CMT焊接S32101雙相不銹鋼焊縫成形研究
2024-04-07 09:03:06胡玉
金屬加工(熱加工) 2024年3期
胡玉
1.粵港澳現代交通節能控制和智能運維技術聯合試驗室 廣東廣州 510430
2.廣州鐵路職業技術學院機車車輛學院 廣東廣州 510430
1 序言
冷金屬過渡(Cold Metal Transfer,CMT)焊接技術作為一種新型的焊接技術,具有低能耗、低污染、高品質及無飛濺等優點,被越來越多地應用于航空航天、石油化工、微電子器件等行業[1-3]。CMT焊接是通過焊絲和回抽運動來促進熔滴過渡,短路電流非常低,整個焊接過程就是高頻率的“熱-冷-熱”轉換的過程,大幅降低熱輸入量。近年來,國內外學者對CMT焊接技術進行了大量的研究工作。奧地利Fronius公司開展大量的試驗,實現了0.3mm超薄板的CMT釬焊[4]。FENG等[5]在1mm鋁板上進行堆焊開展了純鋁的CMT焊接試驗,焊縫表面質量高,熱輸入低,焊接變形小。PICKIN等[6]采用Al2319焊絲研究了2024鋁合金的CMT熔敷技術,試驗表明,CMT具有較低稀釋率及較強的可控性,大大降低了裂紋敏感性。GUNGOR等[7]研究了鋁合金同種和異種金屬CMT焊接,研究發現鋁合金CMT焊比攪拌摩擦焊效率更高,接頭力學性能更好。哈爾濱工業大學石常亮等[8]將CMT技術應用于1060純鋁和鍍鋅鋼的搭接焊,試驗表明,CMT技術能夠實現鋁與鍍鋅鋼的焊接,中間化合物層厚度小,接頭強度高。綜上所述,當前研究工作幾乎都集中在鋁合金材料上,且研究重點多在接頭的組織結構和力學性能等方面。
鐵素體-奧氏體雙相不銹鋼兼具鐵素體強度高、耐氯離子腐蝕性強,以及奧氏體優異的塑韌性、耐晶間腐蝕等優點,因而被廣泛應用于海洋工程、核電、石油化工等行業。關于雙相不銹鋼CMT焊接的研究相對很少,尤其是關于CMT焊接焊縫的研究少之又少,有待深入研究。
焊縫成形是評價焊接工藝和質量的重要指標之一。國內外對雙相不銹鋼CMT焊接焊縫成形研究相對較少。本文采用焊接速度、送絲速度、保護氣體流量等焊接參數為影響因素,進行CMT焊接雙相不銹鋼S32101工藝試驗,確定焊縫截面形狀參數隨各因素的變化規律,為S32101雙相不銹鋼CMT焊接工藝提供參考,因此具有重要的現實意義。
2 試驗
2.1 試驗裝置及材料
CMT焊接系統由TPS4000焊機、VR7000送絲機、FK4000R冷卻機、RCU5000i編程器、焊絲緩沖器、Robacta Drive CMT自動焊槍組成,并配合KUKA機器人共同完成焊接工作,如圖1所示。焊接參數采用一元化調節,即焊接過程中只需要確定焊接所用的送絲速度、電弧電壓即可相應地被確定,而焊絲的焊接電流則由送絲速度決定,送絲速度越大,焊接電流也越大。焊槍及送絲裝置搭載在3軸運動平臺,可隨三維運動平臺運動而精準運動。采用平板堆焊的方式焊接,焊前對試板表面的氧化膜進行打磨。焊絲的干伸長為15mm,焊接過程中焊槍無擺動,焊槍垂直于焊件表面,如圖2所示。母材為100mm×300mm×10mm的S32101鐵素體-奧氏體雙相不銹鋼板,焊接材料為Avesta藥芯焊絲E2209-T0-4,直徑為1.2mm,材料化學成分見表1。

表1 材料的化學成分(質量分數)(%)

