適用于柵格舵焊縫檢測的超聲掃查裝置
2024-03-18 13:10:02李光保陳惠風(fēng)孫建宇齊天旭鄭雪鵬
無損檢測 2024年2期
李光保,陳惠風(fēng),孫建宇,姜 恒,齊天旭,鄭雪鵬,王 飛
(1.上海航天精密機(jī)械研究所,上海 201600;2.哈爾濱工業(yè)大學(xué) 機(jī)電工程學(xué)院,哈爾濱 150001)
柵格舵氣動控制機(jī)構(gòu)是重復(fù)使用運(yùn)載火箭載入返回過程的重要姿控裝置[1-2]。其中柵格舵是一種新型的控制穩(wěn)定面,由多個薄柵格壁板構(gòu)成[3],作為一種新型的升力面和控制面,在亞聲速和高超聲速階段具有比平板翼更優(yōu)秀的氣動特性,可用作穩(wěn)定翼或全動式舵翼以提高運(yùn)載火箭的機(jī)動性,并且增加其穩(wěn)定性和可控性[4]。其安裝在火箭芯一級或者助推器上,上升段折疊在火箭殼體上,下降段展開作為控制面或者穩(wěn)定翼,以減小落點(diǎn)的散布范圍[5-6]。
當(dāng)前,柵格舵焊縫的無損檢測常采用人工手動掃查的方式,存在可靠性低、周期長和系統(tǒng)成熟度低等問題。為解決此問題,筆者設(shè)計了一種自動超聲掃查檢測裝置。以PLC(可編程邏輯控制器)為控制核心,采用GSKLink通訊協(xié)議實(shí)現(xiàn)對機(jī)器人、伺服電機(jī)的控制,根據(jù)柵格舵焊縫結(jié)構(gòu)設(shè)計自動化工藝運(yùn)動流程,實(shí)現(xiàn)了目標(biāo)的自動化檢測。
1 裝置總體設(shè)計方案
1.1 檢測對象
