某新型發(fā)動機氣缸磨損分析及優(yōu)化設計
2024-04-05 05:45:32溫拾平王靜楠鄭朝升羅劍坤
小型內(nèi)燃機與車輛技術 2024年1期
溫拾平 陳 婷 王靜楠 鄭朝升 羅劍坤
(1-同濟大學 上海 201804 2-江鈴汽車股份有限公司 3-江西經(jīng)濟管理干部學院)
引言
缸體作為發(fā)動機的關鍵零部件之一,在發(fā)動機工作時,承受拉壓、彎曲等多種形式的機械負荷,同時又因為氣缸壁面與高溫燃氣直接接觸而承受很高的熱負荷,因活塞的高速運動而承受摩擦力[1]。因此,在缸體設計中,首先應該選用合適的材料,設計合適的壁厚,以確保缸體具備足夠的強度和剛度,以抵御機械負荷。其次,缸體應具有良好的冷卻效果,在氣缸周圍設計合理的冷卻水套,使氣缸周圍的溫度保持在合理的范圍內(nèi),以抵御高溫燃燒氣體所產(chǎn)生的熱負荷。最后,需考慮機械負荷、熱負荷耦合作用對氣缸產(chǎn)生微變形影響,實現(xiàn)氣缸與活塞、活塞環(huán)的良好匹配,保證氣缸在使用過程中不出現(xiàn)異常磨損。
通過對某新型高強化發(fā)動機氣缸異常磨損問題進行分析,鎖定磨損的根本原因,并提出相應的改善措施。利用CAE 仿真技術對比計算改善前后氣缸的微變形;通過提高材料耐磨性,實現(xiàn)氣缸磨損問題的根本性解決。
1 故障確認
某新型高強化發(fā)動機在進行模擬用戶滿負荷耐久臺架試驗過程中,運行至560~565 h 時,檢測系統(tǒng)發(fā)現(xiàn)發(fā)動機曲軸箱壓力快速上升,最大功率時,滿負荷曲軸箱壓力由正常的負壓升高至1.5 kPa,竄氣量達到132.5 L/min,較大幅度超出設計要求值。如圖1所示。

