動力電池焊接熔深在線監測與閉環控制
2024-04-07 09:03:02陸巍巍王博張生庭朱江溫業勇
金屬加工(熱加工) 2024年3期
陸巍巍,王博,張生庭,朱江,溫業勇
1.欣旺達動力科技股份有限公司 廣東深圳 518107
2.勒斯姆勒激光技術(上海)有限公司 上海 200000
1 序言
激光焊接具有能量密度高、深寬比大、熱影響區小等特點,廣泛應用于汽車電子、生物醫療、新能源電池等行業[1]。其中,商業化生產的動力電池激光焊接容易出現裂紋、氣孔、虛焊等缺陷[2],嚴重影響電池產品的質量和服役性能。為保證電池產品的安全可靠性,提高使用壽命,需對焊接過程進行嚴格的監測。
熔深監測是焊接過程控制的重點領域之一。研究表明,基于光信號傳感[3]、同軸視覺監測[4-6]、聲信號傳感[7]等技術,可以實現焊接熔深的實時監測。秦國梁等[4]基于同軸視覺傳感和焊接小孔前壁能量平衡理論建立了激光深熔焊的熔深監測模型,結果表明,該方法可以有效實現深熔焊縫的熔深監測,但監測誤差只能控制在12%左右。原因在于焊接過程產生的等離子體和金屬蒸氣對熔池和焊接小孔產生了屏蔽效應,導致同軸視覺傳感技術無法準確觀察到焊接小孔的底部。劉京雷等[7]研究了激光焊接過程中聲信號與熔深的相關性,結果表明,聲信號的強度和功率頻譜分布與焊縫熔深具有良好的對應關系。但由于聲信號易受焊接過程的影響,且屬于間接測量,因此基于聲信號熔深監測的精度也無法滿足要求。
基于光信號的光學相干層析(OCT)技術具有抗干擾能力強、分辨力高、能直接測量等優點[8-10],在焊接熔深在線監測領域具有廣闊的應用前景。WEBSTER等[9]基于OCT技術搭建了焊接熔深實時監測系統。結果表明,通過OCT技術測得的焊接小孔深度與實際金相測量的熔深結果吻合度很高,說明OCT監測結果穩定且可靠。謝冠明等[10]研究表明,基于局部離群因子和最大值濾波算法的OCT熔深監測的精度較傳統百分位算法提升了32%,表現出很強的適應性。目前,國內外對基于光信號傳感的焊接熔深監測有了一定的研究,但對焊接過程的自適應和閉環控制的研究相對較少。
本文基于OCT傳感技術,研究了不同焊接工況下熔深監測的穩定性與焦距自適應性,以驗證OCT熔深監測技術在動力電池焊接領域的實用性與閉環控制。
2 試驗
2.1 OCT技術原理
OCT是一種干涉成像系統,能夠通過反射表面或半透明表面橫截面的形貌繪制高分辨力的三維圖像。在激光深熔焊焊接過程中,高的激光功率密度會使工件在焊接區產生小孔效應(Keyhole),小孔深度可以反映焊縫熔深的大小[11]。OCT技術基于低相干干涉原理,測量光束作用在焊接熔池區域,通過光譜分析便可直接得到熔池小孔的深度,進而實現焊接熔深的實時監測。
基于OCT技術的焊接熔深在線監測原理如圖1所示。OCT系統由一個高速掃描單元(OCT掃描儀)和一個帶有光源和光譜儀(OCT傳感器)的干涉儀組成。來自寬帶光源的光束入射到分束器后被分成兩束光,分別射向參考臂和樣品臂。分束的光束在參考反射器和工件表面(焊接熔池)反射,并在分束器處重新匯合,然后通過光譜儀對光路信息進行整合與分析。在光源相干長度范圍內,當參考臂和樣品臂的光程長度存在差異時,就會產生光干涉。兩臂之間的光程長度差越大,在干涉頻譜上產生的調制頻率就越大。因此,通過對反射波圖的光譜分析,OCT系統就可以測量成像區域中從參考平面到每個焊接小孔底部的距離,從而實現焊接熔深的在線動態監測。
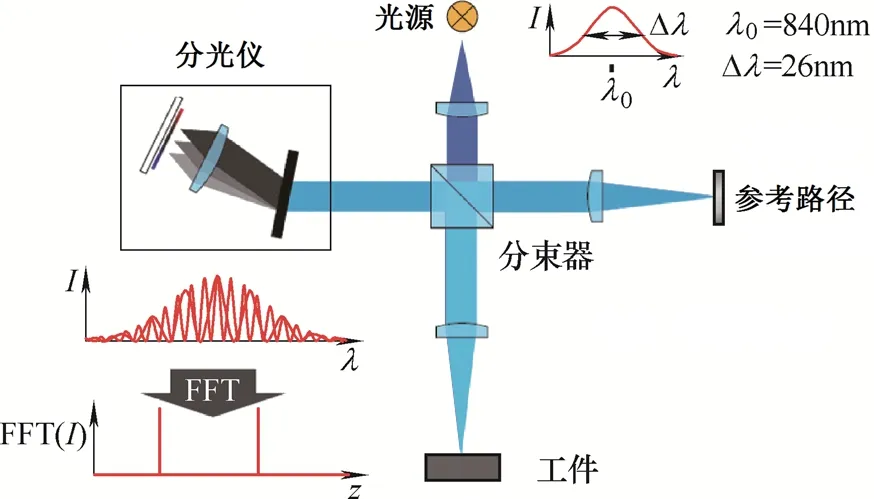
圖1 基于OCT技術的焊接熔深在線監測原理
在實際焊接過程中,OCT系統中經分束器分光后射向工件表面的測試光束與焊接激光光束進行了同軸耦合,保證測試光與焊接激光的中心重合,從而使測試光準確反映焊接小孔的深度信息。OCT技術對焊接產品進行無損檢測,可以避免不良品的生產和流出,實現焊接質量與生產效率的同步提升。
2.2 試驗方法與設備
采用配備O C T測量系統的激光焊接設備進行焊接熔深的在線監測驗證試驗。基于OCT技術,在深熔焊條件下測量獲得熔池小孔的深度,得到熔深監測結果;基于金相顯微技術,將焊縫沿縱截面切開,經拋光、腐蝕后在金相顯微鏡下檢測得到熔深真實結果。通過對比不同焊接工況下焊縫熔深的OCT監測結果與金相檢測結果的差異,驗證OCT技術在熔深監測上的準確度、穩定性與焦距自適應性。試驗時,需保證焊縫金相切割的位置與OCT監測值所在的焊縫位置對應,以保證對比驗證的準確性。
試驗用設備如圖2所示,主要由深圳聯贏激光股份有限公司生產的單模環形光斑激光器(4000/2000型YLS-AMB)、德國庫卡(KUKA)機器人有限公司生產的六軸焊接機器人和德國勒斯姆勒(Lessmueller)生產的OCT監測系統組成。采用厚度分別為1.5mm和2.5mm的1060純鋁薄板進行搭接深熔焊接,主要焊接參數為焊接功率3.4kw、焊接速度80mm/s、離焦量-1mm。