火箭柵格舵[7]安裝形式及結(jié)構(gòu)如圖1所示,柵格舵為雙弧面柵格鈦合金焊接結(jié)構(gòu)[8],包絡(luò)尺寸約為1 300 mm×1 000 mm×100 mm(長×寬×高),采用4(橫向)×4.5(縱向)格柵構(gòu)型,由舵根、舵框、葉片、轉(zhuǎn)接板等零件組成,材料均為TC4 鈦合金。舵根為階梯漸變厚度結(jié)構(gòu),長度約為1 300 mm,厚度從連接軸的15 mm逐網(wǎng)格減少2 mm至遠(yuǎn)端的4 mm;舵根間的舵框厚度為6 mm,遠(yuǎn)端及兩側(cè)為4 mm;葉片厚度為4 mm和2 mm。該零件對精度要求較高,整個柵格舵由38個部件互相卡箍和榫接組合而成,形成47個網(wǎng)格節(jié)點(diǎn),產(chǎn)生7種焊接厚度,焊縫數(shù)量多達(dá)526條。典型柵格舵焊縫的主要形式為角焊縫和鎖底焊(見圖2)。
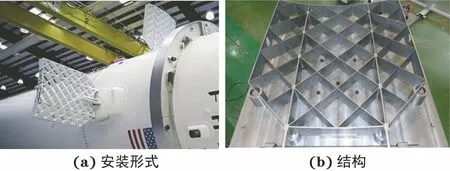
圖1 火箭柵格舵的安裝形式及結(jié)構(gòu)示意
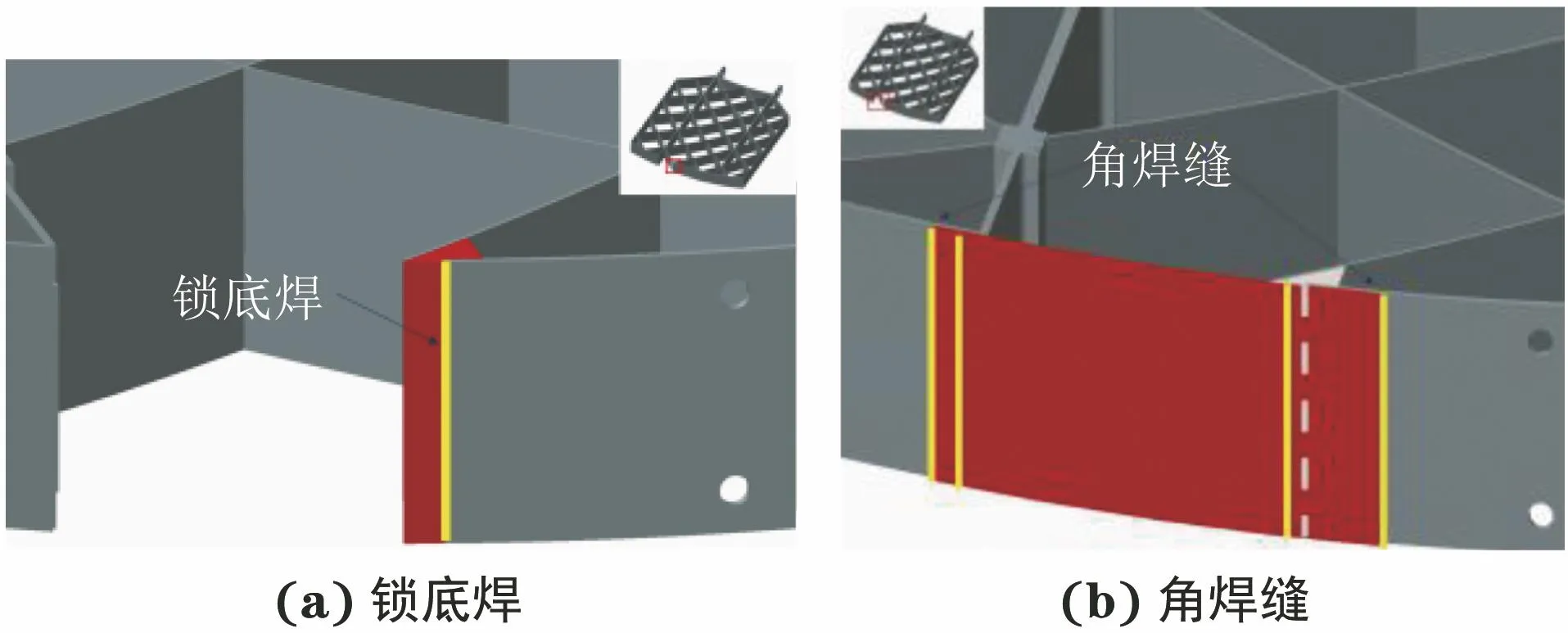
圖2 典型柵格舵焊縫結(jié)構(gòu)示意
1.2 檢測總體方案
根據(jù)柵格舵焊縫結(jié)構(gòu)及超聲檢測工藝要求設(shè)計整體檢測裝置,其結(jié)構(gòu)如圖3所示,包括框架、水箱、上下料組件[9]、機(jī)器人組件[10]等。其中水箱為超聲檢測提供水介質(zhì)完成輔助檢測;機(jī)器人組件作為超聲檢測的執(zhí)行機(jī)構(gòu);上下料組件為檢測平臺提供上下運(yùn)動動作;檢測平臺用于放置待測柵格舵。
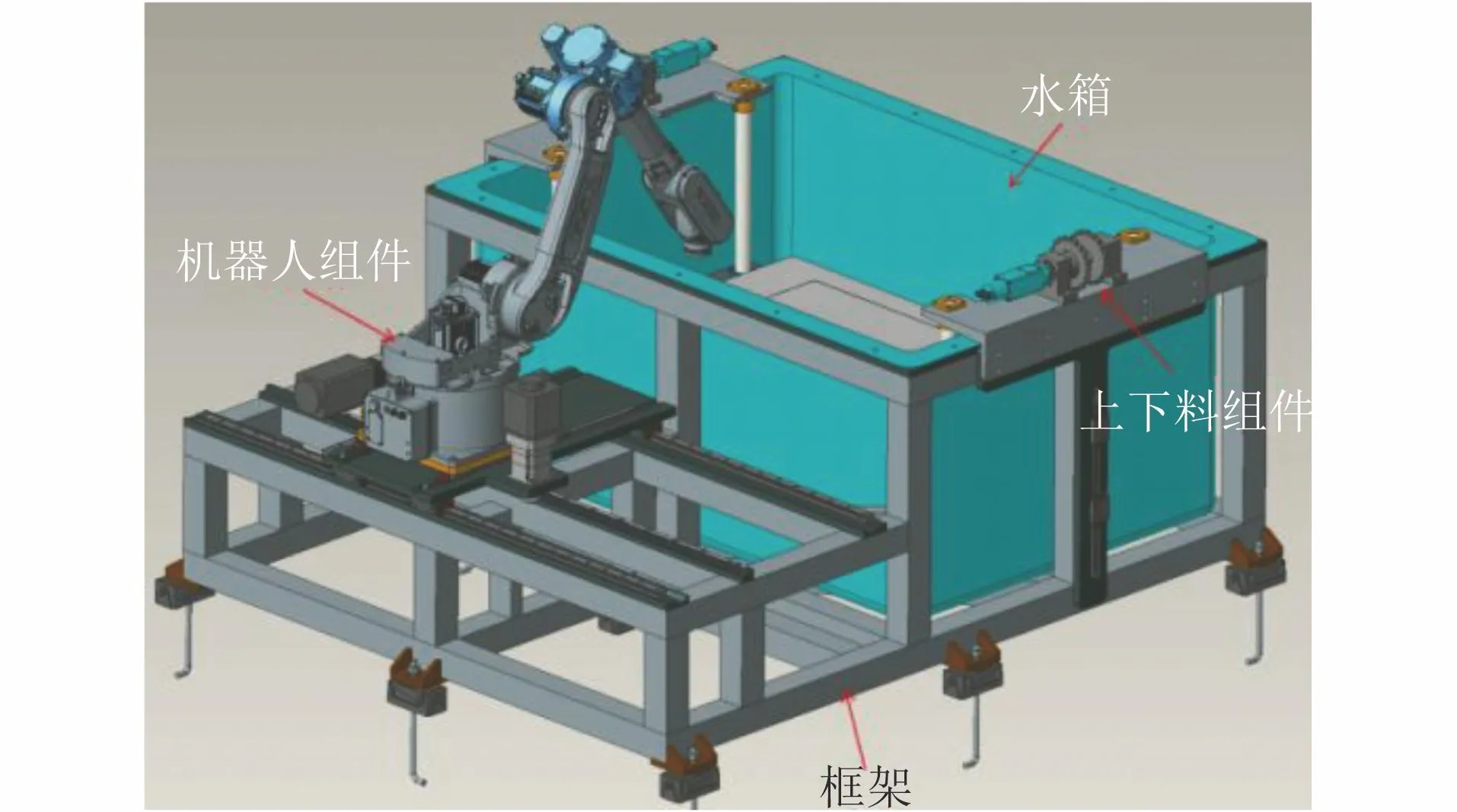
圖3 柵格舵焊縫檢測裝置整體設(shè)計
1.3 裝置檢測工作流程
(1) 初始狀態(tài):檢測平臺處于底端,機(jī)器人處于收縮姿態(tài);上下料電機(jī)驅(qū)動鏈輪,帶動檢測平臺上升;到達(dá)裝夾位置后,通過行車吊裝或人工搬運(yùn)固定待測柵格舵,檢測平臺上升狀態(tài)如圖4所示。
