600 MW 超臨界火電機組P91 材質再熱蒸汽管道局部硬度低原因分析及缺陷處理
2024-03-25 07:57:52陳自力
能源與環境 2024年1期
關鍵詞:檢測
陳自力
(福建福能股份有限公司 福建福州 350003)
0 引言
SA-335P91 鋼是1 種綜合性能優異的新型馬氏體鋼材。SA-335P91 鋼由于其優良的導熱性、高溫耐久強度、抗氧化性、焊接性記憶沖擊韌性、熱膨脹系數[1-6],現被廣泛應用于世界各國的超(超)臨界火電機組中,已成為目前電站高溫蒸汽管道系統中的主流材料。SA-335P91鋼在高溫高壓工況下運行較長時間后,金相組織、顯微結構可能發生變化。除此之外,SA-335P91 鋼在焊接后熱處理中,如溫度控制不當、超溫過久可致部分馬氏體轉化的奧氏體組織在后續降溫中轉變為鐵素體,也就形成了回火馬氏體、回火索氏體和塊狀鐵素體,大大降低了材料的硬度,造成管件的硬度不均勻,局部硬度偏低[7],由此形成的缺陷可能在機組的運行過程中產生安全生產事件。
SA-335P91 鋼中內部具有較多的合金元素,使其在服役過程中沿著馬氏體板條晶界和邊界處析出大量的M23C6[8],這種顯微組織的改變往往帶來材料力學性能的變化。而材料力學性能的變化往往會體現在材料硬度上,所以通過硬度檢測可達到間接評價SA-335P91 鋼材質管道力學性能、安全性能的目的。
1 概況
某電站600 MW 機組燃煤發電機組自2011 年投入商業運行至今,#2 鍋爐是由哈爾濱鍋爐廠有限責任公司引進三井巴布科克能源公司技術生產的超臨界參數變壓運行直流鍋爐,單爐膛、一次再熱、平衡通風、露天布置、固態排渣、全鋼構架、全懸吊結構π 型鍋爐,型號為HG-1962/25.4-YM3。
