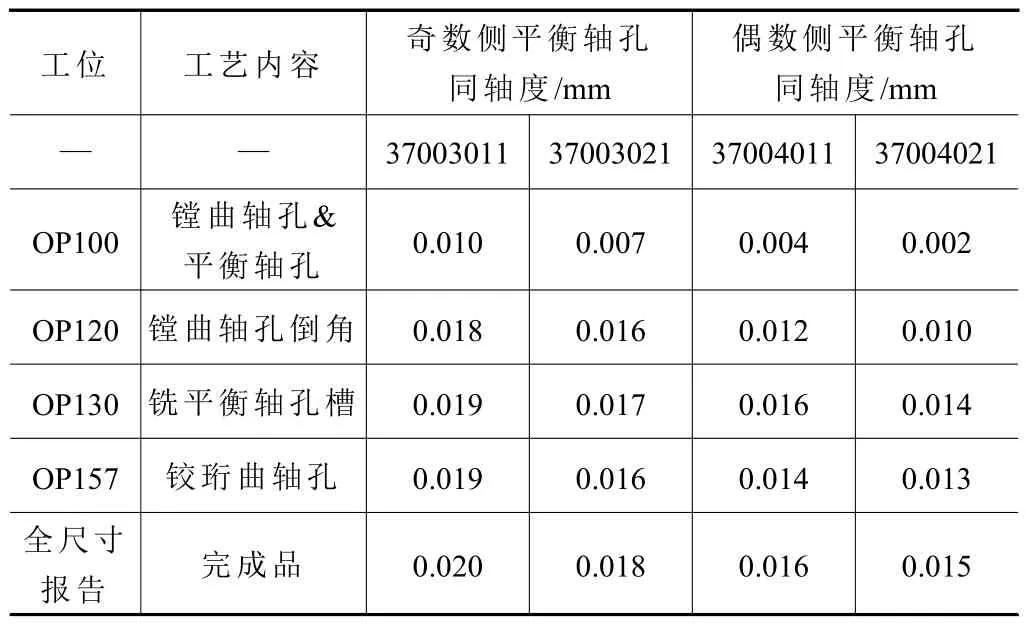
表1 工件在不同工位加工后的同軸度結(jié)果

圖5 瓦蓋集成示意圖
在此基礎(chǔ)上,進一步批量驗證發(fā)現(xiàn),同軸度值在OP110 工位加工完成后就已經(jīng)產(chǎn)生了表1 所示的大幅變化,即此變異與后續(xù)曲軸孔及平衡軸孔的加工無直接關(guān)聯(lián)。深入分析OP110 工位工藝發(fā)現(xiàn),加工高壓油泵接觸面的過程銑削面積及余量大,工件受到的切削力較大,加工前后易造成工件的應(yīng)力變化。籍此對OP110 工藝進行進一步拆分,如圖6 所示,于銑削高壓油泵接觸面前后送檢測量平衡軸孔同軸度。表2 結(jié)果證實,銑削高壓油泵接觸面的過程造成了工件的應(yīng)力變化,進而導(dǎo)致平衡軸孔同軸度產(chǎn)生了大幅變化,整體上加劇了超差的風(fēng)險。
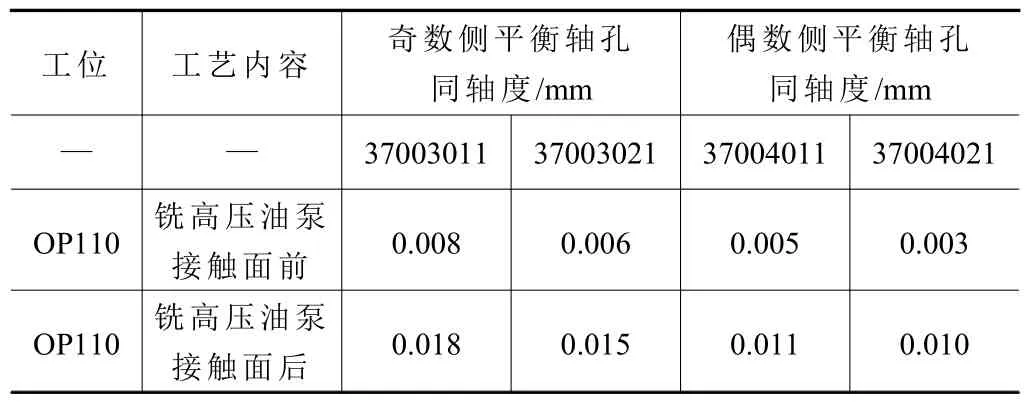
表2 銑削高壓油泵接觸面前后同軸度變化

