翼子板類制件提速及生產穩定性研究
2024-03-26 03:33:52徐悅趙殊程明山一汽大眾汽車有限公司
鍛造與沖壓 2024年6期
文/徐悅,趙殊,程明山·一汽-大眾汽車有限公司
翼子板一直是整車中的難點制件,由于型面復雜、尖角波動等原因,往往導致生產提速困難。其中,T88 車型翼子板提速后間斷出現棱子,問題查找及分析困難;而416-2 翼子板的問題是尖角外翹及生產中尖角狀態不穩定,經常產生大量停臺。本文針對這兩種車型的具體問題進行闡述,查找問題的解決方法以保證生產穩定,另供同類問題的解決進行參考。
T88 翼子板提速問題——生產中制件間斷出現棱子
問題描述
T88 翼子板現有生產節拍為14 次/分,提速后表面有間斷棱子缺陷(圖1),出現頻次約為0.3%,期間對筋槽R 角燒焊控制走料卻無明顯效果。
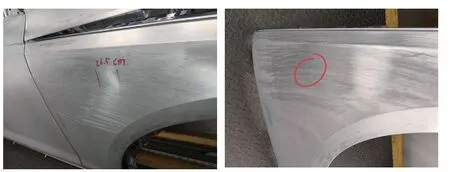
圖1 間斷棱子缺陷
識別缺陷,查找產生工序
制件缺陷為表面出現棱子,位置不固定,但產生區域相對固定。從實際問題出發,這種間斷出現的缺陷一般產生原因有兩個方面。
⑴機械手放件不精準(圖2):由于缺陷位置不固定,可以首先排除機械手放件不精準的原因,剩下考慮的就是拉延成形時所導致。
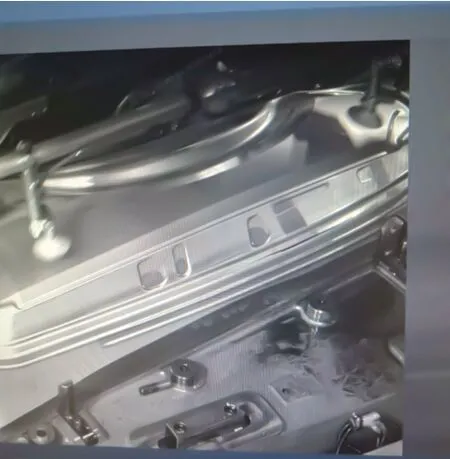
圖2 機械手放件不精準
⑵拉延成形不充分,與后序模具型面不符。檢查制件拉延工序,對比提速前后的拉延收料線(偏差為±2mm 之內),發現制件缺陷附近有波浪產生(立面波浪的識別較難,二序修邊時會切掉),初步分析判斷為拉延制件在生產中的波動導致波浪上升至制件表面(圖3),從而造成棱子缺陷。
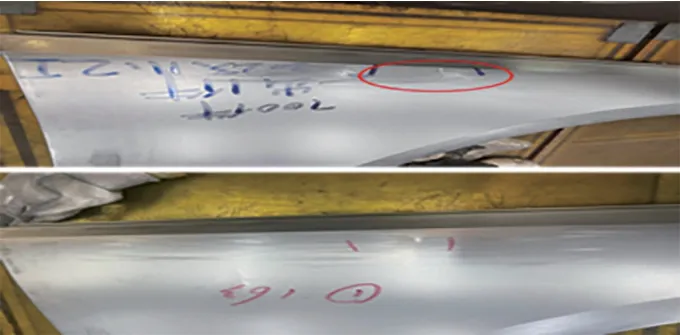
圖3 表面波浪
試驗方法
通過綜合以下分析及試驗方法,判定為生產節拍提速會導致拉延成形時間變短,拉延下氣墊壓力建立不充分導致間斷缺陷的產生:
⑴通過控制拉延走料,并不會影響拉延件波浪缺陷;
⑵調整拉延下氣墊頂起高度,制件波浪會產生變化;
⑶取消拉延序下氣墊預加速選項;
⑷拉延序下氣墊頂起高度由150mm 改為160mm,加大下氣墊行程;
⑸優化壓力機成形曲線,設置為上模剛接觸到下氣墊時,成形速度變慢。
對應措施

