復(fù)雜曲面零件超精密多軸銑削加工工藝研究
2024-03-24 14:47:02王福巧
裝備制造技術(shù) 2024年1期
王福巧
(貴州航天職業(yè)技術(shù)學(xué)院,貴州 遵義 563000)
0 引言
復(fù)雜曲面加工質(zhì)量是影響相關(guān)設(shè)備使用壽命的關(guān)鍵,通過超精密多軸銑削加工,能夠聯(lián)合數(shù)控機(jī)床和多軸聯(lián)動技術(shù),確保零件的表面質(zhì)量與使用性能。針對銑削加工工藝的質(zhì)量問題,研究人員設(shè)計了多種加工工藝。其中,基于NSGA-Ⅱ的多軸銑削加工工藝,與基于切削穩(wěn)定性與表面質(zhì)量約束的多軸銑削加工工藝的應(yīng)用較為廣泛。
基于NSGA-Ⅱ的多軸銑削加工工藝[1],主要是對加工工藝參數(shù)進(jìn)行調(diào)整,設(shè)定銑削參數(shù)、步距、進(jìn)給速度等,并通過實驗分析切削參數(shù)組合形式與切削變化情況。基于切削穩(wěn)定性與表面質(zhì)量約束的多軸銑削加工工藝[2],將刀具懸伸量作為輸入條件,建立反向傳播神經(jīng)網(wǎng)絡(luò)模型,以此建立加工質(zhì)量約束,從而滿足銑削加工質(zhì)量需求。以上兩種工藝更傾向于數(shù)字技術(shù),相關(guān)變量可能存在不確定性,影響最終的加工效果。因此,設(shè)計了復(fù)雜曲面零件超精密多軸銑削加工工藝。
1 復(fù)雜曲面零件超精密多軸銑削加工工藝設(shè)計
1.1 選擇小楔角銑削加工刀具
在多軸銑削加工工藝中,刀具的硬度需要夠大,楔角需要夠小,才能滿足加工需求[3]。因此,選用0°前角作為刀具楔角,結(jié)合刀柄結(jié)構(gòu)縮小回轉(zhuǎn)半徑,實現(xiàn)銑削刀切削穩(wěn)定的目標(biāo)。選取硬質(zhì)合金四刃立銑刀,刀具直徑為8 mm,螺旋角度為45°。考慮到復(fù)雜曲面零件的幾何形狀與尺寸,將刀具的前角調(diào)整為0°,通過刀柄結(jié)構(gòu)保證,能夠在承受更大的力,提高磨刀的效率[4]。硬質(zhì)合金四刃立銑刀如圖1 所示。
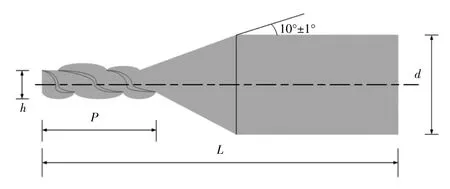
圖1 硬質(zhì)合金四刃立銑刀示意圖
圖1 中,L為硬質(zhì)合金四刃立銑刀全長;P為刃長;d為柄徑;h為刃徑。