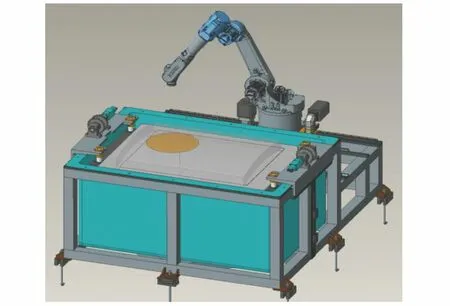
圖4 檢測平臺上升狀態(tài)示意
(2) 上下料電機(jī)驅(qū)動鏈輪,使檢測平臺下降到檢測位置,檢測平臺下降狀態(tài)如圖5所示。

圖5 檢測平臺下降狀態(tài)示意
(3) 機(jī)器人組件根據(jù)預(yù)定軌跡運(yùn)動到檢測起始點(diǎn)。
(4) 通過機(jī)器人夾持換能器,按照檢測路徑對柵格舵焊縫進(jìn)行逐點(diǎn)逐條檢測。
2 裝置結(jié)構(gòu)設(shè)計
2.1 主體設(shè)計
為滿足水箱和機(jī)器人組件的放置,設(shè)計的裝置框架如圖6所示,其中框架材料為Q345B,各部分先進(jìn)行焊接,焊接后矯形再進(jìn)行整體機(jī)加工。裝置通過調(diào)整墊鐵調(diào)平,用地腳螺栓固定。

圖6 裝置框架結(jié)構(gòu)示意
檢測平臺采用鏈輪鏈條驅(qū)動,采用導(dǎo)向柱進(jìn)行定向,上下料組件裝置如圖7所示。水箱側(cè)面安裝一根直線導(dǎo)軌和配重塊,鏈條一端固定在配重塊上,另一端固定在托板上。裝置通過兩臺伺服電機(jī)實(shí)現(xiàn)同步驅(qū)動完成上下料過程。

圖7 上下料組件裝置示意
2.2 機(jī)器人與換能器
根據(jù)被檢測產(chǎn)品尺寸(1 300 mm×1 000 mm×100 mm)和換能器質(zhì)量(<0.5 kg),選用廣州數(shù)控GSK RB20A3型機(jī)器人夾持換能器進(jìn)行檢測,并且為更大的檢測空間,在機(jī)器人基座上設(shè)計了x軸和y軸方向移動的外部軸伺服電機(jī)(見圖8)。
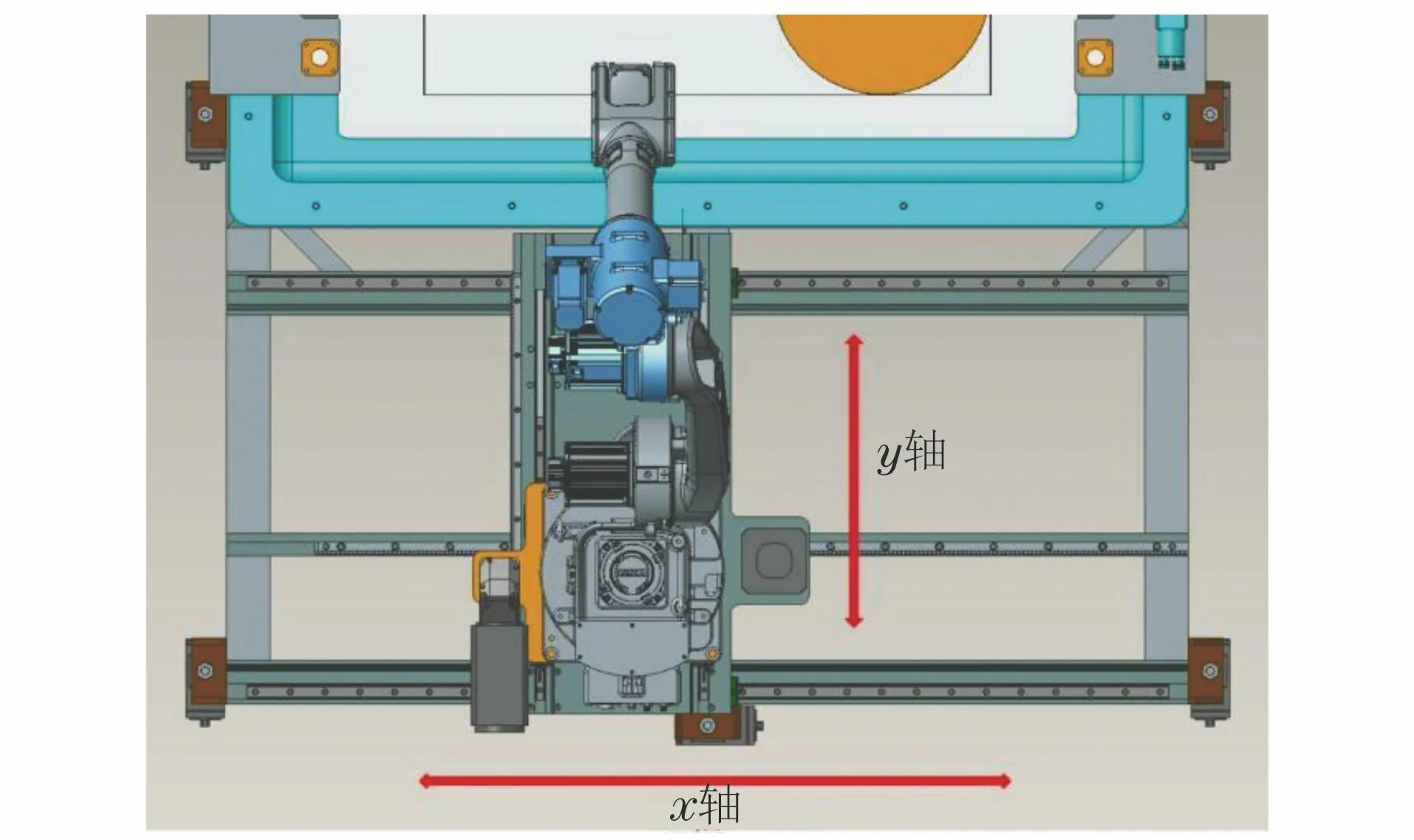
圖8 機(jī)器人x,y軸伺服電機(jī)結(jié)構(gòu)示意
