Fe-Mn-C-Al系TWIP鋼拉伸過程中的加工硬化行為
2024-03-19 05:01:10王榮吉王志宇
機械工程材料 2024年2期
彭 松,王榮吉,周 童,王志宇,毛 亮
(中南林業(yè)科技大學機電工程學院,長沙 410004)
0 引 言
先進高強度鋼(advanced high strength steel,AHSS)可以有效地減輕汽車結構質量,提升安全性能,是實現(xiàn)車體輕量化的有效途徑之一。孿生誘發(fā)塑性(twinning induced plasticity,TWIP)鋼作為第二代AHSS代表性鋼種,具有低密度、高加工硬化率、高斷后伸長率和高抗拉強度等特點[1-2],其強塑積遠在傳統(tǒng)汽車用鋼之上,可以滿足汽車制造對于安全性與舒適性的需求。然而,第二代AHSS由于成本高、鑄造不良等問題,目前僅應用于具有復雜元素的車身[3]。深入研究其組織和性能對于認識其力學行為微觀機制,進一步提高其綜合性能以及盡快實現(xiàn)工業(yè)化廣泛應用具有重要意義。王楊文等[4]研究發(fā)現(xiàn),TWIP鋼的形變孿晶數(shù)量隨著拉伸變形量的增加而增多。張哲峰等[5]研究發(fā)現(xiàn),當拉伸變形量為5%左右時,Fe-18Mn-0.6C系TWIP鋼部分晶粒中出現(xiàn)了少量孿晶,且隨著變形量的增加,一次孿晶開始大量形成并促進了加工硬化,變形量繼續(xù)增加還會促使多系孿晶形成,加工硬化率也進一步提高。