圖1 CMT焊接系統

圖2 焊接過程
2.2 焊縫成形
焊縫成形是評價焊接工藝和質量的重要指標之一。焊縫的熔深P、余高H及熔寬W是表征焊縫幾何尺寸的3個重要參數。焊縫橫截面形貌及其幾何尺寸測量如圖3所示。為避免油污及其他雜質對焊縫成形質量的影響,焊前將焊接試板表面的氧化膜打磨干凈,并將焊接工作臺清掃干凈。焊后沿焊縫橫截面采用線切割的方法切取20mm×10mm試樣,并依次采用80#、180#、360#、400#的砂紙進行打磨。采用鹽酸腐蝕液對焊縫橫截面腐蝕,后利用體視顯微鏡及相應的軟件對焊縫試樣尺寸進行分析。

圖3 1號試樣焊縫橫截面圖及焊縫成形幾何尺寸
2.3 試驗方案
試驗的影響因子及其變化范圍為:送絲速度(6.4m/min≤V1≤8m/min)、焊接速度(12cm/min≤V2≤20cm/min)和保護氣體流量(16L/min≤L≤24L/min)。采用Design Expert軟件和中心復合設計法(CCD)設計了三因素五水平的試驗方案。影響因子及其對應的五水平編碼見表2,中心復合設計矩陣及對應的響應值見表3。試驗對所測的數據進行了數學擬合并獲得了相應的回歸表達式,進而分析各因素對焊縫成形幾何尺寸的影響規律。
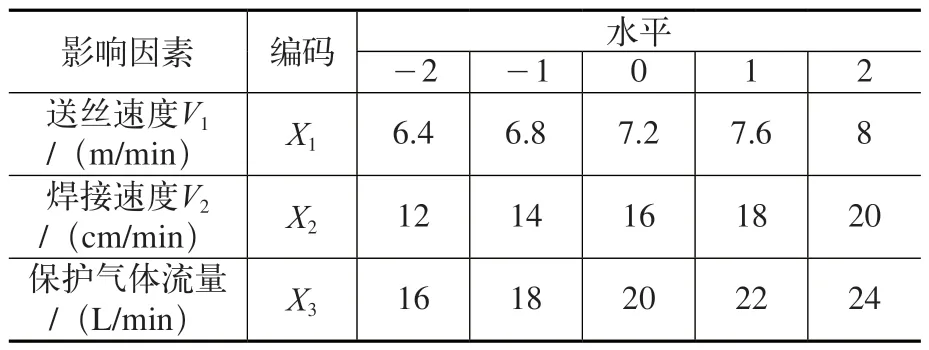
表2 焊接參數及其對應的編碼水平
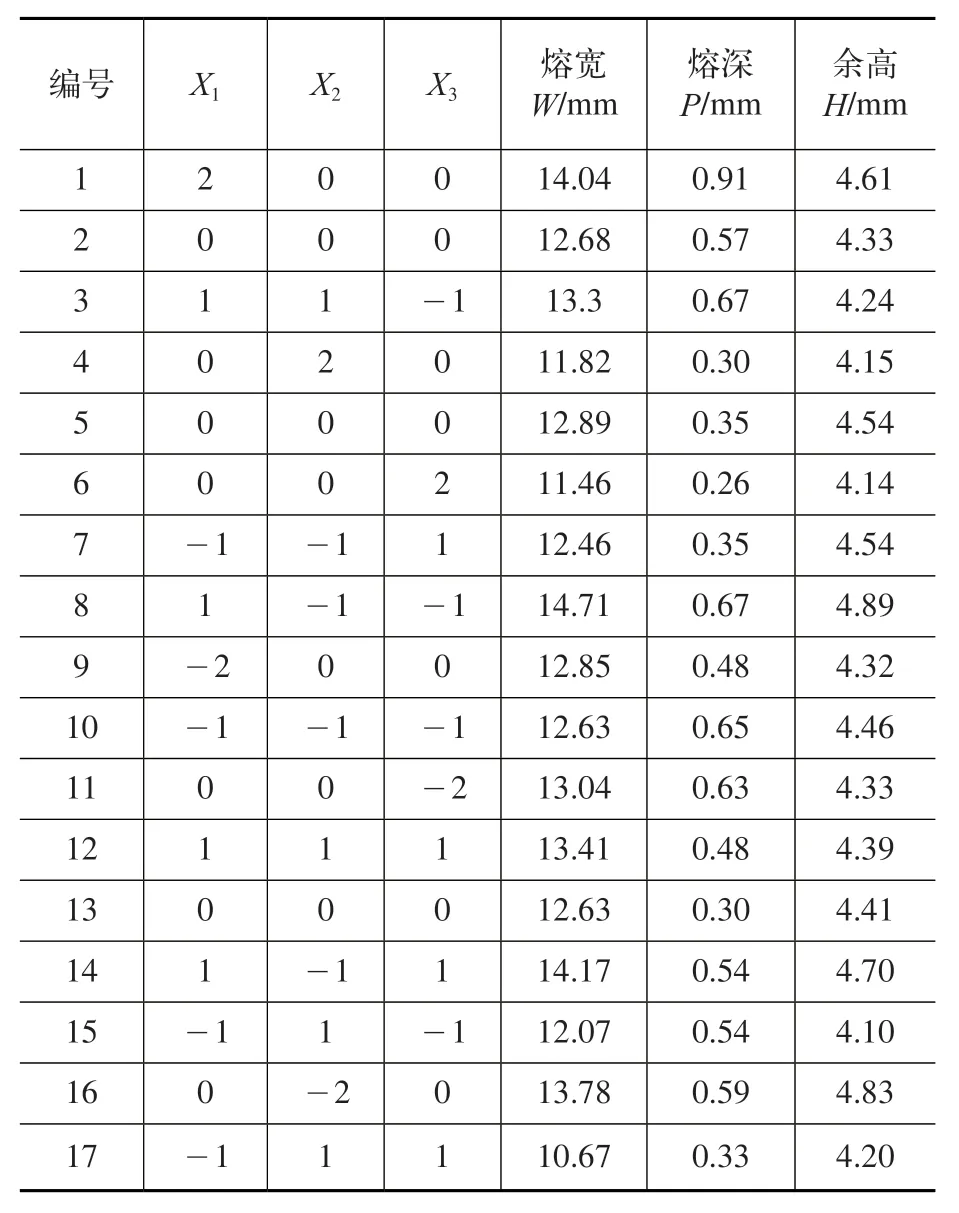
