新型多工位工程機(jī)械輪胎硫化后充氣定型機(jī)的設(shè)計(jì)
2024-03-29 06:47:06卜凡雷孟海獅張?jiān)茽N鄭清文
橡膠科技 2024年3期
關(guān)鍵詞:工程機(jī)械
卜凡雷,孟海獅,韓 翠,鄭 穎,張?jiān)茽N,鄭清文
(1.徐州地森機(jī)械有限公司,江蘇 徐州 221011;2.徐州徐輪橡膠股份有限公司,江蘇 徐州 221011;3.南京工業(yè)大學(xué),江蘇 南京 211800)
近年來,汽車工業(yè)已經(jīng)成為我國(guó)的支柱產(chǎn)業(yè),而汽車工業(yè)中新技術(shù)和新材料的不斷應(yīng)用,對(duì)輪胎的穩(wěn)定性、安全性等也提出了越來越高的要求。
目前,由于工程機(jī)械輪胎體積大,沒有專用的定型設(shè)備,工程機(jī)械輪胎硫化完成后靠自然冷卻定型,整體輪胎的變形較大,嚴(yán)重影響工程機(jī)械輪胎質(zhì)量,因此我公司設(shè)計(jì)了新型多工位工程機(jī)械輪胎硫化后充氣定型機(jī)[1-4],簡(jiǎn)要介紹如下。
1 設(shè)備概述
根據(jù)輪胎生產(chǎn)廠家的要求,分別設(shè)計(jì)和生產(chǎn)五工位和四工位工程機(jī)械輪胎硫化后充氣定型機(jī),根據(jù)所生產(chǎn)輪胎規(guī)格可分為17.5-25,23.5-25,11-32等不同型號(hào)。
2 機(jī)械設(shè)計(jì)
在綜合考慮裝胎、硫化、定型、卸胎以及后充氣冷卻等因素的基礎(chǔ)上研發(fā)的新型工程機(jī)械輪胎硫化后充氣定型機(jī)主要由機(jī)架、動(dòng)/定卡盤、十字頭卡盤鎖緊機(jī)構(gòu)、上托機(jī)構(gòu)和推動(dòng)氣缸等組成。機(jī)架采用18#槽鋼、120 mm×60 mm×5 mm矩形管焊接,既保證剛性,又使其結(jié)構(gòu)緊湊,外觀美觀。動(dòng)/定卡盤及卡盤鎖緊機(jī)構(gòu)均采用鑄鋼及鍛件,保證足夠的強(qiáng)度和加工性能。其他部件采用的鋼材強(qiáng)度不低于A3鋼板。
工程機(jī)械輪胎硫化后充氣定型機(jī)采用并列立式布置,結(jié)構(gòu)如圖1所示。
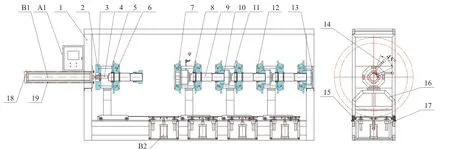
圖1 工程機(jī)械輪胎硫化后充氣定型機(jī)的結(jié)構(gòu)
設(shè)備采用雙氣源供氣,一路為充氣氣源;另一路為工作氣源(信號(hào)風(fēng)源)。根據(jù)設(shè)備標(biāo)識(shí),充氣氣源根據(jù)輪胎的充氣壓力接相應(yīng)壓力氣源。工作氣源接0.4~0.8 MPa壓力氣源。
每個(gè)工位可以單獨(dú)控制,不同壓力的進(jìn)氣管道上均有壓力表、調(diào)壓閥和安全閥,實(shí)現(xiàn)人工裝胎、卸胎、鎖緊充氣、松鎖放氣的全過程動(dòng)作,工作氣源壓力為0.4~0.8 MPa,充氣壓力最大值為1.0 MPa(可調(diào))。人工放胎到位后自動(dòng)實(shí)現(xiàn)后充氣過程,也可手動(dòng)操作。每個(gè)工位的輪胎都有充氣壓力超標(biāo)報(bào)警裝置。
動(dòng)卡盤使用單氣缸控制,每次只能對(duì)一個(gè)動(dòng)卡盤作用(其余工位操作桿放在鎖緊位置),動(dòng)卡盤移動(dòng)到位后,操作者將輪胎推到動(dòng)卡盤與定卡盤之間,通過上托氣缸作用使其放置在定卡盤上,動(dòng)卡盤受側(cè)部氣缸控制移動(dòng)到位后,操作者旋轉(zhuǎn)鎖桿45°,使十字頭鎖緊到位,然后打開進(jìn)氣閥充氣冷卻。取胎時(shí)先排空輪胎內(nèi)壓力(壓力表必須為零),才能打開鎖緊桿,底部氣缸推動(dòng)動(dòng)卡盤脫離輪胎胎圈,把輪胎放下來,再由操作者推出輪胎。
操作過程中,鎖桿鎖緊裝置不到位時(shí)不得向輪胎內(nèi)充氣;取胎時(shí)必須先排空輪胎內(nèi)壓力,然后才能打開鎖緊桿,以免發(fā)生危險(xiǎn)。另外,應(yīng)定期檢查閥門,防止閥門控制失靈,且操作者嚴(yán)禁進(jìn)入動(dòng)卡盤和定卡盤之間,以免產(chǎn)生危險(xiǎn)。