許立雄等[6]研究發(fā)現(xiàn),Fe-Mn-Al系TWIP鋼在拉伸變形量低于36%時的塑性變形機制主要是位錯滑移,當變形量超過36%后,奧氏體中開始產生形變孿晶,并且形變孿晶隨著變形量的增加而增多。目前,研究多集中于晶粒內部結構在變形過程中的變化,而對不同變形量下TWIP鋼塑性變形機制、拉伸變形行為微觀機理及加工硬化機制的研究仍有欠缺。為此,作者研究了Fe-Mn-C-Al系TWIP鋼在不同拉伸變形量(1.5%,4.0%,39.0%,47.0%,52.0%,62.0%)下的塑性變形機制,分析了其顯微組織演變和加工硬化行為,以期為提高TWIP鋼的綜合性能,擴展其工業(yè)化應用范圍提供參考。
1 試樣制備與試驗方法
試驗材料為Fe-Mn-C-Al系TWIP鋼冷軋板,其化學成分(質量分數(shù)/%)為16.3Mn,1.35C,1.22Al,0.091 3Cr,0.090 6Si,0.024 4Ni,0.012 8Mo,余Fe。根據(jù)GB/T 228.1—2010,采用線切割沿軋制方向制取如圖1所示的標準拉伸試樣,在863 ℃下保溫26 min進行退火處理,爐冷至室溫。采用SHA4206型微機控制電液伺服萬能材料試驗機進行室溫單向拉伸試驗,拉伸速度為5 mm·min-1,拉伸變形量分別為1.5%,4.0%,39.0%,47.0%,52.0%,62.0%。采用線切割法平行于軋制方向在拉伸前后試樣標距區(qū)切取截面尺寸為10 mm×10 mm的金相試樣,經磨拋和體積分數(shù)為5%的硝酸乙醇溶液腐蝕、吹干后,采用徠卡DM400M型正置光學顯微鏡觀察顯微組織,采用FEI Quanta 250 FEG型掃描電子顯微鏡(SEM)觀察截面微觀形貌和拉伸斷口微觀形貌。