表3 中心復合設計矩陣及其對應的響應值
3 試驗結果及分析
焊縫成形尺寸是反映焊接質量的一個重要指標,焊縫熔深直接影響到接頭的承載能力。焊縫的熔寬過大、熔深過淺,表明焊縫淺而寬,生產效率低。焊縫余高可避免熔池金屬凝固收縮時形成缺陷,也可增大焊縫截面,提高承受靜載荷能力,但余高過大時將引起應力集中或疲勞壽命的下降[9]。因此,本文分別將焊縫熔深、余高和熔寬作為焊縫成形的指標,通過響應曲面建模,分析了單一焊接參數、各參數之間的交互作用對焊縫成形幾何尺寸的影響。
3.1 回歸模型
利用熔深P、余高H及熔寬W建立響應曲面模型,通過二次回歸擬合,焊縫成形幾何尺寸與送絲速度X1、焊接速度X2、保護氣體流量X3之間的回歸方程如下:
將式(1)~式(3)中編碼值改為實際值,則回歸方程表達為
為進一步檢驗響應曲面模型的有效性,以焊縫幾何尺寸的實測值為橫坐標,模型預測值為縱坐標,畫出對比圖。圖4所示為熔寬、熔深和余高的實測-預測對比圖。從圖4可以看出,三者的實測值均聚集在45°直線附近,表明預測值與實測值比較接近,這3個響應曲面模型有效。回歸方程顯著性檢驗通常采用F分布檢驗法[10],查詢F分布臨界值表,可知F臨界值為3.31。熔寬W、熔深P及余高H的回歸方程的F值分別為4.49、4.99和9.22,均>3.31,因此,熔寬W、熔深P及余高H的回歸方程是顯著的。