圖2 試驗設備
3 結果與討論
3.1 OCT技術在線監測熔深的精度與準確度
OCT技術基于光學相干斷層掃描原理,監測過程不受焊接強光、羽輝、煙塵等加工環境的干擾,測量精度極高。焊接熔深在線監測的精度主要受OCT系統軸向分辨力的影響。軸向分辨力指OCT沿焊縫熔深方向能分辨的最小距離,其計算公式為[10]
式中 Δz——軸向分辨力(mm);
λ0——光源波長(nm),本文所用設備為840nm;
Δλ——光源的半峰全寬(nm),本文所用設備為26nm。
經計算,本文采用的OCT熔深在線監測系統的軸向分辨力可達0.012mm,滿足焊接熔深的測量要求。
OCT熔深在線監測的準確度用監測結果的誤差率δ來說明,其計算公式為
式中δ——誤差率(%);
d0——金相測得的焊縫真實熔深(mm);
d——OCT監測系統測得的焊縫熔深(mm)。
誤差率δ越小,OCT測量的熔深結果與真實值就越接近,測量準確度就越高。
圖3所示為固定的焊接參數下OCT熔深在線監測結果與直接金相測試結果的對比。由圖3可看到,OCT系統測量得到的熔深為2.664mm,金相測試得到的熔深為2.605mm,二者差異為0.023mm,誤差率僅2.26%。結果表明,OCT熔深在線監測的誤差率低,測試準確度高。在相同的試驗條件下進行了6組驗證試驗,結果如圖4所示。由圖4a可看到,OCT熔深監測結果與真實的金相結果吻合度很高,表明OCT熔深結果可以很好地反映焊縫熔深的真實情況;圖4b所示結果表明,OCT熔深監測結果的誤差率在1.25%~2.55%之間,誤差率較低,整體誤差可控。以上結果表明,OCT熔深在線監測精度高、測試穩定、結果可靠性好,可取代傳統的金相熔深測試。

