城鎮污水處理廠污泥處理處置工程設計
2024-03-25 07:57:50余維金常芳瑜黃文海程瑞豐寧亞軍于可可
能源與環境 2024年1期
余維金 常芳瑜 黃文海 程瑞豐 寧亞軍 于可可
(中建三局綠色產業投資有限公司 湖北武漢 430058)
近年來,隨著我國城鎮污水處理設施普及率、污水處理率的提高和處理程度的不斷深化,城鎮污水處理廠的污泥產生量也急劇增加[1]。據《中國城鄉建設統計年鑒》(2021 年版)公開數據顯示,截至2021 年年末,全國城市污水處理廠日處理能力約2.1 億m3,按每1 萬t 污水產生5~10 t 污泥(含水率80%)測算[2],全國城鎮污水處理廠濕污泥產生量約10.5~21.0 萬t/d。《“十四五”城鎮污水處理及資源化利用發展規劃》中明確,到2025年城市污泥無害化處置率應達到90%以上,到2035 年全面實現污泥無害化處置[3]。據初步調查統計,全國只有10%左右城鎮污水處理廠的污泥通過好氧堆肥等技術處理處置后進行土地利用,大約20%以上采用熱干化+焚燒、厭氧發酵等技術實現污泥減量化、穩定化和無害化處理,其余大部分經機械脫水后外運至填埋場填埋處置[4]。因此,我國城鎮污水處理廠的污泥處理處置問題還十分嚴峻,研究污泥處理處置對策迫在眉睫[5]。
1 污泥的性質分析
以某市城鎮污水處理廠和各類食品企業廢水處理站污泥為例,設計規模300 t/d,其中城鎮污水處理廠脫水污泥(市政污泥)100 t/d,食品有機固廢200 t/d,即各類食品企業廢水處理站脫水污泥160 t/d,食品企業生產邊角料40 t/d。其成分及理化性質如表1 所示。
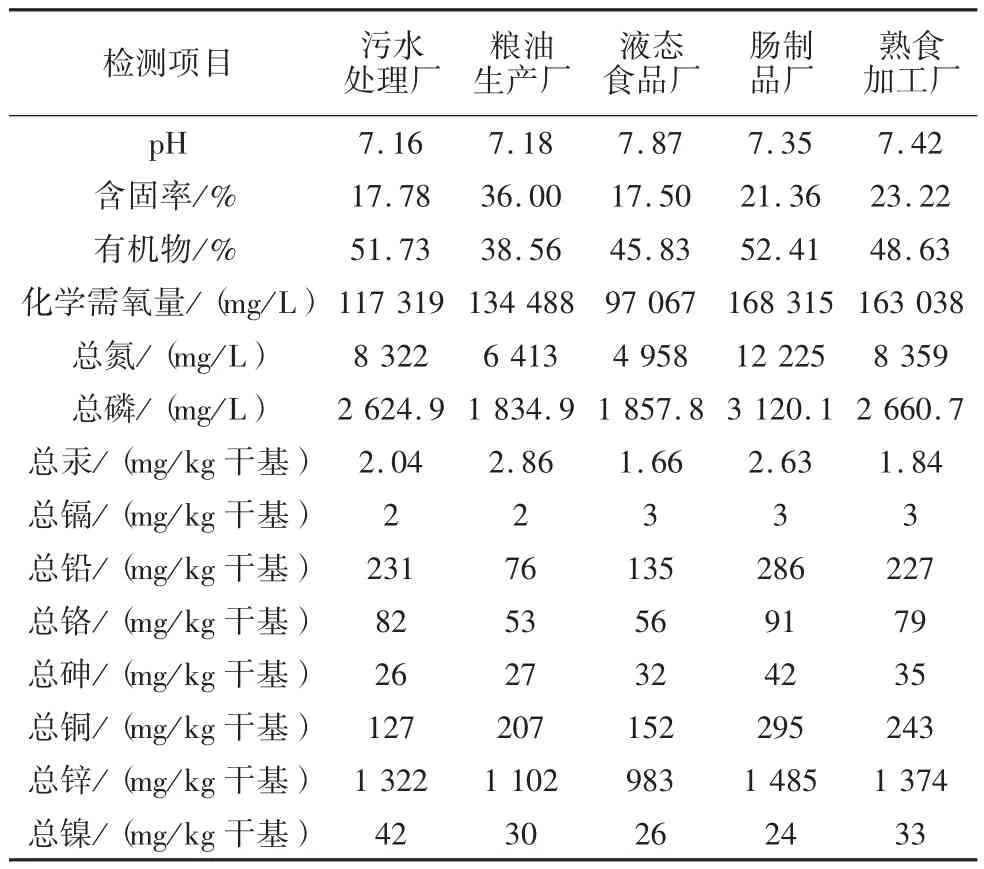
表1 某市各類企業污泥理化性質
綜合分析以上各企業污泥含水率、營養指標以及重金屬含量等指標,可以看出污泥主要有以下3 個特征:
(1)脫水污泥的含水率在80%左右,含固率約12%~17%。