在銑削加工的過程中,隨著刀具的不斷切入,零件表面原有的單元因失效而刪除,重新定義新的接觸面單元。刀具表面與加工零件表面的接觸存在一定屬性,硬接觸銑削屬性主要應(yīng)對法向作用;庫侖摩擦屬性主要應(yīng)對切向作用。采用摩擦系數(shù)表達(dá)加工表面的摩擦屬性,則:
式中,γn為銑削加工零件表面與刀具之間的摩擦應(yīng)力;μ為摩擦系數(shù);F為法向接觸壓力。硬質(zhì)合金四刃立銑刀的硬度較大,刀柄在加工過程中受力變形較小,γn越小,證明零件與銑刀的摩擦系數(shù)越小,能夠提升零件加工質(zhì)量。
1.2 規(guī)劃復(fù)雜曲面零件超精密多軸銑削走刀軌跡
在加工刀具選擇完成后,調(diào)整多軸輪廓銑的刀軸位姿與投影方向,在復(fù)雜曲面零件表面生成光滑軌跡,確保銑削加工質(zhì)量。銑削走刀軌跡的規(guī)劃流程為:利用機(jī)床坐標(biāo)系與安全平面,創(chuàng)建銑削走刀幾何體模型→在模型上創(chuàng)建刀具→創(chuàng)建驅(qū)動方式、刀軸與投影矢量、非切削移動參數(shù)等工序→生成銑削走刀軌跡。在走刀軌跡規(guī)劃的過程中,對銑削參數(shù)進(jìn)行優(yōu)化,使零件銑削加工效率達(dá)到最高的同時,優(yōu)化零件加工質(zhì)量。銑削表面粗糙度的優(yōu)化目標(biāo)為:
式中,Ka為銑削表面粗糙度的優(yōu)化目標(biāo)函數(shù);MKa為加工材料的表面粗糙度;n為主軸轉(zhuǎn)速;sa為銑削行距;νs為進(jìn)給速度;a1、a2、a3為待定系數(shù)。考慮到切削參數(shù)對側(cè)銑加工的影響,確定材料去除率。算式為:
Ea=n·fn·Z·sa(3)
式中,Ea為材料去除率;fn為每齒進(jìn)給量;Z為刀具齒數(shù)。按照最大Ea,最高加工質(zhì)量的原則,生成本次軌跡規(guī)劃的目標(biāo)函數(shù),算式為:
y= min[Ka(X),-Ea(X)](4)
式中,y為復(fù)雜曲面零件超精密多軸銑削走刀軌跡的最短規(guī)劃值;X為走刀位置。在y已知的情況下,控制刀軸遠(yuǎn)離直線,選取合理的刀軸控制方式,避免刀具工件受到干涉。
2 仿真實驗