圖1 故障發(fā)動機曲軸箱壓力-時間曲線
在臺架上進一步確定發(fā)動機竄氣量與發(fā)動機負荷之間的關系,發(fā)現(xiàn),在中低負荷下,竄氣量均在設計要求值內(nèi);當負荷高于50%時,竄氣量出現(xiàn)異常增加的情況,直至滿負荷大幅度超限。
針對曲軸箱壓力升高、竄氣量超限問題,在發(fā)動機臺架上對硬件潛在的原因進行排查。
1)經(jīng)過檢查及更換新真空泵,排除真空泵潛在失效導致發(fā)動機竄氣量及曲軸箱壓力異常。
2)針對故障發(fā)動機,拆檢噴油器、噴油器銅墊片。噴油器及噴油器銅墊片狀態(tài)正常,無異常竄氣、無碳煙泄露等異常現(xiàn)象,判斷噴油器及噴油器墊片密封良好。
3)使用內(nèi)窺鏡檢查氣缸,內(nèi)窺鏡顯示發(fā)動機無拉缸,但氣缸內(nèi)存在局部“拋光”現(xiàn)象。
基于內(nèi)窺鏡檢查結果,對故障發(fā)動機做進一步拆解分析,以確定問題的根本原因并尋找最終解決方案。拆機發(fā)現(xiàn),各缸主推力側均存在嚴重程度不一的局部“拋光”現(xiàn)象,如圖2 所示。
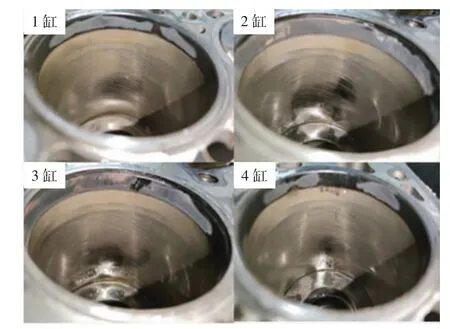
圖2 故障發(fā)動機氣缸
使用圓度儀復測故障發(fā)動機氣缸圓度,如圖3所示。檢測結果表明,故障發(fā)動機氣缸圓度良好。
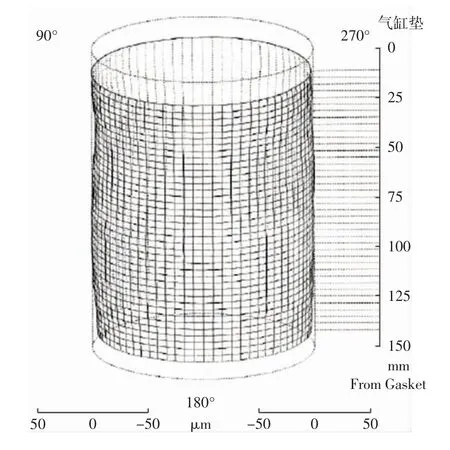
圖3 故障發(fā)動機氣缸圓度檢測
2 故障再現(xiàn)
為確定曲軸箱壓力、竄氣量異常與氣缸“拋光”之間的關系,將故障發(fā)動機缸體更換至一臺正常發(fā)動機上,復測竄氣量及曲軸箱壓力。測試結果見表1。
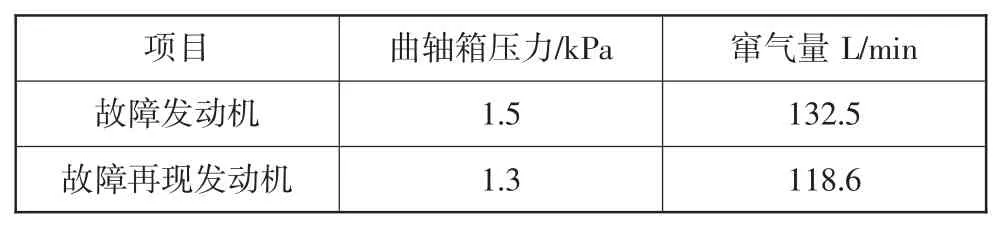
表1 故障發(fā)動機與故障再現(xiàn)發(fā)動機對比
表1 的測試結果顯示,在使用故障發(fā)動機缸體后,發(fā)動機竄氣量與故障發(fā)動機接近,明顯高于正常發(fā)動機,高于設計要求值。
基于測試結果,判斷竄氣量大為氣缸局部“拋光”所致。活塞運行至“拋光”區(qū)域時,竄氣量急劇增大,進而引起發(fā)動機曲軸箱壓力異常升高甚至失控,最終在臺架上表現(xiàn)為曲軸箱壓力異常升高及報警。
3 原因分析
故障發(fā)動機氣缸“拋光”區(qū)域主要發(fā)生在各缸的主推力方向,距離缸體頂面40~65 mm;次推力方向雖然也存在類似“拋光”現(xiàn)象,但相較于主推力方向明顯輕微。結合氣缸的工作邊界及設計應用條件分析:
1)高的受熱條件。氣缸主要是受到持續(xù)的高溫燃燒氣體沖擊,導致氣缸壁面溫度高。根據(jù)CAE 分析計算,得到故障發(fā)動機缸體水套溫度場分布如圖4所示,故障發(fā)動機缸體溫度場分布如圖5 所示。