2 試驗結果與討論
2.1 顯微組織
由圖2可見,試驗鋼拉伸前后顯微組織均由奧氏體組成,拉伸前試驗鋼的晶粒內部出現(xiàn)了生長不完全的中止型退火孿晶(箭頭所指),拉伸斷裂后試驗鋼中的退火孿晶消失。這說明在拉伸過程中退火孿晶參與了變形。
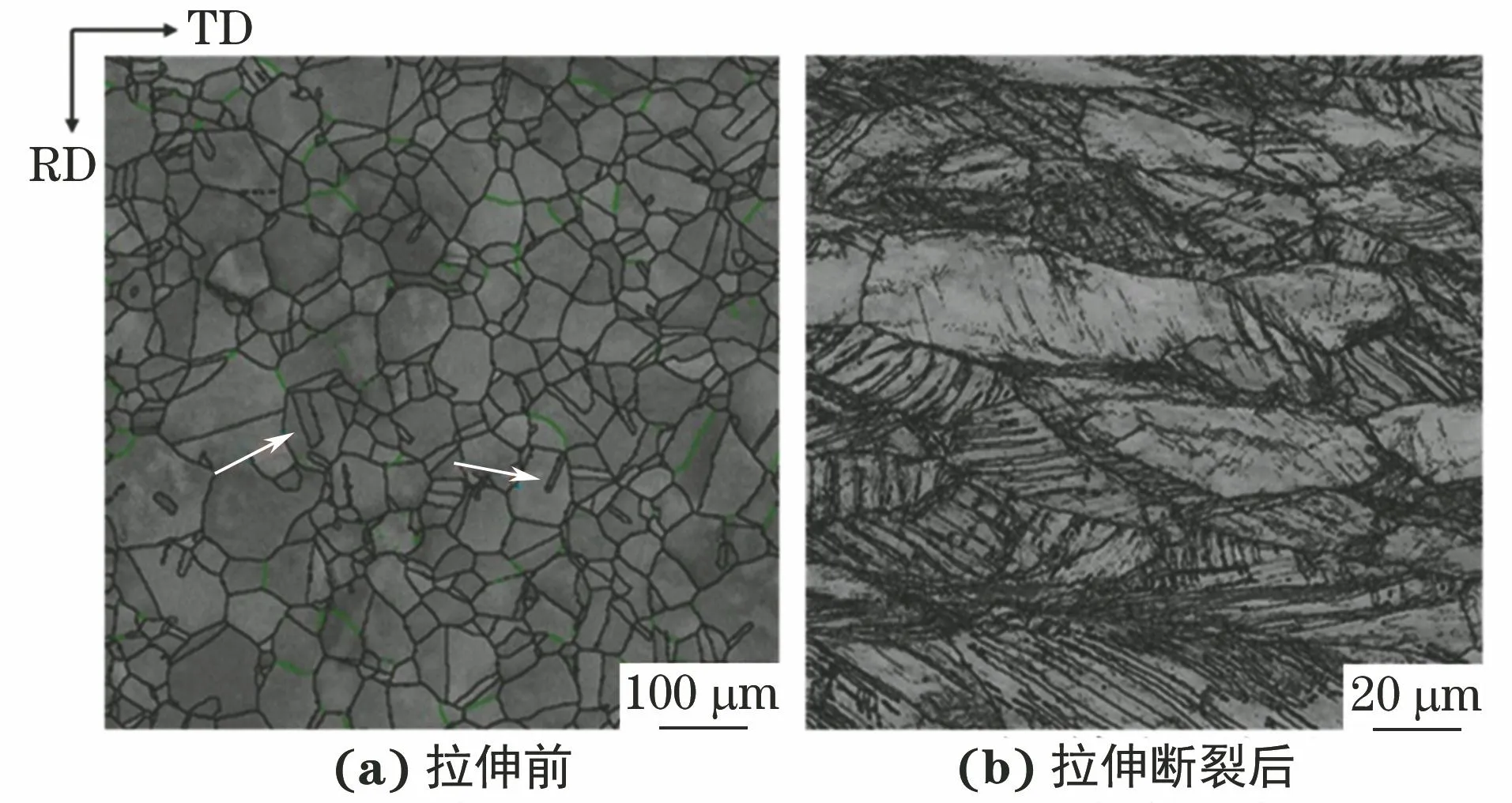
圖2 拉伸前和拉伸斷裂后試驗鋼的顯微組織Fig.2 Microstructures of test steel before tension (a) and after tension fracture (b)
由圖3可見,試驗鋼的奧氏體晶粒隨拉伸變形量增加逐漸拉長,當變形量達到4.0%,晶粒內部開始出現(xiàn)形變孿晶且孿晶分布密度隨變形量增大而提高,這使得大部分晶粒被孿晶界分割而發(fā)生細化;當變形量為52.0%時,出現(xiàn)孿晶交叉生長,形成有助于提高材料強度和塑性的網格狀組織,此外大應變下位錯在孿晶內切割基體,產生的次生孿晶對位錯運動可以起到一定的阻礙作用,從而提高了材料的強度。孿晶之間的相互作用和位錯集聚是試驗鋼中多孿晶組織形成的主要機制,其形成不僅能夠提高材料強度和塑性,還能夠促進晶粒細化。
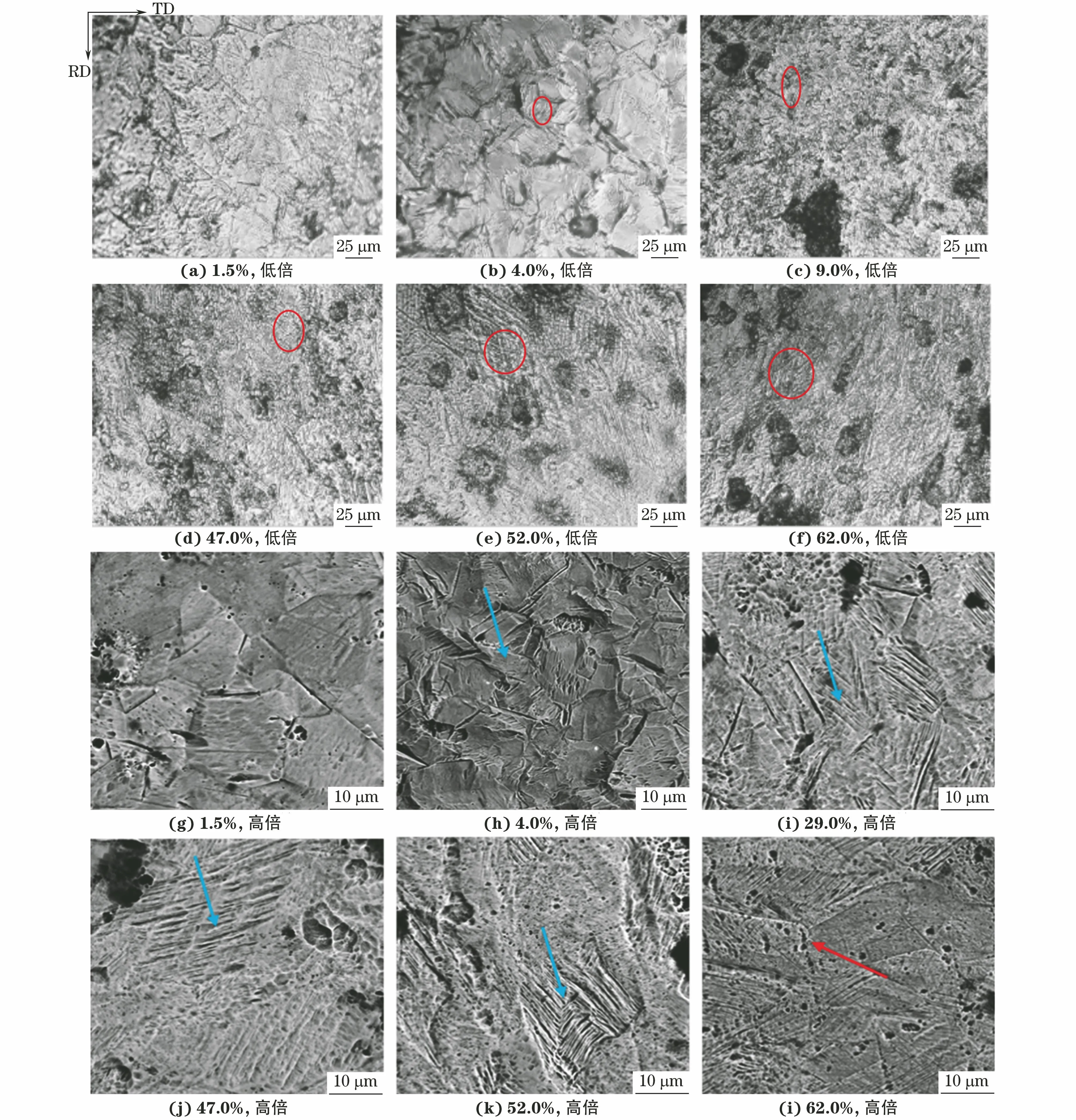