圖6 銑削高壓油泵接觸面
2.3 機床本身的變異
通過對OP100.1 機床加工工件的三坐標(biāo)測量報告分析后發(fā)現(xiàn),兩側(cè)平衡軸孔都存在一定的位置偏移。平衡軸孔的位置測量以5 號曲軸孔中心點為基準,表3 展示了各個軸孔在工件坐標(biāo)系Y和Z方向上實際值與名義值的差值,可以看出鏜刀在加工軸孔時位置存在一定的偏差,導(dǎo)致兩端的軸孔位置存在差異。由于主軸與鏜刀為剛性連接,同時支撐軸承對鏜刀的另一端也施加剛性約束,當(dāng)支撐軸承的位置與鏜刀實際進入的位置存在偏差時,易導(dǎo)致鏜刀桿額外受力且在高速旋轉(zhuǎn)加工時產(chǎn)生彎曲變形,進而影響平衡軸孔的同軸度表現(xiàn)。

表3 兩側(cè)平衡軸孔基于名義值的相對位置
OP100.2 機床的三坐標(biāo)報告同樣顯示平衡軸孔的相對位置存在一定偏差,但由于多變異圖中此機床同軸度表現(xiàn)最差,推定可能存在其他變異源。進一步分析三坐標(biāo)報告發(fā)現(xiàn),如圖7 所示,5 個曲軸孔的位置在Y方向存在較大偏差。同時,報告顯示曲軸孔中心線與工件隨行托盤定位面的平行度為0.022 mm,數(shù)值同樣較大,意味著工件在機床夾具上定位時Y方向存在偏移(圖8),從而導(dǎo)致曲軸孔加工偏移。為進一步驗證工件定位偏移問題,如圖9 所示,將千分表架在一根裝載在主軸的標(biāo)準棒上,移動至靠近支撐軸承側(cè)的定位面并將其調(diào)零,沿機床坐標(biāo)系Z方向移動工作臺,觀察千分表在接觸另一側(cè)定位面后數(shù)值的變化。經(jīng)檢查后發(fā)現(xiàn),千分表在接觸另一側(cè)定位面后偏移了0.025 mm,與報告體現(xiàn)出的趨勢保持一致。夾持刀具的主軸與支撐軸承的同軸度偏差疊加工件定位的偏移,更容易加劇鏜刀桿的彎曲變形及不規(guī)則振動,造成更加嚴重的平衡軸孔同軸度偏差。