(2)污泥的有機物VSS/TS(揮發性懸浮固體濃度/總固體濃度)值基本在35%~50%,可生物降解有機物含量較高,適合采用厭氧發酵工藝將其轉化成生物質能源沼氣,進行資源化利用。同時污泥中含泥砂較多,因此,在進行厭氧發酵反應前,將采取有效的除砂預處理措施,提高處理效率。
(3)污泥中蘊含的養分及重金屬含量指標基本滿足土地利用的國家相關標準[6-7]。
2 污泥處理工藝的比選
2.1 預處理工藝的選擇
目前用于城鎮污水處理廠的污泥預處理技術主要有熱水解[8-9]、超聲波[10-11]、電滲透[12-13]、冷凍[14-15]等。但目前有工業化方面應用且比較成功的只有熱水解技術。熱水解即對生物質進行加溫使其中的一部分細胞物質水解、從大分子轉化為小分子物質,從而便于后續進行厭氧發酵。熱水解前后微生物的變化見圖1。

圖1 熱水解前后微生物的變化
熱水解主要作用如下:
(1)可提高厭氧發酵過程中產甲烷的速率,縮短厭氧發酵周期,增強物料的流動性,提高厭氧發酵罐的容積利用率。
(2)對微生物的細胞壁進行破壁、改性,可大大提高污泥脫水性能,經板框壓濾機擠壓脫水處理后,其含水率可降低至50%~60%。
(3)細菌、病毒等在高溫(150~180 ℃)、高壓(約1 MPa)環境下,基本均被滅活,因此經厭氧發酵反應后的污泥細菌指標可滿足美國EPA503 標準中關于A 級污泥的要求[16]。
熱水解技術是一項先進、成熟、高效、穩定的污泥預處理技術,國內典型應用案例有北京市高安屯污泥處理中心工程(1 836 t/d)和北京市高碑店污水處理廠污泥高級消化工程(1 358 t/d)。各企業脫水污泥含固率約12%~17%,適合熱水解預處理,在處理過程中可加水進行稀釋,稀釋至含固率為12%左右后進行熱水解。因此,選擇熱水解技術作為污泥預處理手段。
2.2 主體工藝的選擇
2022 年9 月,國家發展改革委、住房城鄉建設部、生態環境部聯合印發了《污泥無害化處理和資源化利用實施方案》,提出鼓勵推廣應用厭氧發酵、干化焚燒作為污泥無害化處理和資源化利用的重點方式[17]。由于城鎮污水處理廠脫水污泥含水率高、熱值較低,導致干化焚燒耗能較高,加上處理規模(300 t/d)較小,占地面積有限,綜合考慮,選擇“熱水解預處理+厭氧發酵”作為主體工藝。