圖3 不同變形量拉伸后試驗鋼截面微觀形貌Fig.3 Micromorphology of cross-section of test steel after tension with different deformation amounts: (a-f) at low magnification and (g-l) at high magnification
此外,在變形開始階段(變形量為1.5%時),奧氏體晶粒內部無形變孿晶,處于屈服階段,變形機制為位錯滑移,與文獻[7]結論相符;隨著變形量進一步增加,孿晶開始形成,晶粒細化,試驗鋼發(fā)生顯明的加工硬化。孿生一般出現(xiàn)在切應力集中區(qū)域,變形量為1.5%時沒有足夠應力產生孿生,當變形量達到4.0%時個別晶粒內部才開始出現(xiàn)少量形變孿晶,當變形量為39.0%,47.0%時形變孿晶密度提高,此時變形機制為孿生和位錯共同作用;當變形量為52.0%時,試樣中出現(xiàn)少量孔洞,當變形量為62.0%時,孔洞數(shù)量明顯增多,形變孿晶與位錯的相互作用使微孔形核于孿晶界處并于此處出現(xiàn)應力集中,隨后微孔聚合形成裂紋,最終導致試樣發(fā)生斷裂。
由圖4可見,試驗鋼拉伸斷口剪切唇由大量細小且均勻的韌窩組成,出現(xiàn)少量撕裂的邊緣,這是一種典型的韌性斷裂模式。
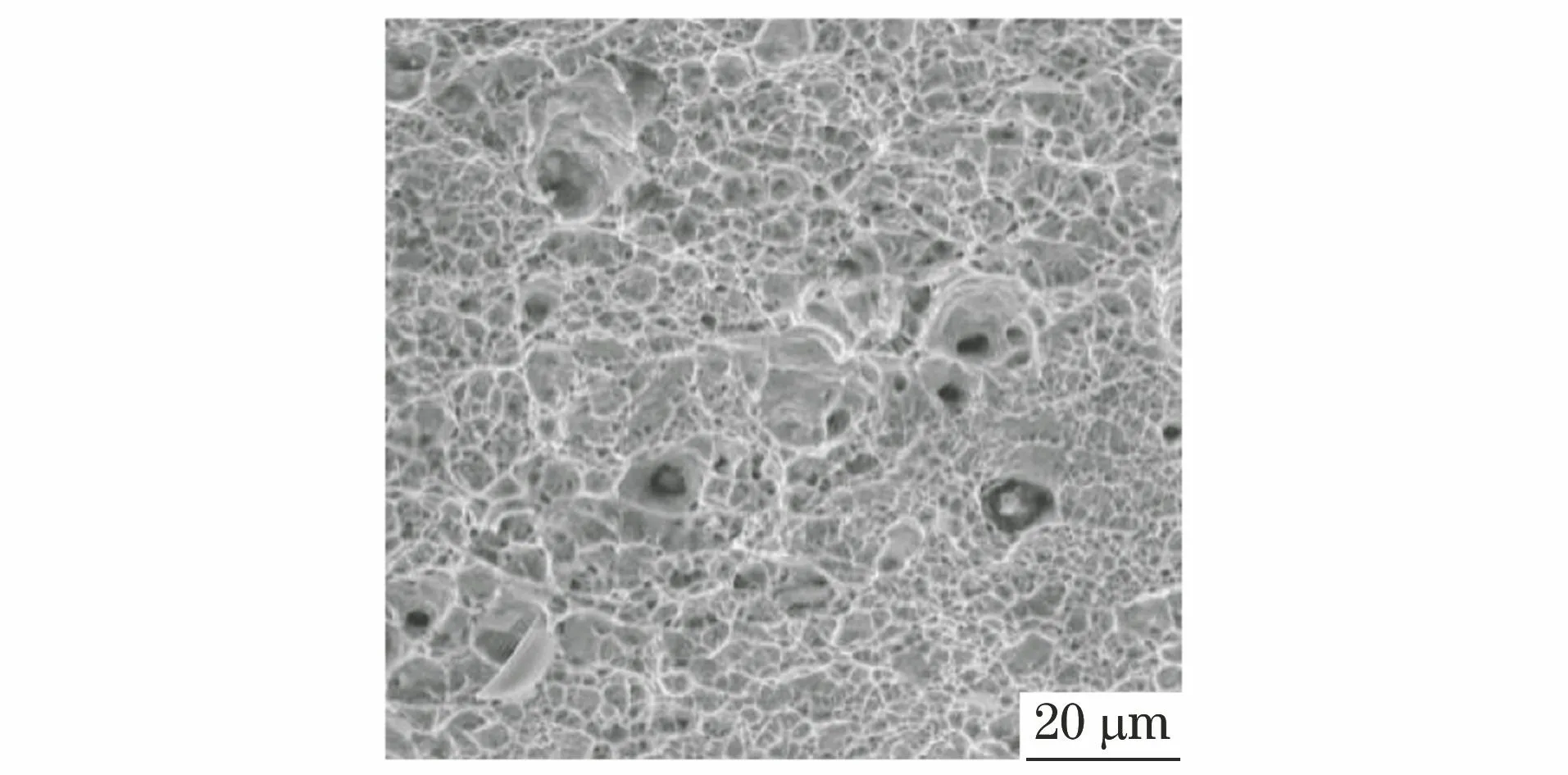
圖4 試驗鋼拉伸斷口剪切唇的微觀形貌Fig.4 Micromorphology of shear lip on tensile fracture of test steel
2.2 真應力-真應變曲線
