輪轂軸承磨削工藝改進
2024-04-08 03:54:44任朋李江全葛志華熊偉
金屬加工(冷加工) 2024年3期
關鍵詞:工藝
任朋,李江全,葛志華,熊偉
1.湖北新火炬科技有限公司 湖北襄陽 441000
2.湖北文理學院機械工程學院 湖北襄陽 441000
1 序言
輪轂是汽車的重要部件之一,也是承載車輛質量和提供行駛平穩度的關鍵組成部分。輪轂軸承作為輪轂系統中的關鍵連接部件,其性能對整個輪轂的安全性和可靠性具有重要的影響。然而,在輪轂軸承的使用過程中,由于工藝原因或長時間使用而導致的磨損問題時常出現,嚴重影響了輪轂軸承的壽命和性能。由于磨削是軸承加工工藝中最重要的工藝之一,對軸承的表面質量具有一定的影響,因此,需要對軸承磨削工藝進行改進,以提高其精度和表面質量。
近年來,對于磨削工藝改進方面的研究主要集中在磨削參數的選擇[1-6]、磨削液的改進[7-10]及磨削工具的優化[11,12]等。通過對磨削過程中的各種因素進行優化調整,可以有效提高零部件的表面質量和平面度,減小因磨削誤差而導致的不良影響,提高其使用壽命和可靠性。
本文以輪轂軸承磨削為主題,提出一種新的工藝改進方案,并進行試驗驗證,以提高輪轂軸承的制造質量和可靠性,為精益生產提供參考和借鑒。
2 取消內圈研磨工序
第三代輪轂軸承典型結構如圖1所示,在其制造及裝配過程中,磨削工藝是最重要的制造環節之一,其加工質量直接影響軸承性能,加工效率直接影響產品成本。據統計,磨削工藝成本占整個制造工藝成本的18.2%,不斷優化磨削工藝,提升質量,降低成本,是企業的不懈追求。

圖1 第三代輪轂軸承典型結構
大批量生產中,內圈溝道、內法蘭溝道、外法蘭的雙溝道均經歷從粗磨削到精磨削的過程,3個部件均單獨磨削,再裝配。
外法蘭磨削工藝:淬火后車削→精磨削雙溝道及內徑(首次砂輪成形修整)→超精磨削雙溝道。
內圈磨削工藝:淬火后車削→磨削小端面→磨削大端面→研磨雙端面→粗磨削溝道→精磨削溝道→磨削內徑→超精磨削溝道。
內法蘭磨削工藝:淬火后車削→磨削溝道及外徑→超精磨削溝道。
內圈的磨削流程長,為簡化內圈磨削工藝,提出取消內圈研磨工序,在內圈溝道磨削時,增加小端面的磨削,在粗、精磨削工序同時磨削內圈外徑、溝道和小端面。
內圈取消研磨后,大端面表面粗糙度值Ra由平磨工藝保證,小端面表面粗糙度值Ra由粗、精磨削保證。
在M7475B平面磨床上進行磨削試驗。砂輪規格:450mm×150mm×380mm A80L。對120個樣品進行統計,其上下端面表面粗糙度值Ra、小端面平面度及上下端面平行度3個指標衡量磨削效果。并與改進前的工藝平均水平進行對比,結果如圖2~圖5所示。可以看出,取消研磨后,Ra能滿足工藝要求,平面度略有降低,平行差無明顯變化,考慮為測量誤差所致。

圖2 取消研磨前平面度分布
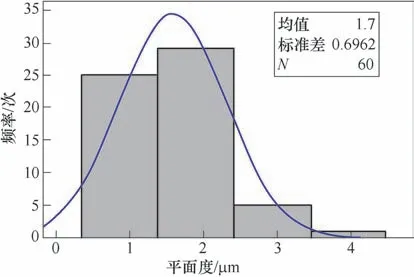
圖3 取消研磨后平面度分布
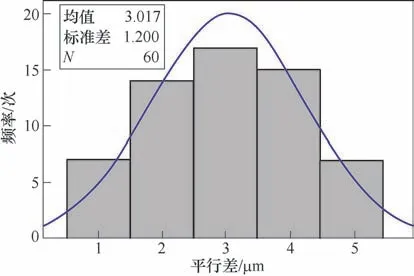
圖4 取消研磨前合套后平行差分布