夾持換能器的工裝采用彈性機(jī)構(gòu)[11],避免與檢測產(chǎn)品硬接觸,防止檢測過程中損傷裝置元器件和檢測產(chǎn)品。換能器及其夾持工裝結(jié)構(gòu)如圖9所示。

圖9 換能器及其夾持工裝結(jié)構(gòu)示意
2.3 水循環(huán)過濾系統(tǒng)
超聲檢測的介質(zhì)為水,為保證檢測的準(zhǔn)確性,水箱中的水需進(jìn)行凈化和過濾,筆者設(shè)計的水循環(huán)過濾系統(tǒng)結(jié)構(gòu)如圖10所示,水循環(huán)過濾系統(tǒng)安裝在水箱側(cè)面,由一臺立式離心泵和管道過濾器組成。

圖10 水循環(huán)過濾系統(tǒng)結(jié)構(gòu)示意
3 裝置控制系統(tǒng)設(shè)計
超聲掃查裝置的控制系統(tǒng)[12]包含3個層次,即操作層、控制層和設(shè)備層,具體分工如下:① 操作層主要由觸摸屏、上位機(jī)操作軟件和示教器組成,觸摸屏用于操作上下料平臺,設(shè)置兩臺伺服同步電機(jī)的運(yùn)行速度、運(yùn)行位置、故障提示及報警等,示教器用于控制機(jī)器人和兩個外部軸電機(jī)的運(yùn)行及路徑編程,上位機(jī)操作軟件用于處理采集的焊縫信息;② 控制層主要由機(jī)器人控制器和總控制器PLC(可編程邏輯控制器)構(gòu)成,基于機(jī)器人控制器和總控制器PLC對控制信息進(jìn)行處理后反饋至示教器及觸摸屏上;③ 設(shè)備層主要包括機(jī)器人和兩個外部軸電機(jī)、兩臺伺服同步電機(jī)、超聲換能器以及開關(guān)傳感器等。控制系統(tǒng)總體架構(gòu)如圖11所示。
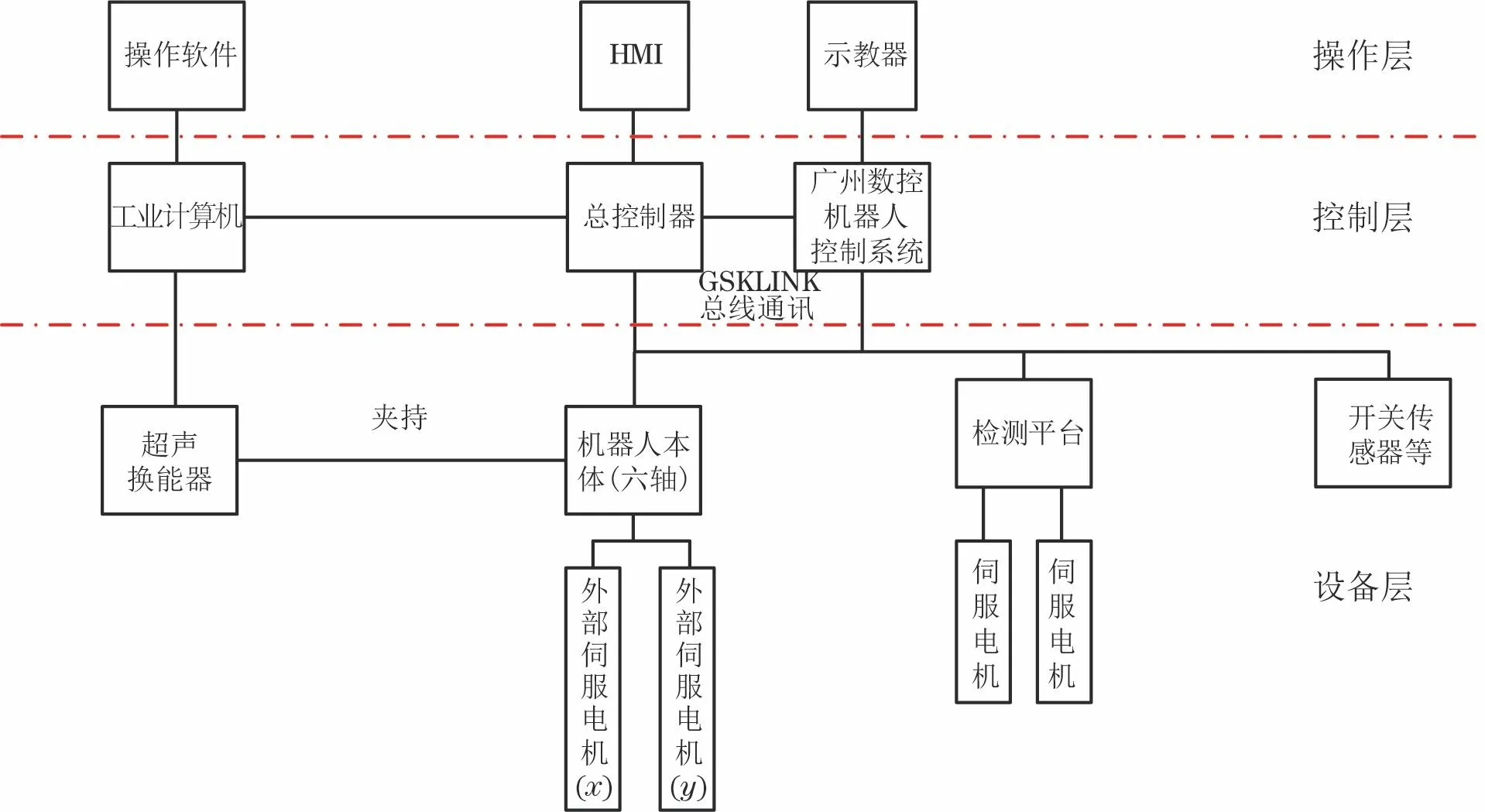
圖11 控制系統(tǒng)總體架構(gòu)