由圖5可知,試驗鋼的彈性變形階段十分短暫,無明顯的屈服平臺,且由于試驗鋼滑移系較多,可動位錯密度較高,發(fā)生屈服后并無明顯的物理屈服點,在彈性變形階段,真應力隨真應變的提高迅速提升,說明晶體內僅存在單一的位錯運動。在屈服之后的塑性變形階段存在非常長的加工硬化過程,真應力隨真應變增大呈線性增大,這是由于孿晶形成后與位錯的相互作用使試驗鋼變形較為均勻,且隨著應變增加,試驗鋼組織中形變孿晶數(shù)量增加,分割奧氏體基體使晶粒尺寸變小,晶界數(shù)量增多,從而阻礙位錯運動,形成動態(tài)Hall-Petch效應(即TWIP效應),使材料具有良好的塑性和應變硬化能力,提升了鋼的強度;當真應變?yōu)?.46時曲線出現(xiàn)鋸齒形波動,這是因為此時位錯在孿晶界處聚集導致應力集中,當應力達到臨界值時,形變孿晶開始形核,而孿晶生長所需應力小于形核所需應力,所以在曲線上呈現(xiàn)出鋸齒狀波動,此階段的主要變形機制為孿生;并且,鋸齒狀波動隨應變增加越來越明顯,表明試驗鋼中存在動態(tài)應變時效(dynamic strain aging,DSA) 現(xiàn)象,DSA現(xiàn)象是由碳原子釘扎在部分位錯上導致的。位錯釘扎可以擴展層錯并協(xié)助孿晶形核,而隨著應變進一步增加,位錯將突破釘扎的原子團,使得塑性變形繼續(xù)進行[8]。試驗鋼在斷裂前應力迅速下降隨即斷裂。
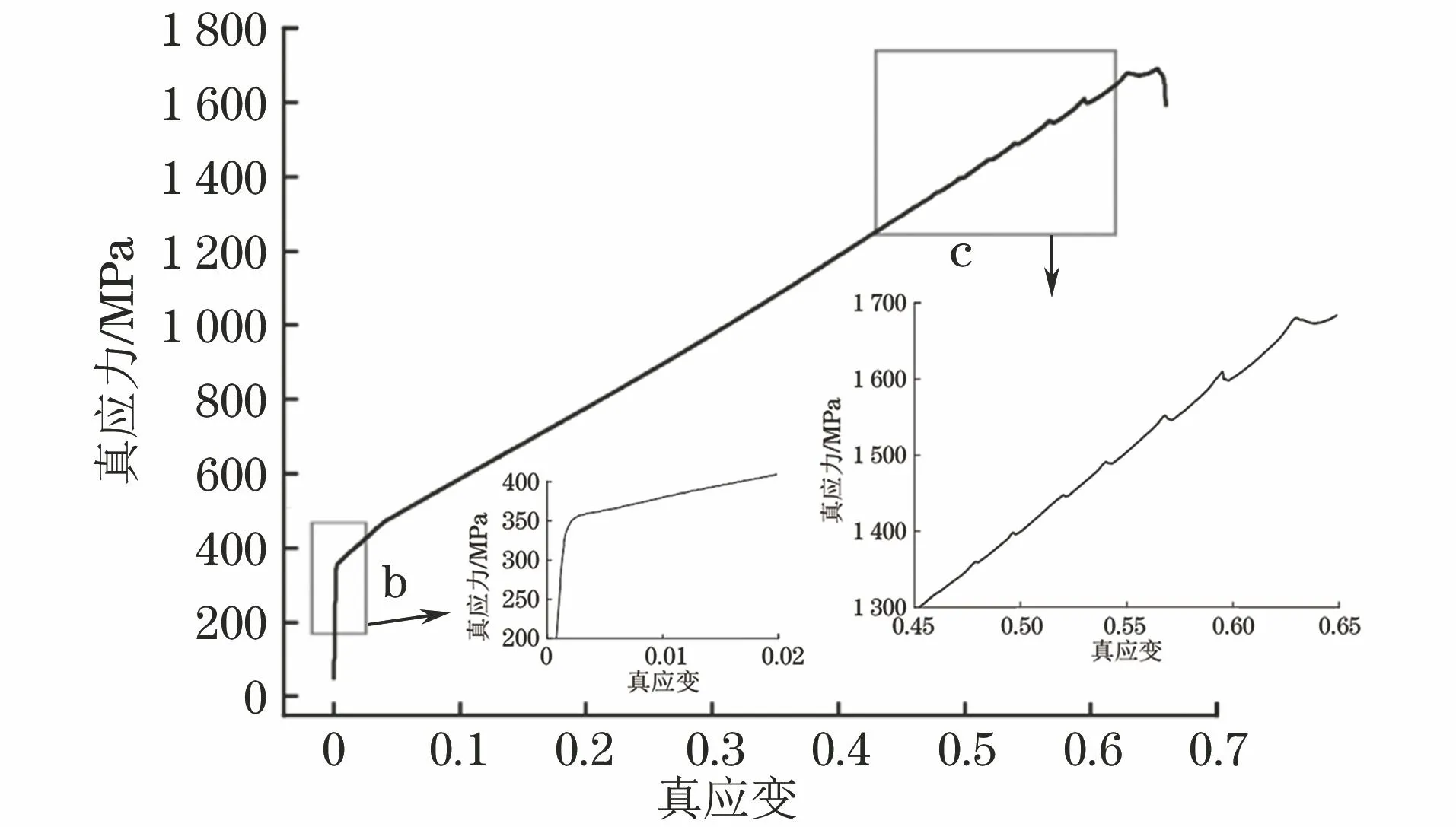
圖5 試驗鋼的真應力-真應變曲線Fig.5 True stress-true strain curve of test steel