圖3 OCT熔深在線監測與金相熔深測試結果對比
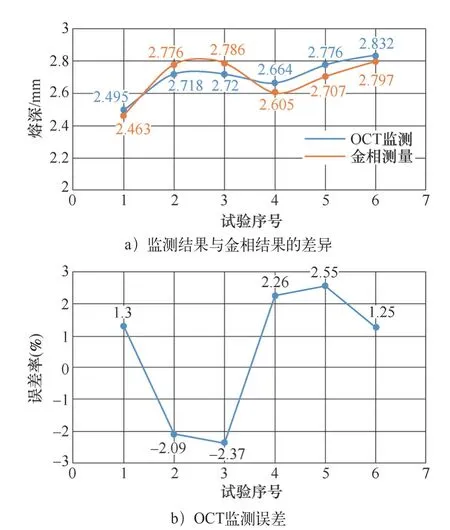
圖4 OCT熔深在線監測的準確性
3.2 OCT技術在線監測熔深的穩定性
為了驗證OCT熔深監測過程能力穩定性和對焊接工況的適應性,研究了不同焊接工藝、鋁板焊前不同狀態下的OCT熔深監測結果的準確性。
圖5所示為不同焊接工況下OCT在線熔深監測結果與金相測量結果的對比。由圖5可知,整體而言,OCT熔深監測結果與金相測量結果的吻合度較高,OCT熔深監測表現出良好的準確度和穩定性。由圖5a、c、d可看到,隨著焊接功率、保護氣流量、鋁板間隙的變化,OCT熔深監測的結果仍能與真實值有良好匹配,說明OCT測量系統的抗干擾能力強,對這3種焊接工況的變化不敏感。由圖5b可知,當焊接速度較慢時,OCT熔深監測結果的準確度較高;當焊接速度較快時(>150mm/s),匙孔和焊接激光的相對位置會發生偏移,造成熔深監測結果的準確度大幅降低。結果表明,OCT監測系統對焊接速度具有一定的敏感性。如果焊接速度變化較大,則需要對OCT系統進行重新調試,找到新的匙孔和焊接激光的相對偏移量才能重新獲得好的測量效果。

圖5 不同焊接工況下OCT熔深在線監測的穩定性
不同焊接工況下OCT熔深在線監測結果的誤差率對比見表1~表4。由表1~表4可看到,隨著焊接功率、焊接速度(≤100mm/s)、保護氣流量、焊前鋁板間隙的變化,OCT熔深在線監測結果的誤差率最低僅0.24%,最高不超過3.65%。結果表明,OCT熔深監測系統具有優異的準確度,監測結果的誤差率可控制在5%以下。在常規焊接工藝下(焊接速度不超過100mm/s),OCT測量系統可以準確、穩定地監測焊接熔深的變化。