3.1 設(shè)備層:現(xiàn)場底層末端設(shè)備
(1) 超聲換能器主要獲取焊縫檢測信息并上傳至操作軟件進(jìn)行處理分析。
(2) 機(jī)器人的控制器系統(tǒng)選擇RB系列,在原有的6軸機(jī)器人基礎(chǔ)上增添2個外部軸電機(jī),外部軸電機(jī)型號為150-SJTR,在機(jī)器人控制器上開通外部啟動軟件控制模塊及安全控制模塊,方便遠(yuǎn)程控制及選擇機(jī)器人運(yùn)行路徑。
(3) 檢測平臺的兩個同步電機(jī)選用廣州數(shù)控130-SJT型伺服電機(jī)。
(4) 設(shè)備層還包括傳感器、限位開關(guān)、指示燈等電氣元件。
3.2 控制層:對設(shè)備層進(jìn)行協(xié)調(diào)控制的可編程設(shè)備
(1) 機(jī)器人控制器與總控制器PLC組成系統(tǒng)的控制層。
(2) 總控制器PLC通過GSKLink進(jìn)行物理層連接,總控制器PLC作為Server(服務(wù)端),機(jī)器人控制器作為Client(客戶端),兩者進(jìn)行數(shù)據(jù)交互,使得檢測分系統(tǒng)和運(yùn)動控制分系統(tǒng)進(jìn)行耦合,最終實(shí)現(xiàn)柵格舵的自動檢測。
(3) 通過實(shí)時工業(yè)以太網(wǎng)與數(shù)控機(jī)器人控制器的連接實(shí)現(xiàn)數(shù)據(jù)狀態(tài)交互,并由觸摸屏遠(yuǎn)程觸發(fā)機(jī)器人程序啟動運(yùn)行指令;通過運(yùn)動模塊驅(qū)動伺服系統(tǒng),進(jìn)行高精度位置控制,實(shí)現(xiàn)與機(jī)器人運(yùn)動的邏輯耦合;通過I/O(輸入/輸出)接口進(jìn)行開關(guān)傳感器指示燈的狀態(tài)采集及控制;作為整套系統(tǒng)控制核心,總控制器PLC負(fù)責(zé)系統(tǒng)任務(wù)調(diào)度,通過指令協(xié)同控制機(jī)器人單元、外部軸電機(jī)以及同步伺服單元等各系統(tǒng)的邏輯時序。