每個(gè)工位均配有氣動(dòng)升降裝置、安全鎖緊裝置,當(dāng)鎖緊裝置到位時(shí),鎖緊把手處于偏下的位置,防止被誤碰開啟。鎖緊后進(jìn)氣、計(jì)時(shí)有燈光、壓力表顯示。定型完成后排氣到零壓力時(shí),鎖緊把手才能打開。
由于工程機(jī)械輪胎的體積較大,充氣時(shí)間較長(zhǎng),故而管路的壓降明顯,但其多工位同時(shí)工作且互不干擾,因此為了解決充氣管路的壓降問題,在每一工位的充氣管路上增加了充氣單向閥,使用效果非常理想。
多工位工程機(jī)械輪胎硫化后充氣定型機(jī)適應(yīng)規(guī)格較多,而不同規(guī)格輪胎的充氣壓力不同,因此在每臺(tái)定型機(jī)的充氣管路上根據(jù)輪胎規(guī)格選裝不同的限壓閥。每個(gè)工位都安裝了壓力表,操作工可以清楚地看到每個(gè)工位的充氣壓力。
3 電氣設(shè)計(jì)
3.1 電器選型
根據(jù)輪胎生產(chǎn)廠家的技術(shù)要求以及設(shè)備的性能特點(diǎn),硫化后充氣定型機(jī)設(shè)有可編程邏輯控制器(PLC)和觸摸屏,用于顯示、存儲(chǔ)充氣壓力和充氣時(shí)間數(shù)據(jù),方便追溯歷史記錄。為了滿足輪胎廠家生產(chǎn)管理的需要,增加了以太網(wǎng)通訊模塊,以方便組網(wǎng)和上位機(jī)通訊。
(1)PLC選用日本三菱公司的Q系列產(chǎn)品,電源選用Q61P,CPU選用Q00U,主基板選用Q35B,輸入模塊選用QX41(配I/O插頭A6CON1),輸出模塊選用QY10,以太網(wǎng)模塊選用QJ71E71-100。
(2)開關(guān)電源型號(hào)選用施耐德公司的ABL2REM24045H。
(3)接近開關(guān)型號(hào)選用歐姆龍公司的E2EX7D1-N-Z.2M。
(4)人機(jī)交互的觸摸屏選用威綸通科技有限公司產(chǎn)品。
其他元器件選用德力西等國(guó)產(chǎn)品牌產(chǎn)品。
3.2 電氣控制電路設(shè)計(jì)
(1)設(shè)計(jì)電源電路如圖2所示。

圖2 電源電路
(2)設(shè)計(jì)PLC輸入控制電路如圖3所示。

圖3 PLC輸入控制電路
(3)設(shè)計(jì)PLC輸出控制電路如圖4所示。
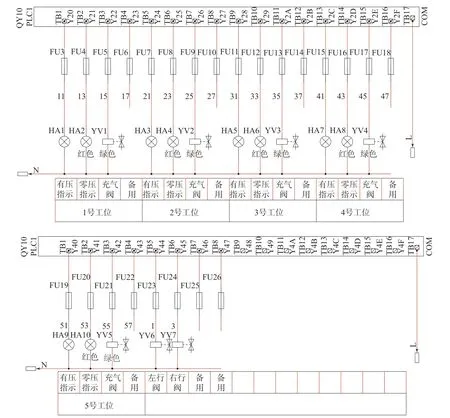
圖4 PLC輸入控制電路
(4)根據(jù)輪胎定型工藝要求編寫定型機(jī)的PLC程序。
(5)遠(yuǎn)程監(jiān)控。PLC通過QJ71E71-100以太網(wǎng)模塊連接路由器,實(shí)現(xiàn)多臺(tái)設(shè)備組網(wǎng),通過上位機(jī)及組態(tài)軟件實(shí)現(xiàn)監(jiān)控。監(jiān)控內(nèi)容包括每臺(tái)定型機(jī)每個(gè)工位的生產(chǎn)狀況(定型時(shí)間、定型輪胎條數(shù)),同時(shí)可以設(shè)定每個(gè)工位的定型時(shí)間。
4 結(jié)語
我公司設(shè)計(jì)生產(chǎn)的新型工程機(jī)械輪胎硫化后充氣定型機(jī)可以完成裝胎、定型、后充氣冷卻、卸胎等一系列工序,提高了工程機(jī)械輪胎生產(chǎn)的機(jī)械化和自動(dòng)化水平,降低了勞動(dòng)強(qiáng)度,且大幅提高了輪胎質(zhì)量。
工程機(jī)械輪胎硫化后充氣定型機(jī)已獲得了廣泛的應(yīng)用,銷售量近50臺(tái),為公司創(chuàng)造了近千萬元的銷售收入。
猜你喜歡
商品與質(zhì)量(2021年43期)2022-01-18 05:27:58
銅業(yè)工程(2021年2期)2021-06-27 10:36:24
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:10
銅業(yè)工程(2021年1期)2021-04-23 01:45:08
石油商技(2021年1期)2021-03-29 02:35:54
表面工程與再制造(2019年1期)2019-12-04 15:10:07
山東冶金(2019年2期)2019-05-11 09:12:02
山東冶金(2019年2期)2019-05-11 09:12:00
汽車觀察(2018年9期)2018-10-23 05:46:44
專用汽車(2015年1期)2015-03-01 04:04:39