圖4 故障發(fā)動機缸體水套溫度場分布
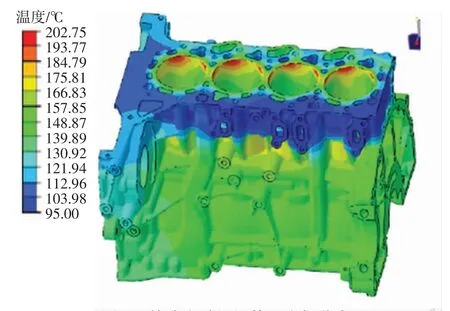
圖5 故障發(fā)動機缸體溫度場分布
在設計有冷卻水套的情況下,氣缸壁面最高溫度為193 ℃。在該高溫條件下,材料的耐磨性將出現(xiàn)一定程度的下降,容易在往復作用力下產(chǎn)生異常磨損。
2)惡劣的潤滑條件。活塞、活塞環(huán)在氣缸內(nèi)進行往復運動時,主要依賴于活塞冷卻噴嘴噴射的機油進行飛濺潤滑。在高溫、高速往復運動過程中,潤滑條件較為惡劣。
3)復雜的受力條件。在冷態(tài)情況下,缸體受到缸蓋螺栓、主軸承蓋螺栓的強大拉力,引起氣缸壁面產(chǎn)生微小形變而失圓;在熱態(tài)工作中,氣缸受到高達18~20 MPa 的爆發(fā)壓力沖擊作用。特別是在缸體頂面以下40~65 mm 的區(qū)域,受到較大的活塞側向力作用。在冷態(tài)螺栓預緊力、熱態(tài)爆發(fā)壓力、活塞側向力的綜合作用下,氣孔產(chǎn)生微小變形,且在主推力側尤為明顯。
氣缸在高熱負荷、惡劣潤滑條件、復雜受力綜合作用下,產(chǎn)生主推力側的異常磨損,即“拋光”現(xiàn)象。
4 優(yōu)化設計方案
針對該新型高強化發(fā)動機的氣缸局部“拋光”異常問題,對氣缸熱負荷、潤滑條件、受力逐一分析,確認是否具備改善措施,并針對改善措施進行CAE 仿真分析及試驗驗證,達到改善效果。
1)降低熱負荷。該新型發(fā)動機具有高功率、高轉矩的特點,在高強化的要求下,缸內(nèi)熱負荷無法實現(xiàn)主動降低,被動措施是增大水泵冷區(qū)液流量,改善發(fā)動機整體冷卻效果,實現(xiàn)對氣缸壁面的被動降溫。根據(jù)CAE 對比分析結果,水泵性能提高10%,氣缸璧面溫度降低至187.4 ℃,降低幅度不明顯。水泵性能提高后,發(fā)動機附件消耗功增加,燃油經(jīng)濟性惡化。綜合考慮后,不采用。
2)改善潤滑條件。校對該發(fā)動機的活塞冷卻噴嘴流量,流量滿足發(fā)動機設計的一般使用要求。拆檢試驗后,活塞無過熱現(xiàn)象,滿足使用需求。
基于降低該發(fā)動機熱負荷、改善發(fā)動機潤滑條件比較困難,從降低氣缸的受力變形、提高氣缸的耐磨性入手,研究相應的優(yōu)化設計方案。
4.1 減小螺栓預緊力
如上所述,氣缸主要受到冷態(tài)螺栓預緊力、熱態(tài)爆發(fā)壓力、活塞側向力作用。
該發(fā)動機有18 根M10 缸蓋螺栓,其中在排氣主推力側的M10 缸蓋螺栓根部恰好與異常“拋光”區(qū)域重疊。為了降低缸蓋螺栓預緊力對氣缸微變形的影響,提出適當減小主推力側缸蓋螺栓預緊力,從而減小主推力側變形的方案。
將排氣側螺栓由M10 調(diào)整為M8,且螺栓孔深度適度減小。根據(jù)計算,排氣側M8 缸蓋螺栓產(chǎn)生的預緊力明顯減小。
在相同燃燒邊界、冷卻邊界條件下,CAE 對比分析優(yōu)化設計前后的氣缸變形量。螺栓調(diào)整前、后氣缸變形量分別如圖6、圖7 所示。圖中,-10、-20、-30、-40、-50、-60、-70、-80、-90、-100 為從氣缸墊開始往下的高度,mm;Design Limit 為氣缸變形量設計限值。
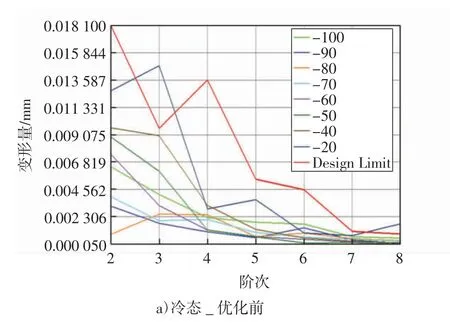
圖6 螺栓調(diào)整前氣缸變形量

圖7 螺栓調(diào)整后氣缸變形量
從圖6 可以看出,優(yōu)化設計前,在“拋光”區(qū)域,3階冷、熱態(tài)氣缸變形量均超出設計要求值。
從圖7 可以看出,優(yōu)化設計后,在“拋光”區(qū)域,氣缸冷、熱態(tài)變形量均減小至設計要求范圍內(nèi)(臨界)。
為了更加準確地獲得螺栓預緊力減小對氣缸變形量的影響,取缸體缸蓋實物進行優(yōu)化設計前、后氣缸變形量對比測試,如圖8 所示。