2020 年初,該電站2C 修根據《火力發電廠金屬技術監督規程》(DL/T 438—2016)開展金屬監督檢驗,對2 號機組6.9 m 層再熱蒸汽管段H56 對接接頭及鄰近母材進行里氏硬度檢測、金相檢測,發現#2 機組再熱蒸汽母管H56 對接接頭及鄰近母材局部硬度偏低,且金相檢驗顯示為回火馬氏體,老化3.5 級,屬中度老化至完全老化。該電站再熱蒸汽母管的材質為SA-335P91,規格為?706×28(DI648×26),設計壓力為5.33 MPa,設計溫度為574 ℃。
2 檢驗結果
發現2 號機組再熱蒸汽管段H56 對接接頭及鄰近母材局部硬度偏離標準值,其余受檢部位硬度值均符合DL/T 438—2016 標準技術要求,詳見表1。
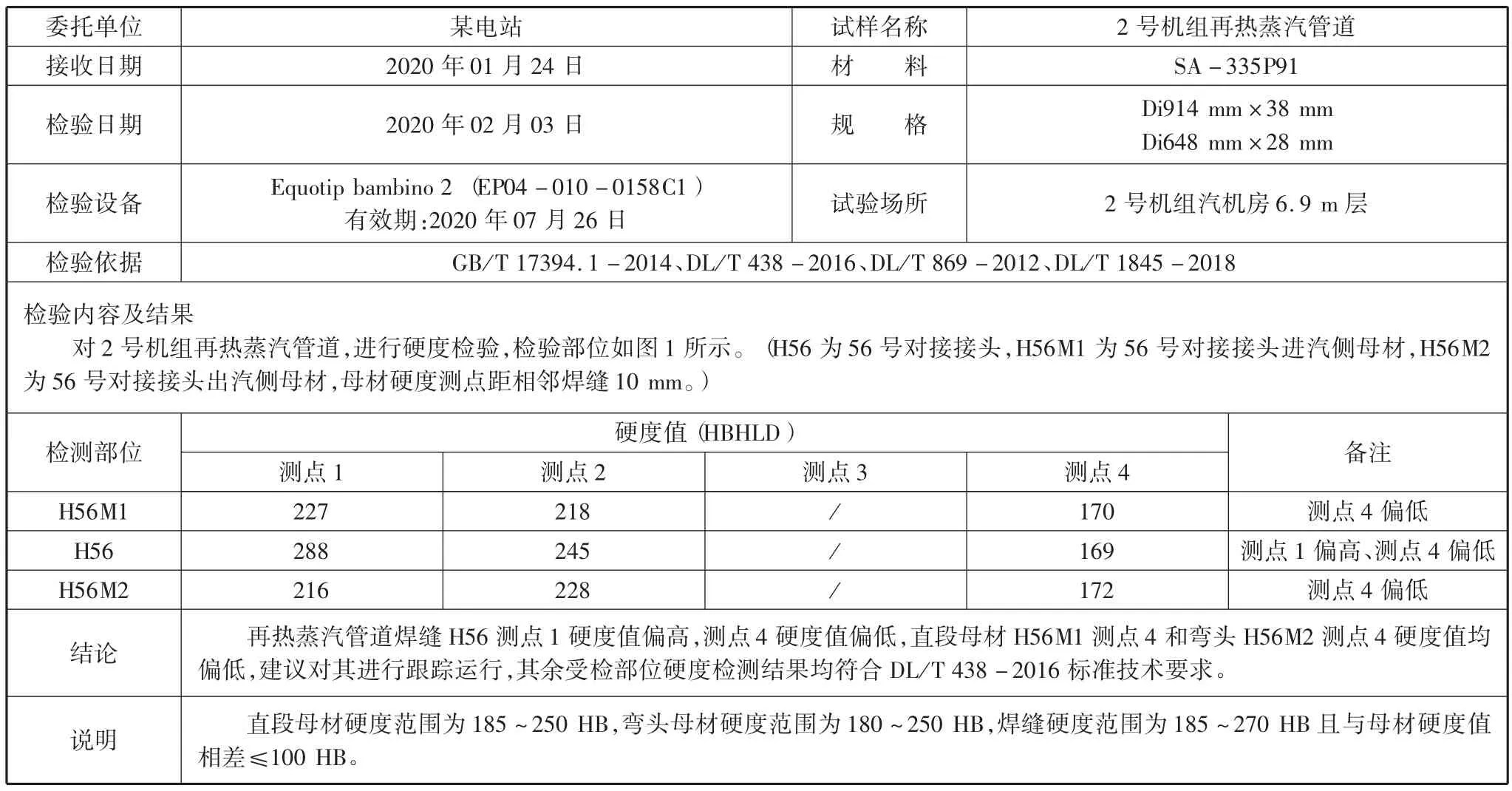
表1 試樣里氏硬度測試報告
因H56 對接接頭及進汽側母材硬度偏低,為進一步確定其顯微組織是否發生發生變化,對其進行金相檢驗。經檢驗發現:H56 對接接頭及進汽側母材硬度低處金相組織均為回火馬氏體,老化3.5 級,屬中度老化至完全老化,不符合DL/T 438-2016 要求,詳見表2。
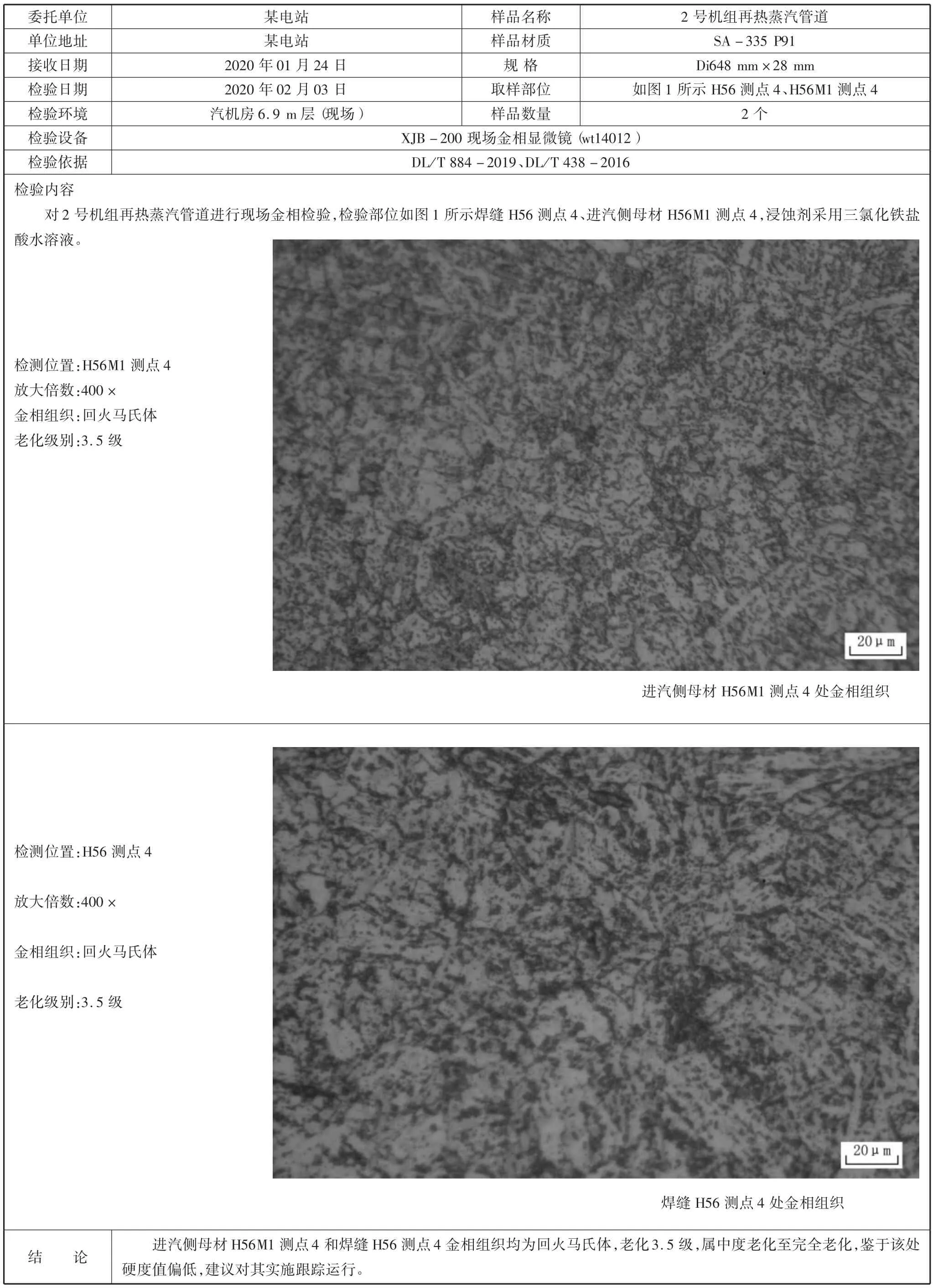
表2 金相試驗報告
鑒于現場使用便攜式硬度計對受檢位置進行硬度檢測,該檢測方式的結果可能因檢測人員操作方式、儀器狀態等情況而顯示出不同結果。因此,嚴謹起見,該電站常駐第三方無損檢測機構對H56 進行了硬度復測。經檢測發現:H56 對接接頭及兩側熱影響區硬度值偏低,不符合材料牌號標準硬度值范圍,詳見表3。
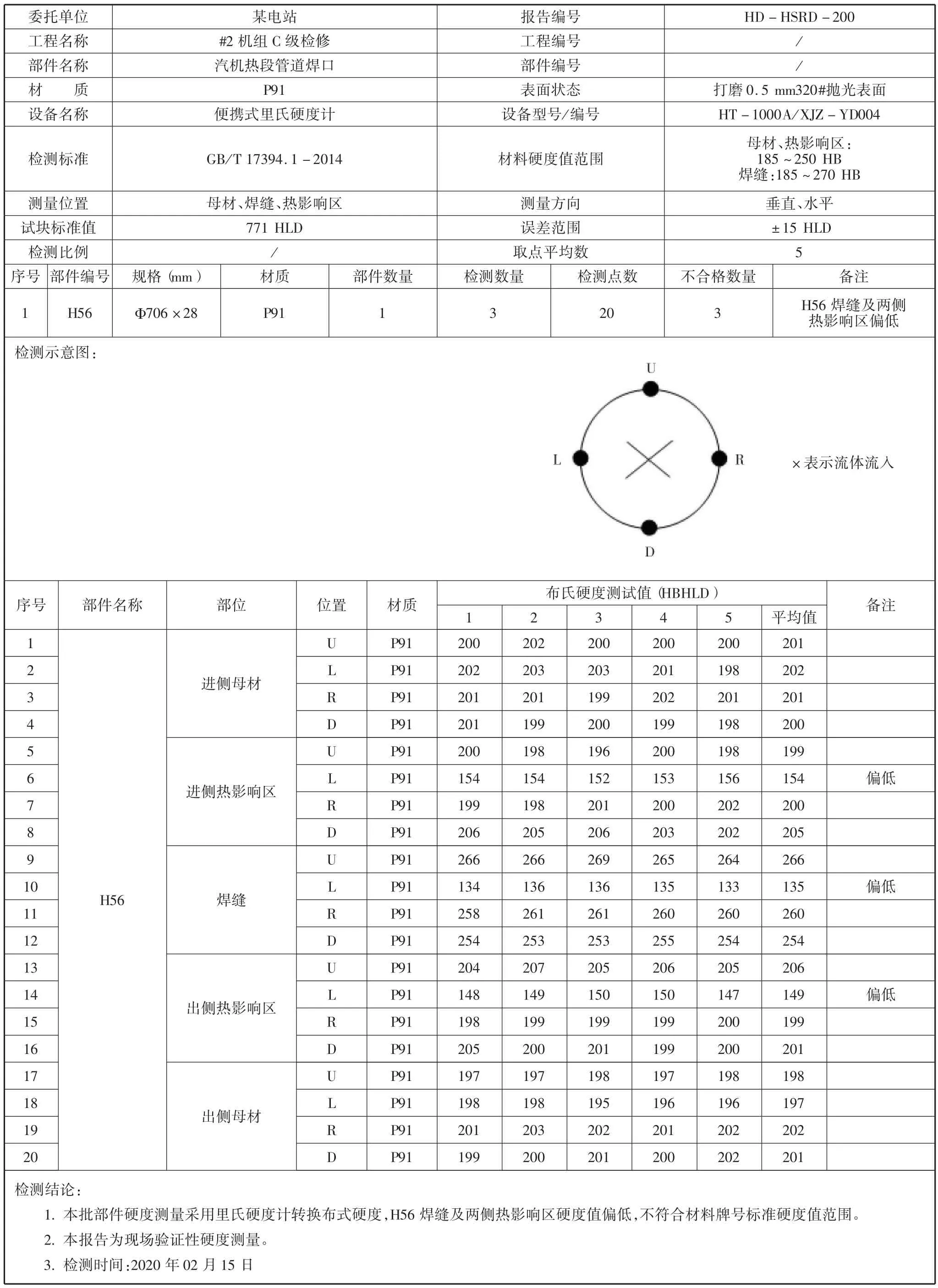
表3 第三方無損檢測機構里氏硬度測試報告
綜上,該電站#2 機組再熱蒸汽母管H56 焊口局部硬度偏低,且金相檢驗顯示為回火馬氏體,老化3.5 級,屬中度老化至完全老化。由于低硬度P91 鋼管件組織穩定性較差,持久強度下降幅度較大,不利于機組長周期安全穩定運行。因此,《超(超)臨界機組金屬材料及結構部件技術導則》(DL/T 1161—2012)[9]規定:對于硬度低于160HBW 的P91(F91)鋼直管段、管件,應擇機進行更換。為保證機組長周期安全穩定運行,該電站決定對該缺陷進行徹底消除。