2.3 厭氧發酵工藝的選擇
按照不同的條件,厭氧發酵處理技術可分為以下3 類。
(1)按照進料含固率可分為:濕式、干式,如表2 所示。
(2)按照厭氧反應控制溫度可分為:中溫、高溫,如表3 所示。
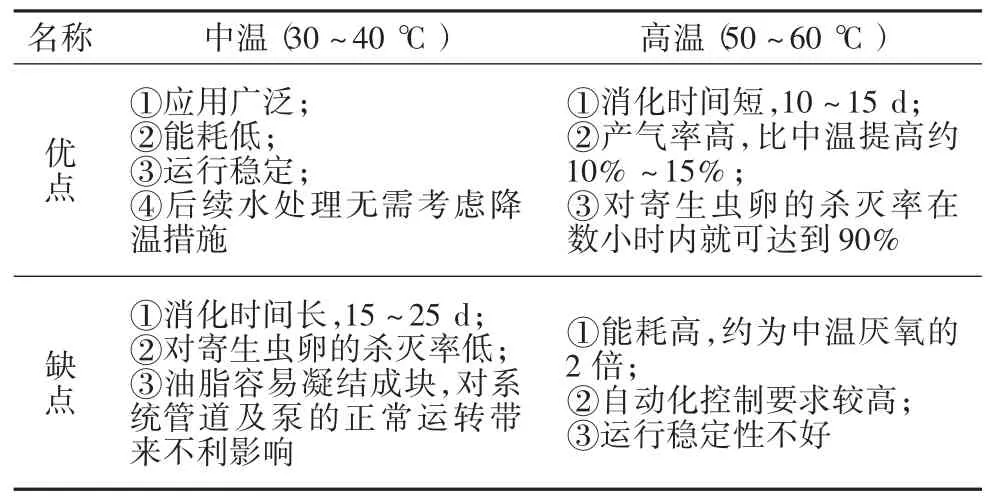
表3 中溫厭氧發酵與高溫厭氧發酵對比
(3)按照反應級數可分為:單相、兩相,如表4 所示。
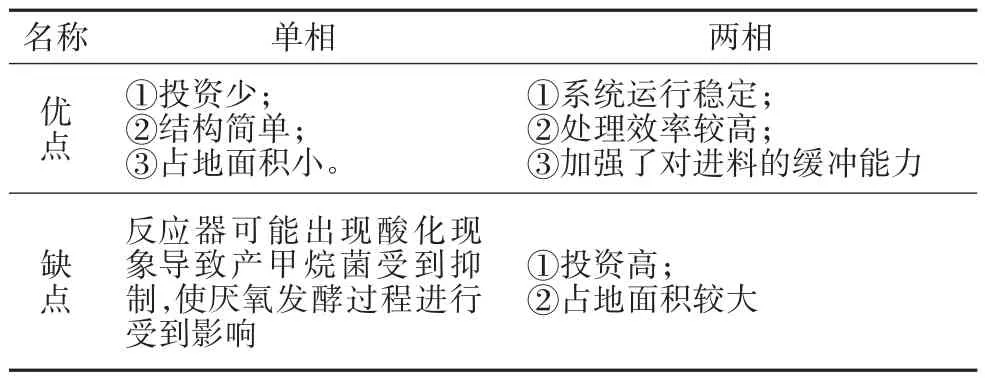
表4 單相厭氧發酵與兩相厭氧發酵對比
綜合考慮占地面積、技術成熟度、投資運營成本等因素,單項中溫濕式厭氧發酵技術在國內外均已使用多年,成功案例較多,技術上較成熟。因此,單項中溫濕式厭氧發酵技術。
3 主要工藝單元設計與物料平衡
3.1 熱水解單元
含固率12%左右的污泥進入預熱罐(也稱漿化罐),與從高溫熱水解后閃蒸罐卸壓回收的蒸汽混和,將污泥預加熱至96 ℃,預熱后的物料經泵輸送至高溫高壓熱水解反應釜進行熱水解反應,經過高溫150~170 ℃高壓蒸汽對污泥蒸煮,熱水解反應時間為30 min,使得物料顆粒溶解,胞外聚合物水解,降低黏度,完全殺滅所有病原菌。
熱水解后的物料被急速送到閃蒸罐,由于壓力的釋放,在壓力差的作用下,使污泥細胞得到破裂;經熱水解和閃蒸罐釋放壓力后,污泥溫度為100~105 ℃,需經熱交換器進行冷卻,換熱后污泥溫度降至40~50 ℃,以滿足后續厭氧發酵的要求,整個熱水解過程一般需要3~4 h,熱水解后污泥的含固率在10%~12%。
3.2 厭氧發酵單元
熱水解后物料,經換熱冷卻至40~50 ℃后,再進入2 座單池容積為6 000 m3的柱形消化罐中,中溫厭氧發酵溫度維持在(35±2)℃,停留時間18~20 d。有機物容積負荷為2.0~4.0 kg/(m3·d),厭氧發酵后的物料含固率為7%~10%,有機質降解率約為55%~65%,產氣率為0.75~1.10 Nm3/kgVSS(去除),產生的沼氣進入沼氣提純系統進行進一步處理,厭氧發酵后固液混合物進入機械脫水系統進行處理。