圖8 螺栓調(diào)整后氣缸變形量測試
測試結果表明,缸蓋螺栓由M10 調(diào)整到M8 后,主推力側氣缸變形量(直線度)由16.5 μm 減小至6.4 μm,減小幅度為61.3%。
依據(jù)CAE 分析結果及零件實物的對比測試結果,可知螺栓規(guī)格的調(diào)整,將有效減小氣缸的變形量,對改善氣缸在耐久試驗中的局部“拋光”現(xiàn)象有積極作用。經(jīng)過對螺栓規(guī)格變更后的螺栓預緊力進行測試,以及對氣缸墊密封筋進行微小調(diào)整,發(fā)現(xiàn)氣缸墊密封性能滿足要求。
4.2 減小活塞環(huán)彈力
發(fā)動機在運行過程中,會持續(xù)受到活塞及活塞環(huán)的摩擦力作用。要降低活塞環(huán)與氣缸之間的摩擦,有效途徑之一是減小活塞環(huán)的接觸應力,具體方法為減小活塞環(huán)彈力。
可通過降低活塞環(huán)的高度來達到減小活塞環(huán)彈力的目的(活塞環(huán)彈力減小幅度可達15%),并且可通過對活塞環(huán)增加特殊減摩、耐磨涂層,來改善活塞環(huán)的耐磨性[2]。
4.3 提高缸體材料耐磨性
該發(fā)動機缸體材料為HT300,對故障發(fā)動機缸體進行檢測,分析材料中Cu 成分含量較低(0.032%)。進一步檢測缸體硬度,檢測結果見表2。

表2 故障發(fā)動機缸體硬度檢測結果
從表2 可知,硬度偏低。
研究表明,在灰口鑄鐵材料中增加Cu 元素含量,可有效提高其表面的硬度和耐磨性[3]。將HT300中的Cu 含量增加至0.4%~0.7%后,對缸體硬度進行檢測,檢測結果見表3。
從表3 可以看出,材料中Cu 含量增加后,缸體硬度增加。通過測試得出,缸體硬度增加對缸體的機加工性能影響在可接受范圍。另外,成本升幅較小。
4.4 缸體結構強化
在缸蓋螺栓擰緊狀態(tài)下,為了減小因螺栓預緊力對氣缸壁面拉伸而產(chǎn)生微變形量,在缸體螺栓底孔外壁面增加加強筋,提高缸體剛度,減小螺栓預緊力對氣缸產(chǎn)生的變形量。如圖9 所示。

圖9 缸體結構強化
5 優(yōu)化設計方案驗證
為了徹底解決氣缸局部“拋光”問題,同時采取以上4 個優(yōu)化設計方案。然后進行3 次模擬用戶滿負荷臺架耐久試驗、2 次高周疲勞臺架耐久試驗以及12 次整車耐久試驗。試驗結果表明,氣缸狀態(tài)良好,未出現(xiàn)優(yōu)化設計前的局部“拋光”問題,如圖10 所示。

圖10 優(yōu)化設計后氣缸狀態(tài)
6 結論
針對某新型高強化發(fā)動機在設計開發(fā)過程中出現(xiàn)曲軸箱壓力異常升高、竄氣量大的問題,經(jīng)分析和故障再現(xiàn),確認故障原因為氣缸局部異常磨損。通過成分檢測、性能測試、熱機耦合CAE 對比分析,確定根本原因為氣缸在高的熱負荷、惡劣的潤滑條件下承受復雜作用力而出現(xiàn)“拋光”磨損現(xiàn)象。為此,本文提出了調(diào)整螺栓規(guī)格以減小螺栓預緊力、減小活塞環(huán)彈力、優(yōu)化缸體材料以提高耐磨性、強化缸體局部結構的優(yōu)化設計方案。對優(yōu)化設計方案實施后的樣件進行了臺架與整車耐久試驗,試驗結果表明,氣缸狀態(tài)良好,再未出現(xiàn)氣缸“拋光”問題。
國家科研機構要以國家戰(zhàn)略需求為導向,著力解決影響制約國家發(fā)展全局和長遠利益的重大科技問題,加快建設原始創(chuàng)新策源地,加快突破關鍵核心技術。
——習近平總書記在中國科學院第二十次院士大會、中國工程院第十五次院士大會、中國科協(xié)第十次全國代表大會上的講話
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