圖5 取消研磨后合套后平行差分布
3 采用連體磨削提高溝心距精度
因輪轂軸承內圈和內法蘭均單獨磨削,裝配后溝心距精度不易保證,為此,提出在粗磨削后,將內圈與內法蘭合套,進行連體精磨削,提高溝心距精度的解決思路,并開展試驗研究,取得了預期的效果。
4 外法蘭磨削工藝優化
4.1 問題描述
在外法蘭雙溝道的磨削中,工廠均采購未進行預成形的制式砂輪(見圖6),在對溝道進行磨削前,先對砂輪進行成形以達到合適的輪廓精度。砂輪成形目前采用金剛石滾輪對砂輪進行磨削,首次成形及修整過程耗時太長,一般為30~40min,嚴重影響加工效率,也直接導致成形滾輪損耗過多、壽命降低,從而增加成本。提出以車削代替滾輪磨削的方法,實現砂輪的快速成形。成形砂輪如圖7所示。
圖6 制式砂輪
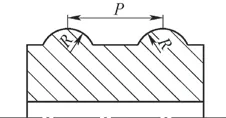
圖7 成形砂輪
4.2 試驗方法
采用100#棕剛玉砂輪,硬度等級為K。在車床上進行試驗。車削砂輪的關鍵在于刀具的選擇。采用PCD金剛石刀片、CBN硬質合金刀片及4種結構的金剛石筆共6種刀具進行試驗比較。
圖8所示為PCD金剛石刀片,是把超細金剛石粉末和金屬或陶瓷結合劑通過燒結壓制而成的固定形狀的刀片,可得到較好的加工表面,一般表面粗糙度值Ra可以達到0.2μm,具有高耐磨、摩擦力小及硬度高的特點,是加工非金屬新型材料的首選。

圖8 PCD金剛石刀片
CBN硬質合金刀片如圖9所示。CBN硬質合金刀片及PCD金剛石刀片可直接選用現有的通用刀桿(S25R-MVWNR16)進行車削,車床裝夾方式模擬磨床砂輪軸裝夾方式,采用心軸配合,車床裝夾心軸底端,砂輪上端面采用螺母及墊片鎖緊方式進行鎖緊保證。

圖9 CBN硬質合金刀片
金剛石筆是用作砂輪修整的常用工具,但因其造價成本較高,用在此處進行砂輪成形車削時,需綜合考慮成本及效果。選取4種常用的金剛石筆(見圖10)進行試驗。

圖10 4種常用的金剛石筆
試驗工況見表1。
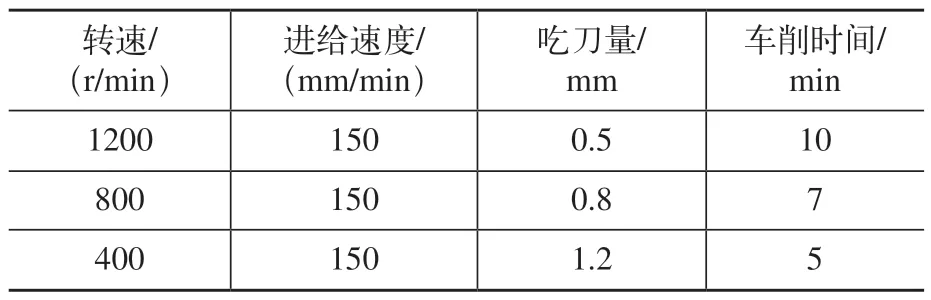
表1 試驗工況
4.3 試驗結果與分析
在表1所示試驗條件下,使用6種不同的刀具車削砂輪,試驗結果如下。
(1)CBN硬質合金刀片 單個刀尖車削一個砂輪后,即出現嚴重磨損(見圖11)。轉速越高,磨損量越大。從磨損形式看,主要是磨粒磨損,這說明CBN涂層的硬度不足以抵抗剛玉磨粒的磨削作用。