圖4 焊縫幾何尺寸實測值與預測值的分布
3.2 單一因素對焊縫成形的影響
本響應曲面試驗方案中心點為送絲速度7.2m/min、焊接速度16cm/min、保護氣體流量20L/min。為了單獨研究某一焊接參數對焊縫幾何尺寸的影響,可將另外兩個參數設定為中心點值,改變研究參數,可得單一因素對焊縫成形幾何尺寸的影響曲線,如圖5所示。
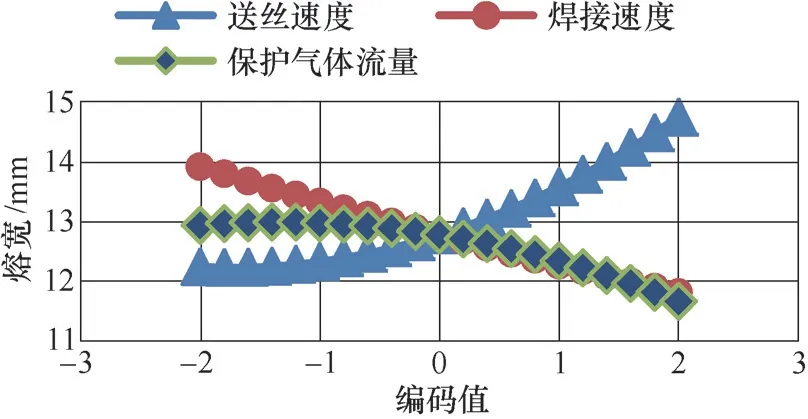
圖5 單一參數對熔寬的影響
由圖5可看出,熔寬隨著送絲速度的增大而增大,隨著焊接速度的增大而減小,隨著保護氣體流量的增大先輕微增大后減小,在保護氣體流量約為17L/min處達到最大值;其中送絲速度和焊接速度對熔寬的影響均較為明顯。
由圖6可以看出,焊縫熔深指標隨著送絲速度的增大先減小后增大,在送絲速度約為7m/min處達到最小值,隨著焊接速度增大而減小,隨著保護氣體流量增大而減小。其中送絲速度對熔深的影響最為明顯。
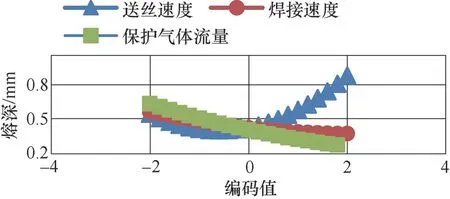
圖6 單一參數對熔深的影響
由圖7可以看出,焊縫隨著送絲速度的增大而增大,隨著焊接速度的增大而減小;隨著保護氣體流量的增大先增大然后減少,在保護氣體流量約為20L/min處達到最大值。其中焊接速度對余高的影響最為明顯。

圖7 單一參數對余高的影響
3.3 焊接參數交互作用對焊縫成形尺寸的影響
(1)送絲速度與焊接速度對熔深、余高和熔寬的影響 設定保護氣體流量為20L/min時,焊縫的熔寬、熔深和余高隨送絲速度與焊接速度交互作用而變化的響應曲面如圖8所示。從圖8a可看出,熔寬隨著送絲速度的增大先緩慢減少然后快速增大。在焊接速度較高時,送絲速度的改變對熔寬的影響更明顯。熔寬隨著焊接速度的增大而減少,在送絲速度數值小時,該減少趨勢比較快速,并在約7m/min時減少速度最快。而當送絲速度較大時,熔寬隨焊接速度增大而緩慢減少。由圖8b可知,焊縫熔深隨著送絲速度的增大呈現增長趨勢,且當焊接速度較大時,該增長趨勢更加明顯。焊縫熔深隨著焊接速度的減小而增大,從等值線圖可看出,隨著送絲速度的增大,沿焊接速度變化方向的等值線逐漸密集,說明該增長趨勢在加快。由圖8c可看出,焊縫余高隨著送絲速度的增大而增加,并且該增加趨勢在焊接速度較小時更為明顯;焊縫余高隨著焊接速度的增大而減少。從整體看,在送絲速度小時,焊接速度的增加帶來余高減少的趨勢整體比較平緩。