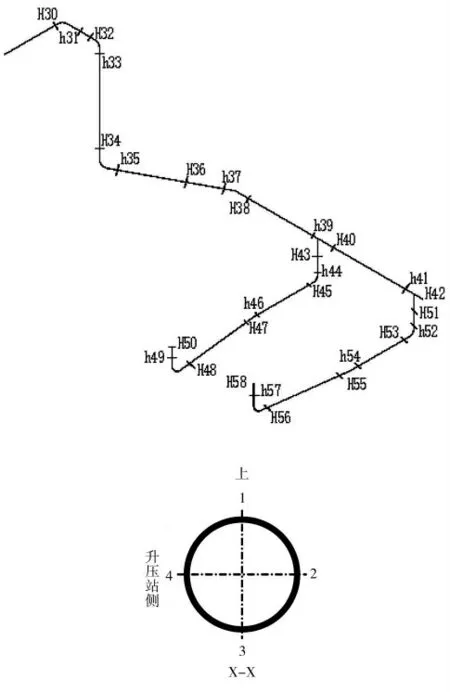
圖1 再熱蒸汽管道(6.9 m 層)硬度、金相測點示意圖
3 原因分析
P91 鋼是通過正火+回火熱處理條件下獲得板條馬氏體組織,在馬氏體板條內分布著高密度的位錯,同時在原奧氏體晶界和馬氏體板條界面處分布了M23C6第二相,馬氏體板條內沉淀析出細小的MX 相。通過固溶強化、馬氏體強化、彌散析出強化、細晶界面強化等多種強化機制共同作用,使得P91 鋼獲得良好的高溫性能[10]。
一般情況下,P91 材質的熱處理工藝為+1 040~1 070 ℃,正火+750~780 ℃回火,后冷卻至室溫,得到的組織在顯微狀態下是馬氏體結構組織。
由表2 可以看出,H56 進汽側局部母材回火馬氏體沒有明顯晶界,屬非典型的回火索氏體組織,馬氏體位向完全消失,塊狀混合體且碳化物分散,索氏體密度不足。H56 對接接頭局部有一定的回火馬氏體位向,但是其內部索氏體密度分布不足,是老化傾向嚴重的組織狀態表現。
根據表1、表3 可知,該再熱蒸汽母管H56 對接接頭及鄰近母材局部硬度低且分布不均勻,同時在局部硬度低的區域發現了老化趨勢,經分析,判斷是基建安裝熱處理時溫度控制不佳,導致局部溫度過高導致的。
依據圖2,分析再熱蒸汽母管H56 對接接頭及鄰近母材局部硬度低處在熱處理時溫度超過相變點Ac,并且在Ac1點以上停留時間過長,馬氏體組織部分分解為奧氏體組織,并在后續溫降中轉變為鐵素體,所形成的常溫狀態下的回火索氏體、回火馬氏體,導致再熱蒸汽母管母材局部硬度低、硬度不均勻。
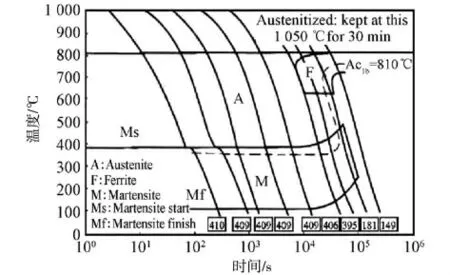
圖2 T/P91 鋼連續冷卻轉變(CCT)