試驗鋼的屈服強度、抗拉強度、強塑積分別為350 MPa,882.76 MPa,57 000 MPa·%,高強塑積說明此類鋼的塑性較好,成形能力強。此外,試驗鋼的屈強比在0.4之下,與米振莉等[9-11]的研究結果相似,表明該鋼的抵抗變形能力強,加工性能和安全性能較好。
2.3 加工硬化行為
由圖6可知:在變形初始階段,加工硬化率隨真應變的增加急劇下降,這是由于變形開始的試驗鋼中位錯滑移阻力較小,且應變較低使得孿晶難以形成,此時加工硬化機制以位錯強化為主;當真應變?yōu)?.11~0.42時,加工硬化率逐漸增加,這開始主要歸因于形變孿晶形成引起TWIP效應[12],使晶粒內部位錯運動的平均自由程縮短,隨后隨著孿晶體積分數(shù)繼續(xù)增加,TWIP效應對硬化的貢獻逐漸減小,但大量的孿晶界會阻礙位錯滑移,形成位錯塞積,從而繼續(xù)促使加工硬化率提高[13],加工硬化機制開始變?yōu)閷\晶強化;當真應變?yōu)?.42~0.52時,加工硬化率又出現(xiàn)一個微小的上升趨勢,并達到峰值,與文獻[14-15]研究結果相似,此階段的上升是由于孿晶生成速度急劇提升而加劇了孿晶和位錯滑移的相互作用,從而發(fā)生了連續(xù)加工硬化;當真應變大于0.52時,由于在已經應變硬化的晶粒中產生孿晶比較困難,孿晶數(shù)量基本趨于飽和,并且試樣中開始出現(xiàn)孔洞,因此加工硬化率呈現(xiàn)下降趨勢。總的來看,整個拉伸過程中,試樣始終保持著較高的加工硬化率。
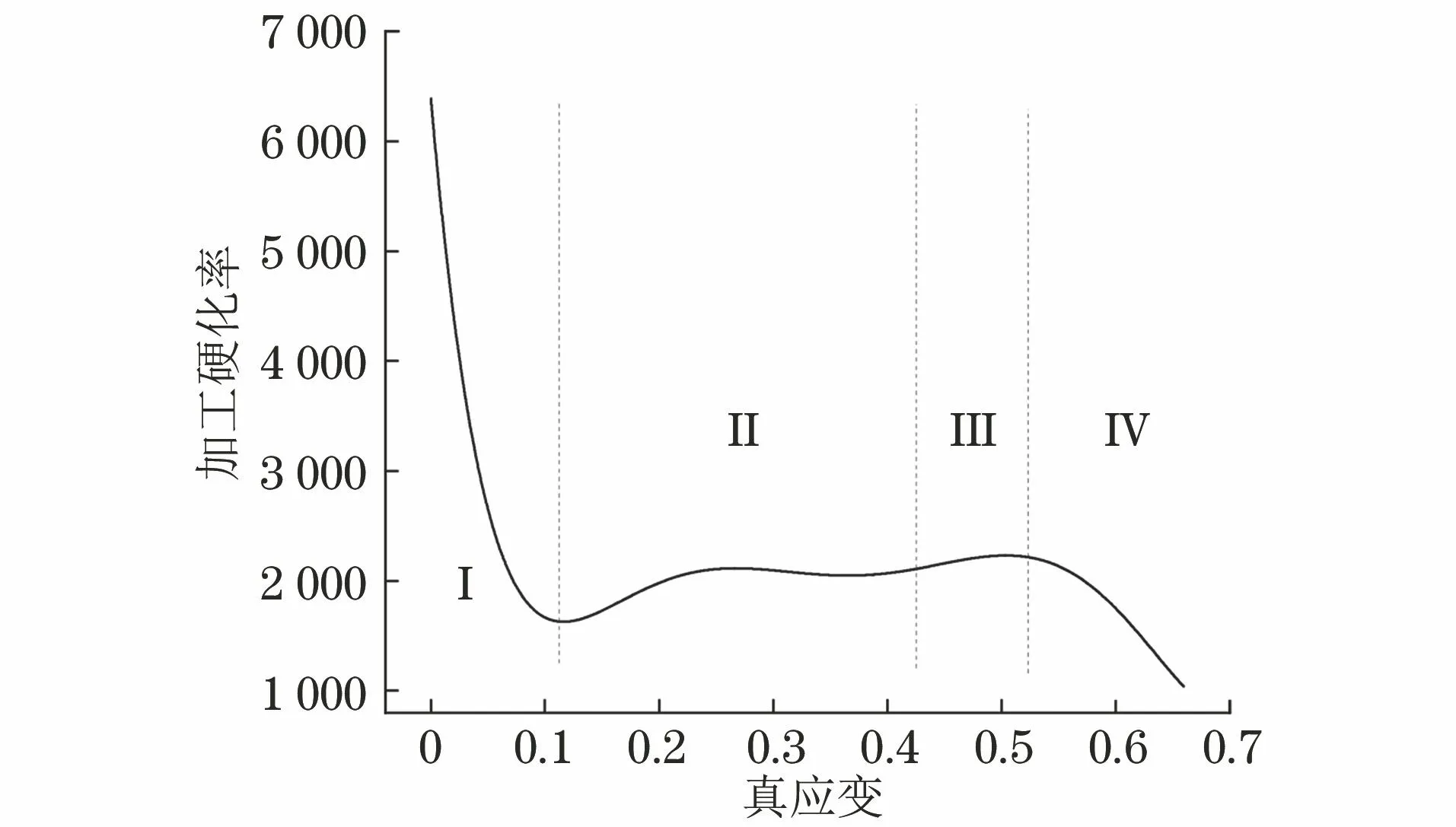