表1 焊接功率變化對OCT熔深在線監測穩定性的影響

表2 焊接速度變化對OCT熔深在線監測穩定性的影響

表3 保護氣流量變化對OCT熔深在線監測穩定性的影響

表4 鋁板間隙變化對OCT熔深在線監測穩定性的影響
3.3 焦距自適應與閉環控制
在電池產品的實際焊接過程中,電池的極柱高度往往不是一成不變的,而是呈高低起伏的動態變化,這導致了焊接工件的實際離焦量發生變化。如果無法實時監測產品高度和焊接熔深,則不同高度產品的焊接質量將得不到保證。利用OCT系統的表面測距和焊接熔深監測,將測距和監測結果實時反饋給激光焊接系統,使焊接振鏡對激光束進行動態調整,從而實現焊件的離焦量補償,即實現了焊接焦距的自適應功能。基于此,不同高度電池產品的焊接熔深將在穩定、可控的范圍內,實現了生產過程的閉環控制,有效保證了產品焊接質量的穩定。
圖6所示為不同高度下焊件的OCT熔深監測結果。圖6中參考面指焊件的上表面剛好處于設定的離焦量位置,高度的正值、負值代表焊件的高度高于或低于參考面的距離。由圖6可知,焊件在不同高度下的熔深均十分穩定,無明顯異常值的存在;高出或低于參考面的焊件獲得的熔深與位于參考面的焊件的熔深基本相當。結果表明,基于OCT系統實時反饋的激光焊接設備具有良好的焦距自適應特性,可以實現焊接過程的閉環控制。
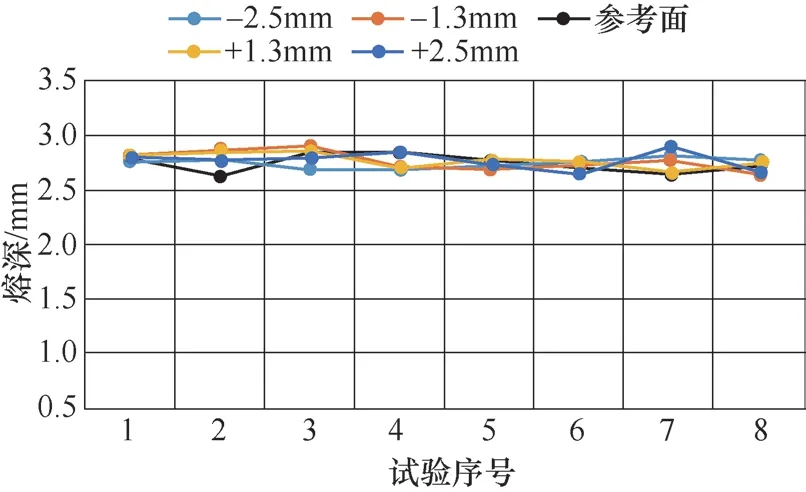
圖6 不同高度焊件的OCT熔深在線監測結果
為了定量說明基于OCT系統的激光焊接設備的焦距自適應能力,研究了OCT監測系統對不同高度焊件熔深監測的過程能力指數CMK,其計算公式為
式中X——熔深的平均值(mm);
dmin——熔深的規格下限值(mm),本文取2.0mm;
s——熔深的標準差(mm)。
能力指數CMK越大,說明OCT測量的批量焊件的熔深越穩定,反映出設備的過程能力越好。
表5給出了不同高度焊件的OCT熔深在線監測統計結果。由表5可知,焊件在不同高度下的熔深平均值相當,熔深標準差均較低,說明焊件在不同高度下的熔深十分穩定,相互之間波動很小,表明了基于OCT的激光焊接系統具有強大的焦距自適應能力。能力指數CMK的統計結果表明,不同高度焊件的OCT熔深監測的CMK值均大于行業標準值1.33;所有高度焊件的整體熔深結果的CMK值為3.510,高于行業標準值。以上結果表明,焊件的高度變化不影響OCT測量系統的熔深監測能力,基于OCT系統的激光焊接設備具有優異的焦距自適應能力。

表5 OCT熔深監測系統在不同高度焊件下的過程能力指數CMK
4 結束語
1)OCT熔深監測的測量精度高,軸向分辨力達12μm,滿足焊接熔深的測試要求。OCT熔深監測結果與金相結果吻合度高,其誤差不超過3.65%。
2)OCT熔深監測對常規焊接工況的變化不敏感,表現出優異的抗干擾能力和良好的穩定性。隨著焊接功率、焊接速度(≤100mm/s)、保護氣流量及焊前間隙的變化,OCT熔深監測結果的誤差率均較低,穩定在0.24%~3.65%之間。當焊接速度較快時(>150mm/s),需要對OCT系統進行重新調試,找到新的匙孔和焊接激光的相對偏移量才能重新獲得好的測量效果。
3)OCT熔深監測具有優異的焦距自適應性,可以實現對焊接質量的閉環控制。焊件的高度在±2.5mm的波動范圍內,所有焊件的熔深監測結果的標準差僅0.072mm,OCT監測系統的過程能力指數CMK達3.51。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
建材發展導向(2021年6期)2021-06-09 05:57:08
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
制造業自動化(2017年2期)2017-03-20 14:26:13