4 缺陷處理
4.1 缺陷處理方案
《超(超)臨界機組金屬材料及結構部件技術導則》(DL/T 1161—2012)[9]規定:對于硬度低于160HBW的P91(F91)鋼直管段、管件,應擇機進行更換。為保證機組長周期安全穩定運行,該電站決定對該缺陷進行徹底消除,更換h54-h57 再熱蒸汽母管管段。
該電站利用2020 年10 月初#2 機組調停期間,對h54、H55、H56、h57 鄰近母材進行硬度復測及方案制定。根據硬度檢測結果,確定對再熱蒸汽母管h54-h57 之間的管段進行更換。
4.2 缺陷處理工程量
由于原h54-H55 之間是1 個8°非標彎頭(彎管),h54 與H55 兩道對接接頭外弧距離僅有350 mm、內弧距離僅有200 mm,不符合《火力發電廠焊接技術規程》(DL/T 869—2012)[11]4.1.1.2 規定:同管道公稱直徑>500 mm時,同管道2 個對接焊口間距離≥500 mm。因此,該電站決定利用新管材進行彎制,詳見圖3,直管規格參數:L=4 630 mm(一端為8°彎管:R=1944,A=50),既可使得歷史遺留問題得到解決,同時減少再熱蒸汽母管該類高溫高壓管道對接接頭數量,減少現場施工工作量,進一步加強機組及再熱蒸汽管道運行安全性。
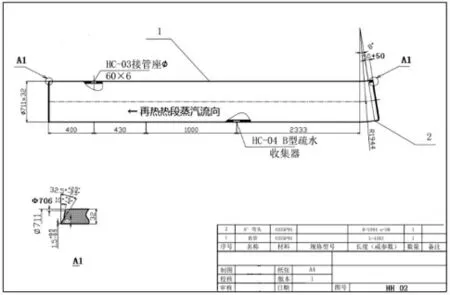
圖3 h54-H56 直管段現場測繪圖
原H55-H56 直管段上有2 處接管座,詳見圖4,分別是低旁預暖管道接管座(材質:SA-335P91,規格:?89×60×6)、#2 機組#1 中聯門前疏水管道接管座(材質:SA-335 P91,規格:?208×168×76×30)。由于接管座現場焊接、熱處理條件有限,較易產生缺陷,因此該電站考慮在廠家處進行焊接、熱處理及無損檢測工作。
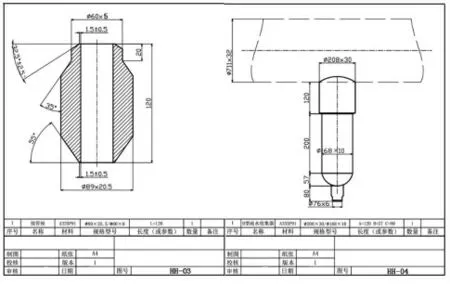