為了驗證設(shè)計的加工工藝,搭建了一個仿真實驗平臺,進(jìn)行仿真分析。最終的實驗結(jié)果則以文獻(xiàn)[1]基于NSGA-Ⅱ的多軸銑削加工工藝、文獻(xiàn)[2]基于切削穩(wěn)定性與表面質(zhì)量約束的多軸銑削加工工藝,以及設(shè)計的復(fù)雜曲面零件超精密多軸銑削加工工藝進(jìn)行對比的形式呈現(xiàn)。
2.1 實驗過程
本次實驗在Matlab 2018b 平臺上進(jìn)行,將Mikron UCP710 多軸高速加工機(jī)床仿真出來,模擬出銑削加工設(shè)備的轉(zhuǎn)速、進(jìn)給速度、加速度。其中,最高轉(zhuǎn)速為18000 r/min,最大工作進(jìn)給速度為110 m/min,最大加速度0.8 g。在仿真平臺中輸入加工工藝參數(shù),并選擇出Stellram 刀具,刀片材料為SP6519,為三角形可轉(zhuǎn)位刀片,刀具直徑為42 mm。復(fù)雜曲面零件為TC4 鈦合金,退火態(tài),尺寸為110 mm × 60 mm × 40 mm。采用Kistler 9625B、Kistler5019A 等設(shè)備,配合仿真平臺的VERICUT 數(shù)據(jù)處理軟件,獲取零件銑削表面形貌,如圖2 所示。
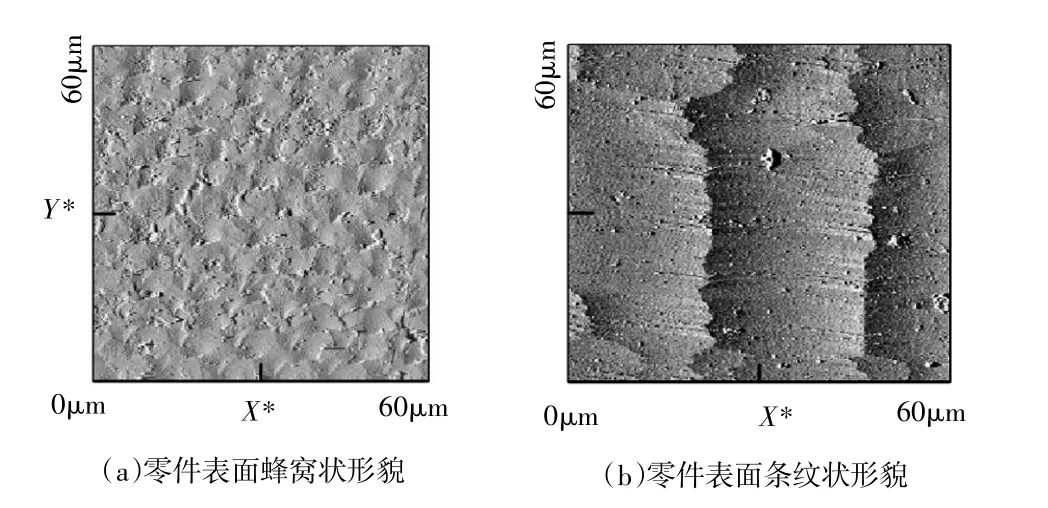
圖2 零件銑削表面形貌仿真圖
以正交表來研究銑削工藝的多因素多水平問題,每個正交表均存在四水平,4 個水平主要針對多個銑削加工工藝影響因素。通過影響因素與四個水平相結(jié)合,得到一個三維的四象限表格,指導(dǎo)本次實驗,確保實驗數(shù)據(jù)的準(zhǔn)確性。
2.2 實驗結(jié)果
在上述實驗條件下,將正交四水平設(shè)定為1、2、3、4,將主軸轉(zhuǎn)速、銑削行距、銑削深度、進(jìn)給速度、刀具傾角作為加工工藝的影響因素。引入列因素極差,反映列數(shù)據(jù)的變化范圍與波動幅度,從而確保實驗數(shù)據(jù)的真實性。本次實驗中,極差反映了列因素的水平變動,極差越小,數(shù)據(jù)波動越小,銑削加工質(zhì)量越佳。在其他條件均已知的情況下,將文獻(xiàn)[1]基于NSGA-Ⅱ的多軸銑削加工工藝的R 值、文獻(xiàn)[2]基于切削穩(wěn)定性與表面質(zhì)量約束的多軸銑削加工工藝的R 值,以及本設(shè)計的復(fù)雜曲面零件超精密多軸銑削加工工藝的R 值進(jìn)行對比。具體的實驗結(jié)果見表1。