圖8 送絲速度與焊接速度的交互作用對熔寬、熔深和余高的影響
(2)送絲速度與保護氣體流量對熔深、余高和熔寬的影響 焊接速度為16cm/min時,焊縫的熔寬、熔深和余高隨送絲速度與保護氣體流量交互作用而變化的響應曲面如圖9所示。從圖9a可看出,焊縫熔寬隨著送絲速度的增大而增大。在保護氣體流量較大時,沿送絲速度變化方向等值線比較密集,即提高保護氣體流量,熔寬隨送絲速度增大而增大的趨勢更為明顯。由圖9b可看出,熔深隨著送絲速度的增大先緩慢減少然后快速增大。熔深隨著保護氣體流量的增大而減少,在送絲速度小時,該減少趨勢比較快速,并在約7m/min時減少速度最快。而當送絲速度較大時,熔深隨焊接速度增大而緩慢減少。送絲速度的改變對熔深的影響更明顯。由圖9c可看出,焊縫余高隨著送絲速度的增加而增大,這與單一參數對熔深的影響規律相同,焊縫余高隨著保護氣體流量的增加先增大后減少。在送絲速度較高時,保護氣體流量的改變對余高的影響更明顯。

圖9 送絲速度與保護氣體流量的交互作用對熔寬、熔深和余高的影響
(3)焊接速度與保護氣體流量對熔深、余高和熔寬的影響 送絲速度為7.2m/min時,焊縫的熔寬、熔深和余高隨焊接速度與保護氣體流量交互作用而變化的響應曲面如圖10所示。從圖10a可看出,焊縫熔寬隨著焊接速度的增大而變小。從圖10b可看出,沿焊接速度變化方向,當保護氣體流量逐漸增大時,等值線的密度越來越大,說明隨著保護氣體流量的增大,熔寬對焊接速度的變化越來越敏感。焊縫熔寬隨著保護氣體流量的增加而減小,隨著焊接速度增大,沿保護氣體流量變化方向等值線密度越來越大,說明保護氣體流量對熔寬的影響作用在焊接速度較大時更明顯。從圖10b可看出,當給定某一保護氣體流量時,焊縫熔深隨著焊接速度的增大而減少,并且從等值線圖可看出,該減小趨勢在保護氣體流量較低時更加明顯。熔深隨著保護氣體流量的增加而減少,在焊接速度較低時熔深變化更加明顯。從圖10c可看出,焊縫余高隨著焊接速度的增加而減少,當保護氣體流量較小時,等值線的密度越大,說明該減小趨勢在保護氣體流量較低時更加明顯。焊縫余高隨著保護氣體流量的增加先緩慢增大后快速減少,在焊接速度較低時,保護氣體流量的改變對焊縫余高的影響更明顯。

圖10 焊接速度與保護氣體流量的交互作用對熔寬、熔深和余高的影響
4 結束語
本文基于曲面響應法設計了CMT雙相不銹鋼焊接試驗,主要研究送絲速度、焊接速度、保護氣體流量對焊縫成形幾何尺寸的影響規律。
1)熔寬隨著送絲速度增大而增大,且在焊接速度或保護氣體流量較大的條件下,熔寬的增速更快,而隨著焊接速度和保護氣體流量的增大而變窄。
2)熔深隨著送絲速度的增大先減小后增大,在焊接速度和保護氣體流量較大時,保護氣體流量的改變對熔深的影響更明顯。而隨著焊接速度增大,熔深減小,當送絲速度較小和保護氣體流量較大時,焊接速度的改變對熔深的影響更明顯。隨著保護氣體流量增大,熔深減小,在送絲速度和焊接速度較小時,保護氣體流量的改變對熔深的影響更明顯。
3)余高隨著送絲速度增大而不斷增大,并且在焊接速度較小時更明顯。隨著焊接速度的增大,焊縫余高減小,當送絲速度較大和保護氣體流量較小時,該減少趨勢更加明顯。隨著保護氣體流量的增大,余高先增大然后減少。在送絲速度較大和焊接速度較小時,保護氣體流量的改變對余高的影響更明顯。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