圖4 原H55-H56 直管段兩處接管座測繪圖
原H56-h57 是1 個非標90°彎頭,彎曲半徑較大且壁厚較厚,詳見圖5,彎頭規格參數:?706×28(DI648×26),90°彎頭,R=1143,A=100。因此,該電站考慮在廠家處進行彎制、熱處理及無損檢測工作。
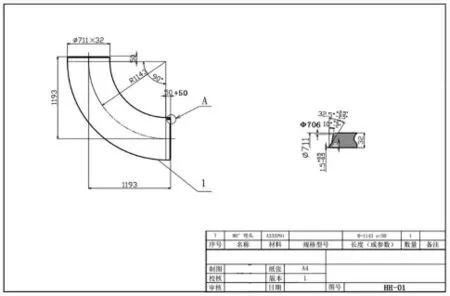
圖5 原H56-h57 非標90°彎頭測繪圖
綜上,為消除該電站H56 對接接頭及鄰近母材局部硬度低的缺陷,需采購SA-335P91 鋼材質備件:
(1)鍛制直管規格參數:L=4 630 mm(一端為8°彎管:R=1 944,A=50),該管段一體鍛制,無任何對焊接頭。
(2)接管座1 規格參數:?89×60×6,接管座1 后需附焊材質為A335 P91 的?60×5 管道L=500 mm。
(3)接管座2 規格參數:?208×168×76×30,接管座2后需附焊材質為A335 P91 的?76×6 管道L=500 mm。
(4)鍛制彎頭規格參數:90°彎頭,R=1 143,A=100,該彎頭一體鍛制彎制,無任何對焊接頭。
出廠前,廠家需施工及標準如下:
(1)對鍛制直管一段進行彎制,要求彎制出8°彎管:R=1944,A=50。
(2)接管座1、接管座2 在圖4 所示焊接位置,按《火力發電廠焊接技術規程》(DL/T 836—2012)執行焊接工作。
(3)所有接頭焊接工作的焊接工藝按《焊接工藝評定規程》(DL/T 868—2014)執行。
(4)按《火力發電廠焊接熱處理技術規程》(DL/T 819—2019)執行熱處理工作,且進行熱處理后,為保證電站現場運行及安全裕量,要求出廠合金鋼管(件)母材硬度滿足220~240 HB,焊縫及角焊縫硬度滿足220~240 HB。