圖6 試驗鋼的加工硬化率曲線Fig.6 Work hardening rate curve of test steel
真應力-真應變關系[8]如下:
σ=Kεn
(1)
式中:σ為真應力;ε為真應變;K為強度系數(shù);n為加工硬化指數(shù)。
對式(1)取對數(shù)可得
lnσ=lnK+nlnε
(2)
對式(2)變形可得
n=dlnσ/dlnε
(3)
繪制lnσ-lnε曲線并進行求導,即可得不同真應變對應的加工硬化指數(shù),如圖7所示。n與材料的塑性變形行為和斷裂行為均有密切聯(lián)系,是分析材料斷裂過程和評價材料力學性能的重要參數(shù)。通常,n值越大說明鋼在頸縮前越容易發(fā)生均勻變形,其抵抗頸縮的能力也就越強,材料的成形性能就越好。由圖7可見,當真應變不大于0.55時,n值隨著真應變的增加而增加,當真應變超過0.55時開始減小,這說明其真應力-真應變關系不遵循Hollomon規(guī)律。在拉伸過程中,n值從0.2左右增長至0.6~0.8,不同階段材料n值變化趨勢不同,與加工硬化率曲線對應也可分為四個階段,這也就意味著在不同的變形階段,其強化機制也會有較大的差別。
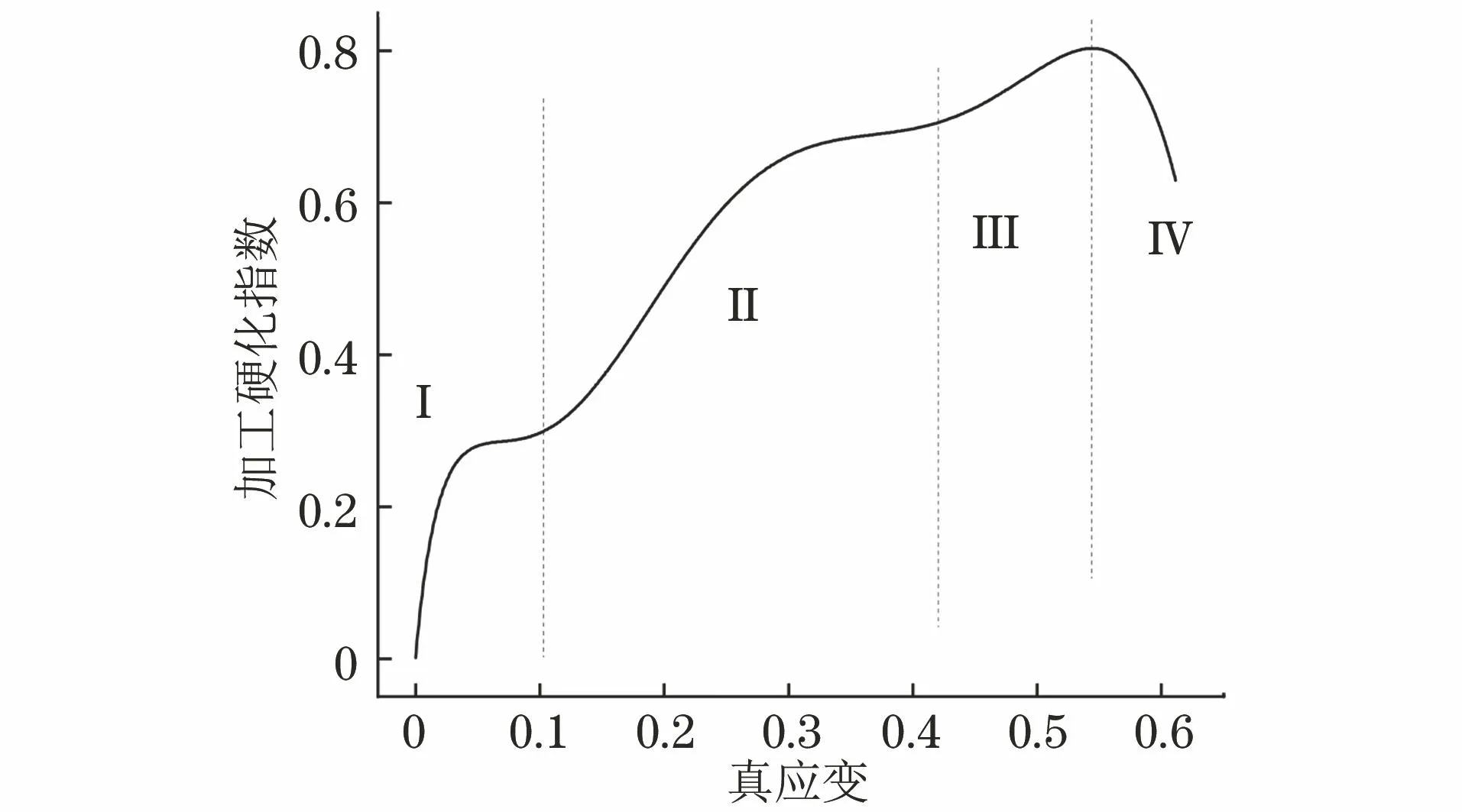
圖7 試驗鋼的加工硬化指數(shù)曲線Fig.7 Work hardening exponent curve of test steel
3 結 論