圖7 曲軸孔Y 方向基于名義值的相對位置

圖8 工件偏移方向示意圖
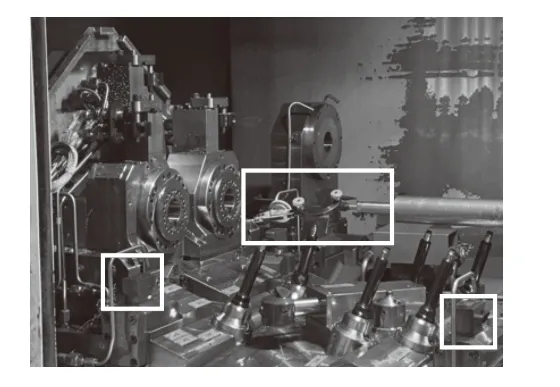
圖9 千分表測量定位面位置
3 優(yōu)化方案
3.1 工藝流程優(yōu)化
針對銑削高壓油泵接觸面造成的平衡軸孔同軸度突跳問題,對整體工藝流程進行調(diào)整優(yōu)化:在平衡軸孔鏜削之前的加工工位新增一道“開窗”工序。如圖10 所示,即通過增加一把銑刀沿工件Z方向從下至上多次加工,將大部分的高壓油泵接觸面的材料提前切削完成(圖11),原有OP110 工位只保留加工余量相對較小的銑削最終輪廓工序。此優(yōu)化方案最大的優(yōu)勢在于將較大切削力對工件形變的影響轉(zhuǎn)移至前序,使平衡軸孔加工后的工件能處于相對穩(wěn)定狀態(tài),避免了同軸度的整體大幅突跳。
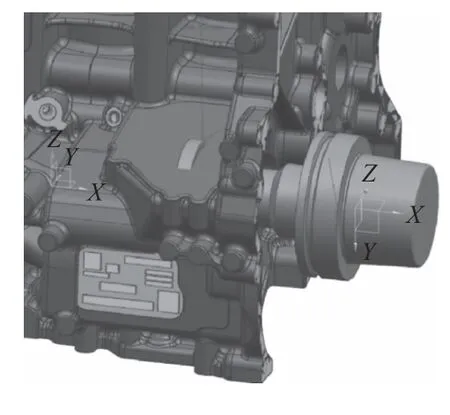
圖10 優(yōu)化工藝3D 示意圖
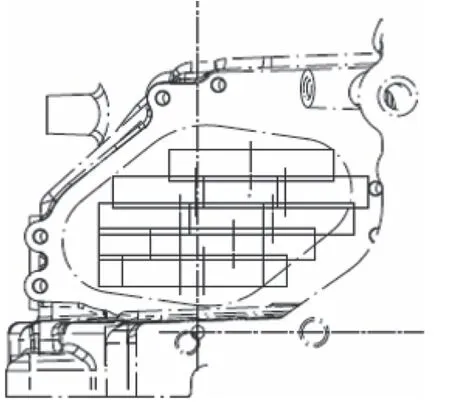
圖11 優(yōu)化工藝平面示意圖
3.2 機床多維度調(diào)整
基于機床本身變異的分析結(jié)果,可通過程序調(diào)整和機械調(diào)整兩種方式共同完成優(yōu)化。對于OP100.1機床的變異,由于鏜刀桿長度較長且容易受到重力的影響,直接靠架表檢查刀桿上母線與側(cè)母線在進入支撐軸承瞬間的變化并不能有效地反映出真實的偏移量。由于表3 中顯示靠近主軸側(cè)的兩個平衡軸孔37001 與37002 相對位置偏差較大且加工程序內(nèi)分別定義了兩側(cè)平衡軸孔的加工零點偏置,更有效的方式是基于原始報告顯示的偏差值和后續(xù)測量結(jié)果的反饋不斷調(diào)整加工零點偏置的補償值,直至減小主軸與支撐軸承的同軸度誤差,保證主軸在加工時可以移動至較為理想的位置。
對于OP100.2 機床,首先需要修正其定位面之間的偏移。如圖12 所示,將兩端定位機構(gòu)整體拆卸,根據(jù)發(fā)現(xiàn)的偏移量對墊片進行適當(dāng)修磨,保證工件在夾具上的正確定位。接下來按照前述同樣方法,將鏜刀與支撐軸承的偏差值補償至對應(yīng)的加工零點偏置內(nèi),完成機床整體的修正。
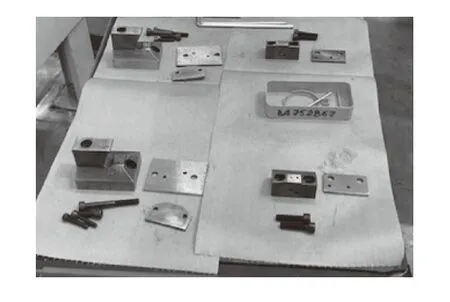
圖12 機床夾具定位機構(gòu)拆卸調(diào)整
3.3 優(yōu)化效果
以O(shè)P100.2 機床多維度調(diào)整的結(jié)果為例,首先,通過修正工件在夾具上的定位,曲軸孔中心線與工件隨行托盤定位面的平行度得以大幅改善,圖13所示三坐標(biāo)報告的平行度均值已控制在0.007 mm。然后,配合對加工零點偏置的補償,OP100.2 機床平衡軸孔加工工位測量結(jié)果如圖14 所示,前文變異源分析中體現(xiàn)的兩側(cè)平衡軸孔同軸度差異問題得以徹底解決,且其整體表現(xiàn)也處于較為理想的均值水平。至此,機床端產(chǎn)生的特殊變異因素得以有效控制。