消缺過程中,電站現場工程量:①原h54-h57 間管段切除。②按相關規范驗收新管段、管件,并吊裝到位。③H54、H56、H57 現場施焊、熱處理、無損檢測。④2 處接管座與對應支管現場施焊、熱處理、無損檢測。⑤對支吊架進行相應調整。⑥報送特種設備監督檢驗機構重大修理監檢,并取得監檢報告。
4.3 缺陷處理實施與管控
考慮到再熱蒸汽母管材質、位置及尺寸的特殊性,缺陷消除過程需進行全過程質量把控:
(1)現場材質排查確認:利用2021 年#2 機組擴大性C 修期間,根據#2 機再熱熱段H56 對接接頭及鄰近母材的現場位置、材質及規格設計資料,對涉及#2 機再熱熱段H56 對接接頭及鄰近母材的材質、管道材質、結構進行全部排查,對材質及規格的吻合性進行確認。
(2)焊接材料準備:選擇德國蒂森公司生產的P91鋼專用焊材:AWS ER90S-B9 焊絲和AWS E9015-B9 焊條,規格分別為Φ2.4 和Φ3.2,焊材符合德國AWS 5.28、AWS 5.5 標準。焊條在使用前應按其說明書要求進行烘焙。氬弧焊用的電極為鈰鎢極,所用氬氣純度≥99.99%。
(3)實施前檢驗:對到貨管道、管件及準備與到貨材料對接的管道母材進行光譜、硬度、厚度、金相、表面等無損檢測,確認滿足要求。根據無損檢測結果,制定焊接工藝卡與熱處理工藝卡。
(4)人員準備:選擇P91 鋼熟練焊工作為施焊人員,并按照DL/T 679—2012 規定參加焊工技術考核合格。
(5)舊管切除:采用機械環切機環切方式對再熱蒸汽母管h54-h57 之間的管段進行切割,同時打好坡口。環切前將管系固定,待焊接結束且支吊架調整結束后再拆除固定材料。
(6)坡口檢測:根據DL/T 869—2014 要求制備坡口,確認表面無缺陷后進行方可進行后續焊接工作。