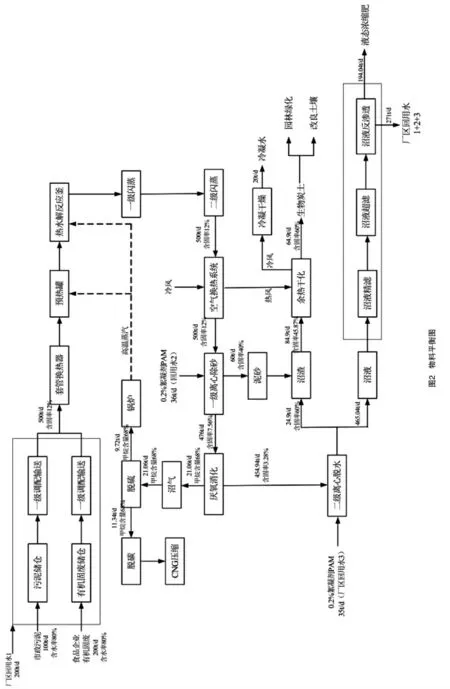
3.3 物料平衡計算
設計規模300 t/d,通過圖2 的物料平衡計算,得出如表5 相關參數。
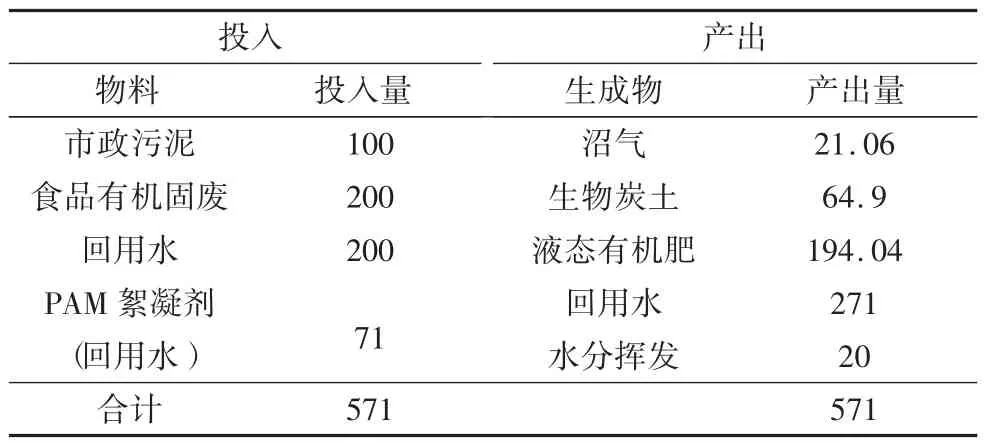
表5 物料平衡一覽表 單位:t/d
4 產品資源化利用設計
經厭氧發酵反應器處理后會產生大量沼氣,沼氣的處理及利用方式主要有以下3 種:
(1)直接燃燒用于炊事、照明、洗浴、供暖等;
(2)內燃機發電自用或上網;
(3)經凈化提純后用作車用燃料或管道煤氣等。
由于沼氣產量較大,適合處理的方式有2 種:①沼氣發電;②沼氣純化壓縮。
其中沼氣發電可以將生物質能轉化為電能,并入電網或供本項目內部用電使用,由于并網困難[18],一部分發電一般供應自身使用。
而沼氣純化壓縮,制成壓縮天然氣,然后供給汽車加氣站或并入城市天然氣管網是相對較為經濟,易于操作管理的一種方式。目前國內比較成功的污泥厭氧發酵處理工程的案例中[19-20],湖北襄陽和大連夏家河均采用此種模式。
因此,采用沼氣純化壓縮的沼氣利用方式,將多余的沼氣制成壓縮天然氣供給汽車加氣站。
5 結語
隨著綠色低碳技術的不斷發展,污泥的減量化、資源化、能源化利用或將成為行業發展趨勢。污泥厭氧發酵技術作為一項污泥處理處置的領先綠色低碳技術,兼具減量化、資源化等特點而越來越得到大家的關注和廣泛認可,但該技術只適用于有機質含量高、含水率高的城鎮污水廠污泥的處理處置。它是一項減量化程度低、資源化程度高的技術,更適合建設在城鎮污水處理廠內處理機械脫水前的污泥,這樣既可以節約污泥外運成本,也不用額外加水稀釋調漿,厭氧發酵過程產生的沼液還能直接回流到原污水處理系統。未來新建或改建城鎮污水處理廠時,建議將污泥厭氧發酵處理處置設施一并納入。