圖11 CBN刀片磨損
(2)PCD金剛石刀片 每個刀尖車削一個砂輪后,未發現刀尖有明顯磨損跡象,但刀尖出現崩斷現象(見圖12),說明此刀片刀尖強度不足。若采用較小主偏角的刀具,可以提高刀尖強度。

圖12 PCD刀片崩斷
(3)A型金剛石筆 車削一個砂輪后,金剛石刀尖磨損嚴重(見圖13)。刀尖為金剛石鍍層(金剛石粉末與結合劑燒結而成),由于金剛石顆粒小,因此車削時損耗大。由于砂輪本身顆粒大、耐磨削,車削時需使用大顆粒金剛石,才能提升使用壽命,因此此方案不可行。

圖13 車削后A型金剛石筆
(4)B型金剛石筆 車削一個砂輪后,金剛石刀尖崩裂(見圖14)。設計時考慮3粒金剛石耐磨性能更好,但是在實際使用時,僅有第1粒金剛石接觸產品在使用,且車削時刀背強度不夠,直接崩裂。

圖14 車削后B型金剛石筆
(5)C型金剛石筆 首個砂輪未車削完即出現金剛石刀尖崩裂現象(見圖15)。因金剛石刀尖焊接結構存在問題,車削強度不夠,故車削時刀尖直接崩裂。

圖15 車削后C型金剛石筆
(6)D型金剛石筆 車削后刀尖無明顯損耗(見圖16)。車削50件未見明顯磨損。

圖16 車削后D型金剛石筆
車削完畢后的砂輪再進行滾輪修整,得到最終的形狀輪廓。
5 成本效益分析
一臺研磨設備大概24萬元,使用年限為10年,則設備成本為24÷10=2.4(萬元/年)。
一塊研磨砂輪(P1000×70×450)采購成本大概4000元,年均消耗總量為20塊,研磨砂輪消耗成本為0.4×20=8(萬元/年)。
全廠內圈年產量為2190萬件(以2017年采購量計算),研磨人員平均工資為0.0155~0.03元/件,如果以0.02元/件計算,則每年的人力成本大概為0.02×2190=43.8(萬元/年)。
取消研磨工藝的方案全面推廣,預計節約成本:2.4+8+43.8=54.2(萬元/年)。
另一方面,在磨削加工設備及金剛石滾輪的保證下,可以將內圈端面磨削加工工藝再做簡化,取消平面磨床加工,直接用滾輪修整砂輪來磨削端面,從而縮減內圈工藝流程,提高效率,降低成本。
以車削代替滾輪磨削的方法,實現砂輪的快速成形后,在時間上,原來采用滾輪成形并修正,平均耗時35min,現在只需14min,縮短60%。
加工方法改進前后單件加工費用對比見表2。加工成本單價從0.584元降至0.522元,降低10.6%。以年產1000萬套輪轂軸承為例,每年可以降低成本62萬元。

表2 加工方法改進前后單件加工費用對比 (單位:元)
CBN刀片因磨損過大,故不適合車削砂輪;PCD刀片及雙排、單排金剛石筆車削砂輪易導致刀尖崩刃。單點金剛石筆可用于車削砂輪,車削后再經滾輪精修整,可以大幅度提升生產效率,并降低成本。該方法工藝簡單,值得推廣。
6 結束語
通過對輪轂軸承磨削工藝的優化研究,在精益生產ECRS原則的指導下,提出基于車削的砂輪快速成形、取消內圈研磨以及采用連體磨削合并工藝的優化方法。
優化方法的應用,使磨削工藝質量得到顯著提高,生產線平衡率提升5%,總磨削時間降低9%,綜合成本下降12%。同時,取消研磨工序大大縮短了工藝流程,減少了耗時,節約了人力和設備成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52