(7)再熱蒸汽母管對接接頭施焊前準備。①對口前檢查:坡口附近母材15~20 mm 范圍內的外壁表面質量狀況、坡口處的母材狀況、坡口尺寸,以上項目達到DL/T 869—2014 要求后方可進入對口階段。②充氬氣室制作:使用水溶紙對在管道內部進行封堵,使待焊接頭兩側管道形成密閉氣室。③對口:將新舊管段、管件同軸放置,使新管段、管件內壁與舊管段、管件內壁平齊,錯邊量符合DL/T 869—2012 要求。④充氬:充氬前,應用耐高溫金屬膠帶將坡口密閉,使用氣針充氬一段時間后,驗證氬氣保護充分后方可施焊。
(8)預熱及后熱:焊前預熱溫度150~200 ℃,層間焊接溫度控制在200~250 ℃。當由氬弧焊轉為焊條電弧焊時,中間必須進行再次升溫至200~250 ℃。焊接完成后立即進行后熱,后熱溫度300~350 ℃、后熱時間2 h,焊前預熱及焊后后熱曲線如圖6 所示。
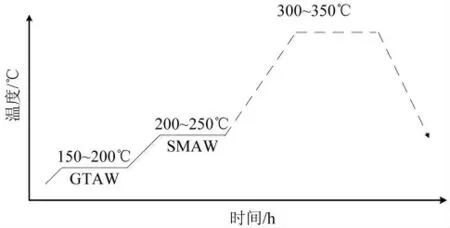
圖6 焊前預熱曲線
(9)再熱蒸汽母管對接接頭焊接實施:①嚴格執行一道口一焊接工藝卡一熱處理工藝卡,現場確認人員、材料、參數一一對應,確保細節、工藝落到實處,杜絕因把關不嚴導致焊接質量不佳等問題出現。②氬弧焊打底:氬弧焊打底采用ER90S-B9,按照制定的P91 焊接工藝施焊,層間溫度控制在200~250 ℃之間。打底應保證根部焊透,且焊縫金屬凸出尺寸應符合標準要求。③填充及蓋面:填充及蓋面采用E9015-B9 焊條,焊接工藝按照制定的P91 鋼焊接工藝卡中的規定執行,采用多層多道薄層焊,嚴格控制熱輸入量、焊道寬度及厚度。注意焊道的分布及收弧位置的排列,防止局部超溫。
(10)焊接完成、自檢合格后,按照DL/T 819—2010標準執行,焊后熱處理工藝曲線如圖7 所示。熱處理工藝要求包括:①對接接頭處的焊后熱處理恒溫溫度為750~770 ℃,恒溫時間和升降溫速度根據實際管道的尺寸確定。焊后溫度冷卻至80~100 ℃時,應立即進行1~2 h的恒溫處理,確保馬氏體轉變完成。②當焊接接頭不能及時進行熱處理,應于焊后立即做300~350 ℃、恒溫2 h的后熱處理。③焊后熱處理采用2~4 支熱電偶控溫,熱電偶應牢固固定于待處理對接接頭處。④加熱寬度和保溫寬度應保證對接接頭升至預定溫度。⑤熱處理過程中應密切關注兩側母材溫度,防止再熱蒸汽母管母材產生過燒現象。⑥熱處理過程中,應做好管系的相關固定工作,防止管系應力導致對接接頭處應力過大。