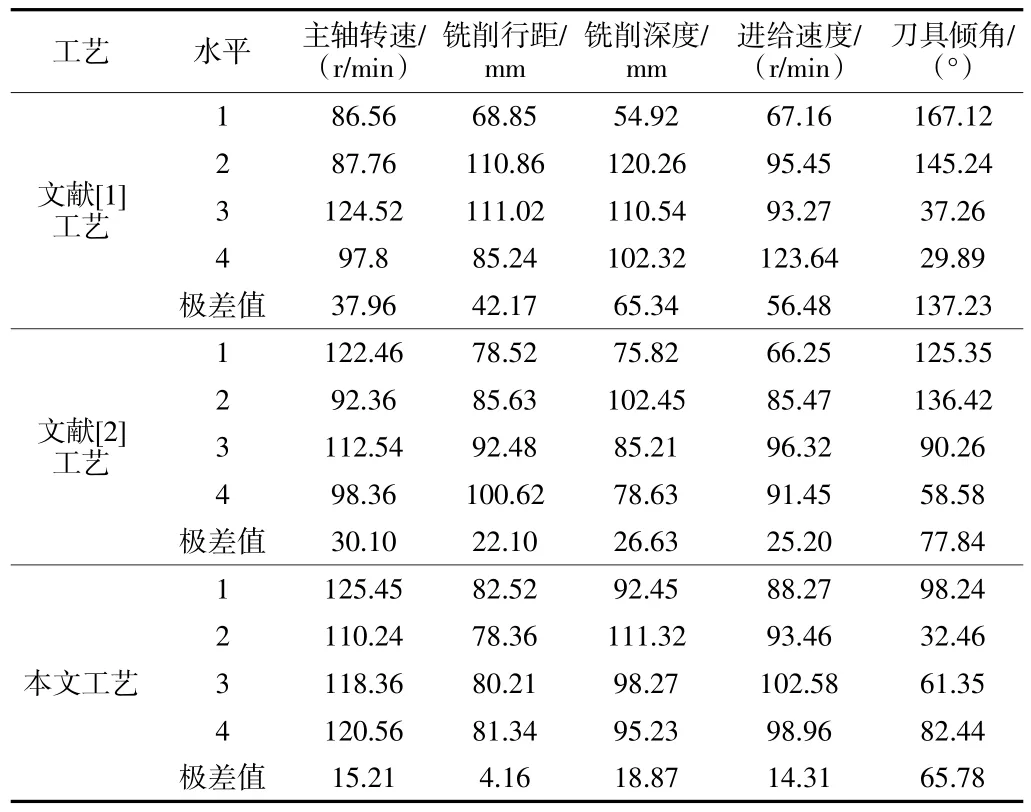
表1 實驗結(jié)果
在文獻(xiàn)[1]工藝的極差值相對較大,見表1。從表極差波動較為明顯,銑削加工質(zhì)量不佳。在文獻(xiàn)[2]工藝的極差值較之文獻(xiàn)[1]有所降低,銑削加工質(zhì)量得以提升。而本設(shè)計的復(fù)雜曲面零件超精密多軸銑削加工工藝中,主軸轉(zhuǎn)速在110 ~126 r/min 的范圍內(nèi)波動;銑削行距在78 ~83 mm 的范圍內(nèi)波動;銑削深度在92 ~112 mm 的范圍內(nèi)波動;進(jìn)給速度在88 ~103 r/min 的范圍內(nèi)波動;刀具傾角在32 ~99°的范圍內(nèi)波動,R 值相對較小,整體低于70。由此可見,本設(shè)計的加工工藝,極差最小,銑削加工質(zhì)量更佳,符合研究目的。
為了對比這里的方法,在多軸銑削加工工藝參數(shù)優(yōu)化中的優(yōu)越性能,引入文獻(xiàn)[1]工藝和文獻(xiàn)[2]工藝作對比,分別在銑削表面粗糙度下,測試了復(fù)雜曲面零件超精密多軸銑削加工的效率,測試結(jié)果如圖3所示。
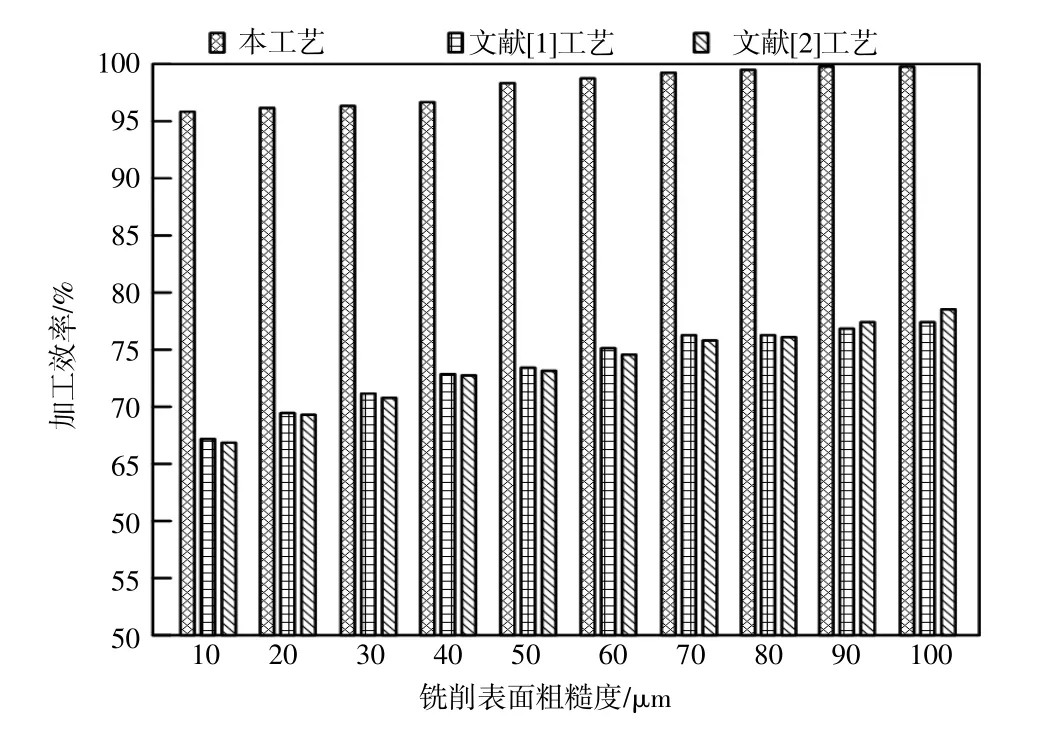
圖3 三種方法在銑削表面粗糙度下的加工效率對比結(jié)果
由圖3 可知,在不同的銑削表面粗糙度下,采用文獻(xiàn)[1]工藝和文獻(xiàn)[2]工藝時,復(fù)雜曲面零件超精密多軸銑削加工效率低于80%,采用本研究的工藝時,復(fù)雜曲面零件超精密多軸銑削加工效率在95%以上,能夠按時完成零件超精密多軸銑削加工任務(wù)。
3 結(jié)語
為了確保各個領(lǐng)域的零件使用效果,人們對零件的銑削加工工藝提出了更高的要求。因此,設(shè)計了復(fù)雜曲面零件超精密多軸銑削加工工藝。從刀具選擇、銑削軌跡規(guī)劃、刀具半徑補(bǔ)償?shù)确矫妫瑴p少了工藝難度,延長零件的使用壽命。根據(jù)多軸銑削加工需求,全方位地調(diào)整復(fù)雜曲面銑削加工軌跡,不僅提高了銑削加工的質(zhì)量,還提高了銑削加工的效率,為零件的應(yīng)用提供質(zhì)量保障。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
汽車觀察(2016年3期)2016-02-28 13:16:26