3.3 操作層:實(shí)現(xiàn)人機(jī)交互的單元
(1) 基于Windows操作系統(tǒng)開發(fā)操作軟件,用于處理超聲檢測采集的焊縫信息。
(2) 觸摸屏(HMI)作為輔助人機(jī)交互界面,可以便捷穩(wěn)定地與總控制器PLC進(jìn)行數(shù)據(jù)交互,可進(jìn)行輔助性的參數(shù)設(shè)定、手工操作、過程狀態(tài)顯示等。
(3) 機(jī)器人示教器作為機(jī)器人單元的組成部分,用于機(jī)器人檢測點(diǎn)手動示教、自動檢測程序編輯(含運(yùn)動指令、邏輯控制指令等)。
3.4 其他
該裝置控制系統(tǒng)還包括控制柜和操作臺,控制柜用于安裝各種電氣元器件及控制器等,操作臺安裝顯示器、工控機(jī)以及觸摸屏(HMI),操作人員通過操作臺來控制整套系統(tǒng)。且控制系統(tǒng)支持OPC UA協(xié)議,通過以太網(wǎng)接口,可與信息系統(tǒng)進(jìn)行數(shù)據(jù)交互,滿足連接、數(shù)據(jù)傳遞的要求。
4 程序設(shè)計
4.1 PLC程序設(shè)計
總控制器PLC是控制系統(tǒng)的核心部件,操作員通過觸摸屏、按鈕的控制信息經(jīng)過PLC傳遞給伺服驅(qū)動器、機(jī)器人、水循環(huán)系統(tǒng)、傳感器等元件,完成操作者對裝置的控制。這些控制動作是通過寫好的PLC程序?qū)崿F(xiàn)的,PLC程序包括主程序和子程序,主程序可以調(diào)用子程序,PLC程序框架如圖12所示。

圖12 PLC程序框架