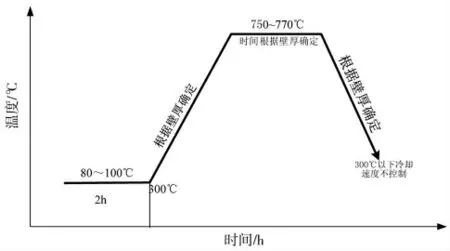
圖7 焊后熱處理工藝曲線
(11)焊接質量檢驗:再熱蒸汽母管對接接頭焊接完成24 h 后進行100%磁粉檢測、100%超聲波探傷、100%硬度檢測和金相組織抽檢。如檢驗發現缺陷,應對焊口進行挖補修復處理,同一位置返修次數不得超過1 次。
(12)經第三方無損檢測單位檢測,該電站再熱蒸汽母管H56 對接接頭及鄰近母材局部硬度低缺陷得到了消除,部分無損檢測報告見圖8~9。
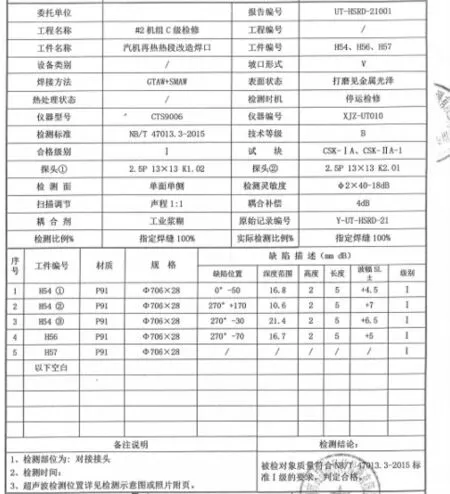
圖8 H54、H56、H57 修后超聲波檢測報告
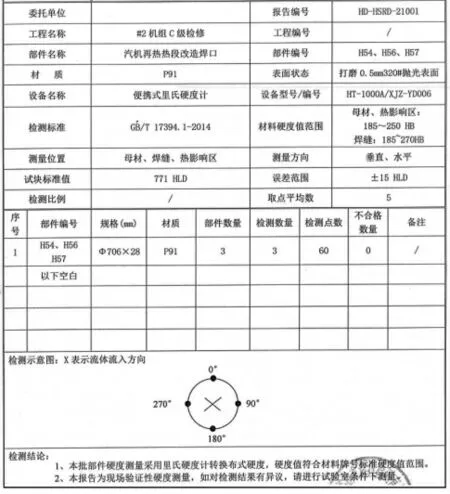
圖9 H54、H56、H57 修后硬度檢測報告
5 結論
(1)經分析,再熱蒸汽管道H56 對接接頭及鄰近母材局部硬度及金相組織異常的原因是安裝時的現場熱處理把控不嚴,部分區域過長時間超溫、受熱不均勻,導致部分區域金相組織異常、硬度偏低。
(2)鑒于再熱蒸汽管道H56 對接接頭及鄰近母材局部硬度遠遠低于標準要求、金相組織異常,為保障機組的長周期安全穩定運行,對存在缺陷的再熱蒸汽管道管段進行更換處理。
(3)采用合格的材料、焊接工藝、熱處理工藝可以完成對新換再熱蒸汽管道的焊接,焊接后無損檢測結果合格。
致謝:感謝公司及部門領導的關懷與指導讓我擁有這個工作經驗和機會完成此論文分析,感謝班組成員分擔我手頭的工作,讓我有時間完成本論文編寫。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48