(1) Fe-Mn-C-Al系TWIP鋼退火后組織為單一奧氏體。經變形量為1.5%拉伸變形后,奧氏體晶粒內部無形變孿晶,變形機制為位錯滑移;隨變形量由4.0%增加至47.0%,試驗鋼中開始出現(xiàn)形變孿晶,且密度不斷提高,變形機制為孿生和位錯共同作用;當變形量為52.0%時,孿晶界處出現(xiàn)孔洞,其數(shù)量隨變形量進一步提高而增多,并聚合形成裂紋使材料斷裂。試驗鋼拉伸斷口剪切唇由大量細小且均勻的韌窩組成,屬典型韌性斷裂。
(2) 試驗鋼彈性變形階段短暫,無明顯的屈服平臺和物理屈服點;塑性變形階段存在長加工硬化過程,當應變?yōu)?.46及以上時產生大量形變孿晶,位錯在孿晶界處聚集導致應力集中,真應力-真應變曲線出現(xiàn)鋸齒形波動,此時變形機制為孿生。
(3) 試驗鋼加工硬化率隨真應變增加先急劇下降,加工硬化機制以位錯強化為主;隨著真應變進一步增加,加工硬化率增大,在應變?yōu)?.55時達到峰值,后趨于平緩,加工硬化機制主要為孿晶強化。
猜你喜歡
四川勞動保障(2021年9期)2022-01-18 05:11:08
中華詩詞(2020年1期)2020-09-21 09:24:52
文苑(2018年21期)2018-11-09 01:23:06
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國衛(wèi)生(2016年9期)2016-11-12 13:28:08
中國衛(wèi)生(2015年9期)2015-11-10 03:11:12
中國衛(wèi)生(2014年3期)2014-11-12 13:18:12