PLC程序采用梯形圖與ST語言聯(lián)合編程,程序編寫時首先根據(jù)各個獨(dú)立的子程序建立FB程序塊,在主程序中根據(jù)工藝流程實(shí)現(xiàn)各個程序塊的調(diào)用,柵格舵檢測工藝控制流程圖如圖13所示。

圖13 柵格舵檢測工藝控制流程圖
4.2 觸摸屏界面設(shè)計
觸摸屏主要分為伺服電機(jī)和機(jī)器人的手動與自動控制界面,手動控制頁面上顯示了伺服電機(jī)及機(jī)器人的運(yùn)動狀態(tài)、啟動、急停、運(yùn)動速度、運(yùn)動位置、運(yùn)動方向等信息;自動控制界面可以實(shí)現(xiàn)一鍵操作,完成待測柵格舵的自動檢測流程。
5 試驗(yàn)驗(yàn)證
5.1 試驗(yàn)方案
對某型柵格舵產(chǎn)品進(jìn)行焊縫檢測,首先通過射線檢測底片對焊縫內(nèi)的常規(guī)缺陷進(jìn)行定性,然后再采用該設(shè)計裝置按照圖13的工藝流程對其進(jìn)行超聲檢測,并對兩者結(jié)果進(jìn)行對比,從而驗(yàn)證該裝置檢測結(jié)果的準(zhǔn)確性與可靠性。
5.2 檢測結(jié)果
試驗(yàn)采用相控陣模式下的扇掃方式對柵格舵進(jìn)行檢測,焊縫常規(guī)缺陷檢測結(jié)果如下。
(1) 氣孔
焊縫氣孔的超聲檢測結(jié)果如圖14所示,其形狀上近似為圓球狀或橢圓狀,圖像輪廓邊緣比較清晰,氣孔中部具有較高亮度。
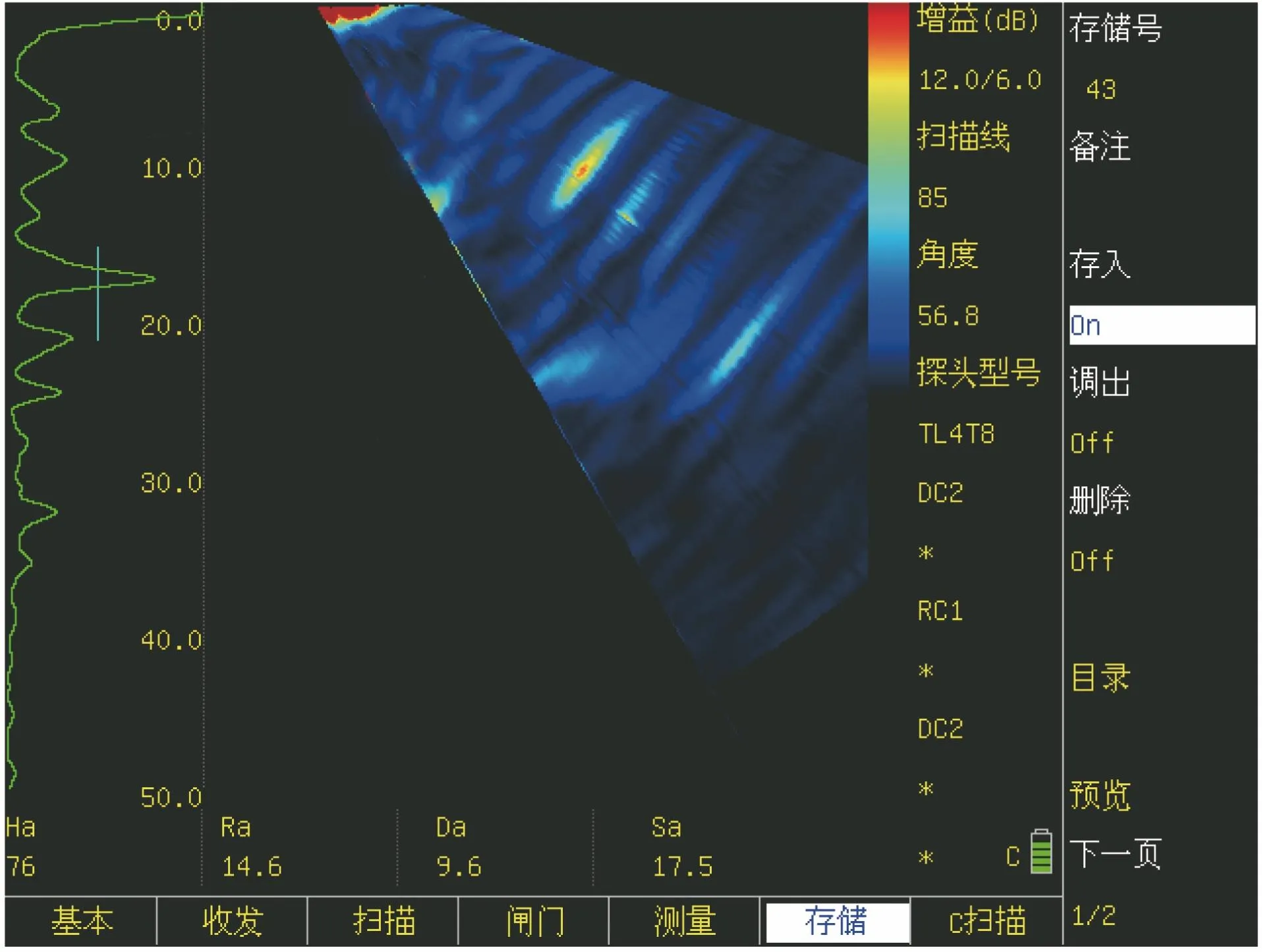
圖14 焊縫中氣孔的檢測結(jié)果
(2) 裂紋
焊縫裂紋的超聲檢測結(jié)果如圖15所示,其形狀為線條狀,大多數(shù)情況下呈一定的彎曲狀,并與焊道方向呈一定夾角,圖像輪廓邊緣較為明顯,亮度較高。
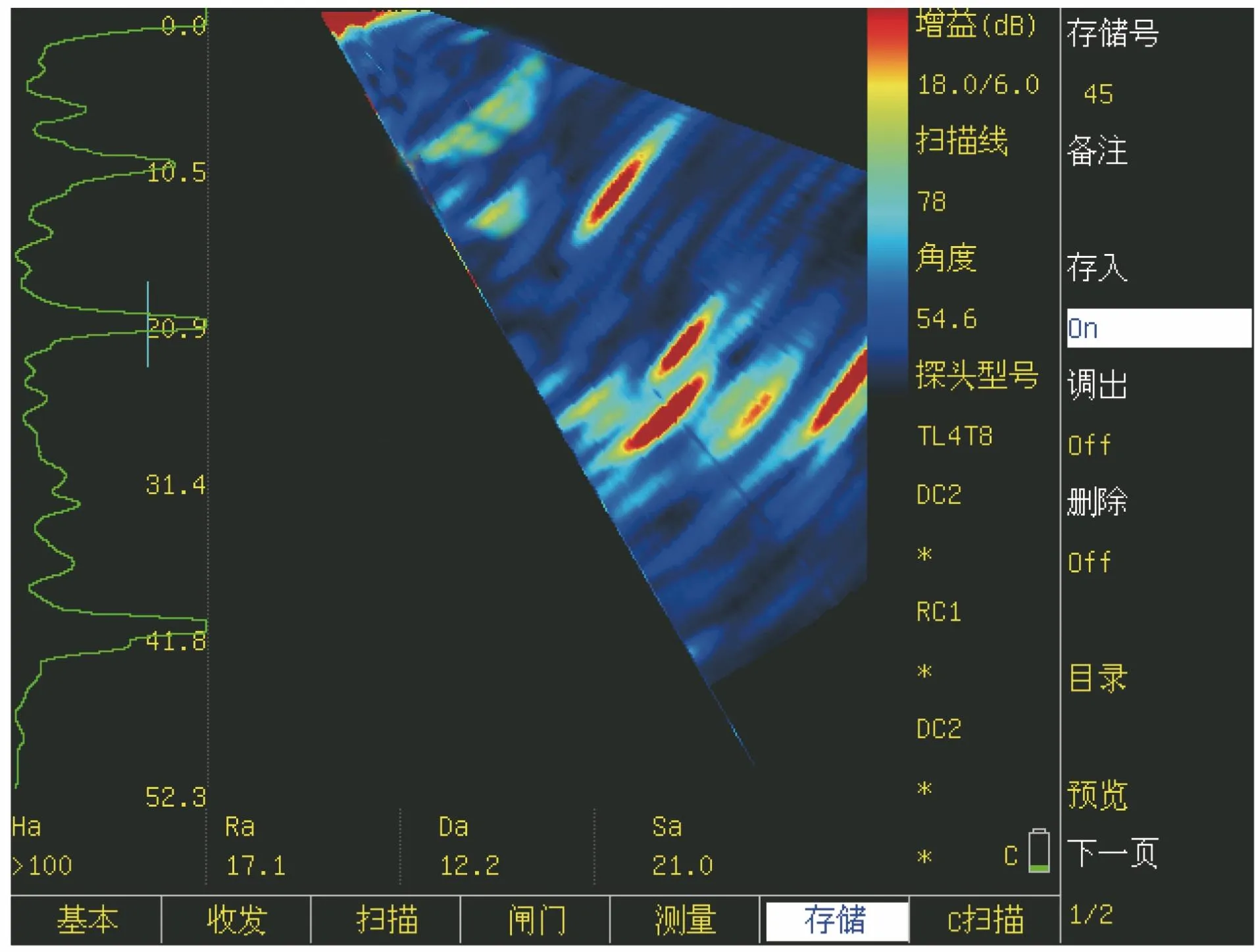
圖15 焊縫中裂紋的檢測結(jié)果
(3) 未焊透