通過優化托料架高度,消除制件出現間斷棱子的問題,托料架對于保證板料的“平度”有著重要作用。對于右件制件出現間斷棱子,初步分析原因為板料出現下塌弧度,與托料架高度有直接關系。生產節拍越快,機械手投放高度越高,板料下落力量越大,問題就越嚴重。通過測量板料放入后的托料高度(圖4),調整支撐橡膠高度,在板料卷寬側增加托料架,使托料部分水平來提升零件穩定性。
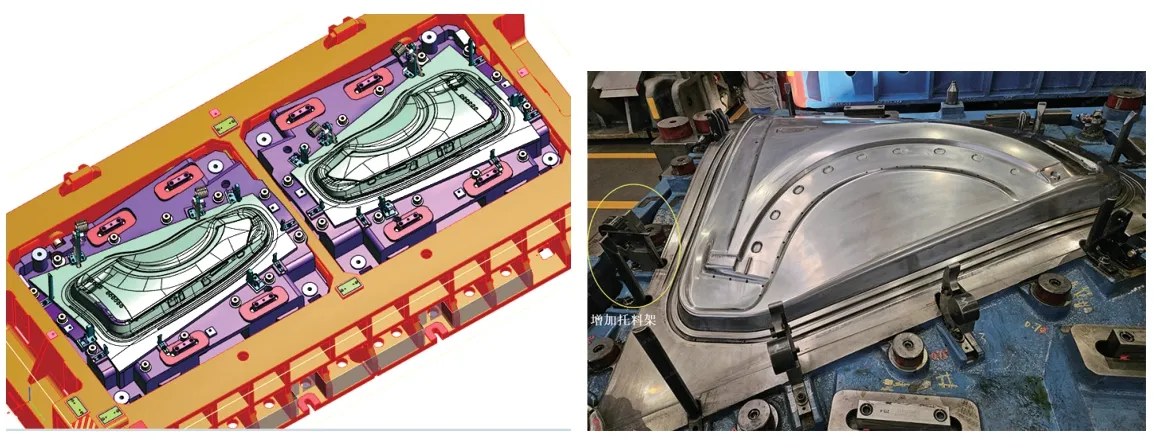
圖4 調整托料高度
制件提速建議選擇項
⑴整線提速過程中對拉延工序應重點關注。模具成形時間變短,對于下氣墊壓力建立和下氣墊行程要求更高。
⑵托料架高度直接影響板料的放入狀態,為避免板料下落速度變化時的板料放料狀態變化,可考慮增加托料架來維持板料水平或與模具服貼。
⑶模具設計初期要充分考慮到后期生產的提速需求,留足提升空間。
416-2 翼子板尖角外翹及生產不穩定因素
問題描述
416-2 翼子板的尖角位置在生產中極不穩定,存在尖角翻邊不到位(圖5)的情況,從而造成生產提速困難。