圖13 曲軸孔中心線與工件隨行托盤定位面平行度
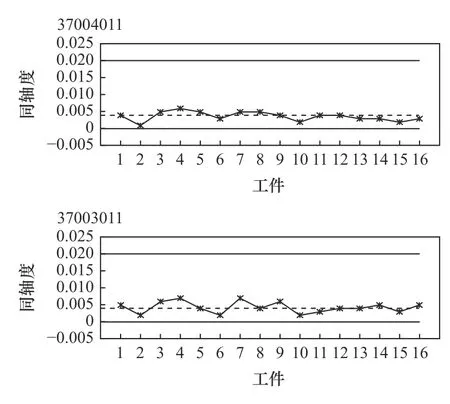
圖14 OP100.2 機床優(yōu)化后加工工位同軸度結(jié)果
在機床多維度調(diào)整的基礎(chǔ)上,完成對整體工藝的優(yōu)化,并通過生產(chǎn)線質(zhì)量控制系統(tǒng)跟蹤3 臺機床完成品工件的三坐標(biāo)測量結(jié)果。如圖15 所示,兩側(cè)平衡軸孔共計四個測量特征的同軸度表現(xiàn)較為穩(wěn)定,無超差記錄,且平均值不超過0.012 mm,工藝端引發(fā)的普遍變異因素也得以有效控制。

圖15 優(yōu)化后完成品工件同軸度結(jié)果
4 結(jié)語
如圖16 所示,流程圖展示了平衡軸孔同軸度偏差問題的整體分析思路和解決路徑。首先,選擇以變異源分析為突破口,其優(yōu)勢在于可以快速高效地鎖定變差的產(chǎn)生來源,提供有價值的初步結(jié)論;其次,分析中發(fā)現(xiàn)平衡軸孔同軸度值整體偏高,且部分機床有問題聚焦性,進而引發(fā)了對工藝流程與加工機床的變異檢查:沿工藝流程逐個工位分析驗證,發(fā)現(xiàn)銑削高壓油泵接觸面時的過大切削力會影響同軸度的整體表現(xiàn);對于具有問題聚焦性的機床,通過對三坐標(biāo)測量結(jié)果的深入分析,發(fā)現(xiàn)夾持鏜刀的主軸與支撐軸承的同軸度偏差以及工件在夾具上的定位偏差都會影響完成件平衡軸孔的同軸度表現(xiàn)。

圖16 同軸度偏差問題整體分析思路與解決路徑
問題優(yōu)化階段,首先通過工件夾具定位的調(diào)整以及加工零點偏置的補償改善了機床端的問題聚集性;接著通過調(diào)整工藝流程的方式,將較大切削力的工藝步驟轉(zhuǎn)移至平衡軸孔鏜削之前,提前干預(yù)同軸度突跳的影響因素。優(yōu)化措施經(jīng)過跟蹤驗證后,證實可以有效地解決平衡軸孔同軸度的偏差問題,提升了加工過程能力以及質(zhì)量表現(xiàn)。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級版)(2015年4期)2015-04-29 00:00:00