焊縫未焊透的超聲檢測結(jié)果如圖16所示,其形狀比較平直,為斷斷續(xù)續(xù)的線條狀,與焊道方向平行,邊緣清晰明顯。

圖16 焊縫中未焊透的檢測結(jié)果
(4) 未熔合
焊縫未熔合的超聲檢測結(jié)果如圖17所示,其形狀為扁橢圓狀或條狀,比較平直,輪廓較為清晰,缺陷中部亮度較高。

圖17 焊縫中未熔合的檢測結(jié)果
(5) 夾渣
焊縫夾渣的超聲檢測結(jié)果如圖18所示,其為體積型缺陷,形狀不確定,因此圖像沒有典型形狀,缺陷中部亮度較高。
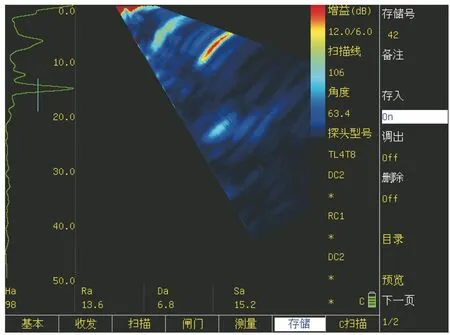
圖18 焊縫中夾渣的檢測結(jié)果
5.3 結(jié)果分析
對比射線檢測與該裝置的檢測結(jié)果,發(fā)現(xiàn)結(jié)果顯示完全一致。即該裝置對柵格舵焊縫中的氣孔、裂紋、未焊透、未熔合和夾渣等缺陷識別能力強(qiáng),無需考慮其方向性;且超聲檢測結(jié)果直觀,可實(shí)現(xiàn)實(shí)時顯示,在掃查的同時能對焊縫進(jìn)行分析、評判。
6 結(jié)語
為解決當(dāng)前人工手動掃查檢測及缺陷評定中的可靠性低、周期長和系統(tǒng)成熟度低等問題,在陣列超聲主機(jī)、換能器及成像軟件的開發(fā)基礎(chǔ)上研制了一種適用于柵格舵焊縫超聲檢測的裝置,滿足了柵格舵焊縫的自動檢測需求。該超聲掃查裝置是以總控制器PLC和機(jī)器人為核心的自動化檢測裝置,可用于檢測柵格舵的多種焊縫結(jié)構(gòu),其各個模塊設(shè)計合理,自動化程度較高。經(jīng)過試驗(yàn)驗(yàn)證,該裝置的各項(xiàng)功能都比較穩(wěn)定,能較為準(zhǔn)確地檢出柵格舵焊縫的各種常見缺陷,亦大幅提高了生產(chǎn)效率。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