圖5 翻邊不到位
原因分析
⑴工藝缺陷,產生在S2 序(修邊),定位不封閉(圖6):①修邊為整個輪廓,可加裝定位較少,無法封閉,而型面定位保證不了尖角修邊線的穩定;②拉延未設計半月翻孔,S2 序也就沒有精準定位,壞處是隨著拉延收料線的變化,無法做到精準定位。
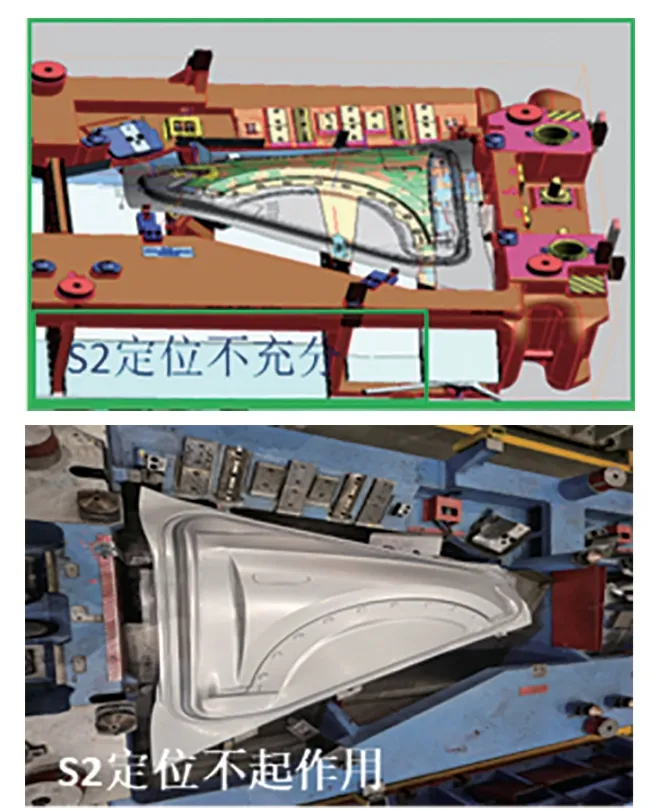
圖6 定位不封閉
⑵工藝缺陷,由于尖角位置翻邊形狀尖而窄,S2修邊工序定位不準會導致修邊線微小變化,這些都會造成S3 序翻邊變化。
⑶工藝缺陷,S3 翻邊序定位形式不足,燈口處靠定位塊進行精定位(圖7),多個面接觸制件造成定位多處卡件。

圖7 定位塊定位
⑷制件缺陷,S3 序翻邊導向間隙大,反側不著色。模具制作時下模斜器翻邊,底面導板磨損0.3 ~0.5mm,翻邊反側導向間隙0.4 ~0.5mm,導致翻邊間隙不穩定(圖8)。

圖8 翻邊間隙不好
⑸S6 序的尖角整形不起作用。此序尖角整形應起校正尖角歪的作用,但在模具調試過程中整形鑲塊不著色(圖9),己失去校正作用(原因分析是尖角整形會產生向上的力導致尖角上翹,制件表面有坑缺陷)。

圖9 尖角不著色
改進措施
⑴觀察拉延件竄動量,在S2 序竄動方向廢料刀區域做隨型服貼(圖10),減小拉延件在修邊序竄動量。

圖10 廢料刀做服貼
⑵S3 序干涉定位研修空開,調整定位間隙并在上模加裝頂料銷,保證翻邊前零件在正確位置,避免尖角定位不穩定。
⑶恢復S3 序磨損導向,翻邊凹模燒焊研修調整翻邊間隙至均勻(圖11)。

圖11 研修翻邊間隙
⑷調整S6 序整形間隙(圖12),加減墊片試驗并測量。

圖12 調整整形間隙
制件提速建議項
⑴設計前期考慮翼子板定位要求,避免以尖角位置發生旋轉。
⑵可考慮翼子板燈口處定位形式,利用沖孔精定位(圖13)要好于塊狀定位,避免了手工修理的偏差。
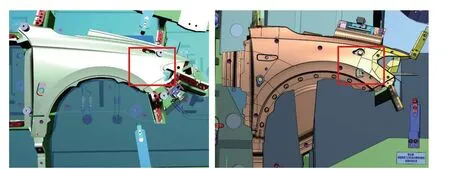
圖13 沖孔精定位
⑶定期檢查模具導向,考慮生產速度與導向檢查頻率的正比關系。
⑷尖角翻邊避免多次翻整,造成尖角扭曲。
結束語
隨著每分鐘壓力機行程次數不斷提升,模具生產節拍也在加快。高速下的模具問題較多,雖然每次都做針對性修理,但還是缺少一些整體性優化思路及數據標準。模具提速要對模具和設備進行全面分析,控制板料或零件的狀態波動,結合模具動作和拉延時序,對走料過程進行優化提升穩定性。希望結合以上兩個制件提速中的問題和解決措施能給其他沖壓生產基地提供經驗參考。