基于價(jià)值流圖的注塑車間精益改善研究
2024-04-09 10:51:07盧旭朱玉杰
科技創(chuàng)新與應(yīng)用 2024年10期
盧旭 朱玉杰

摘? 要:應(yīng)用價(jià)值流圖分析L公司注塑車間產(chǎn)品不良率高、換型時(shí)間長(zhǎng)、現(xiàn)場(chǎng)管理混亂和注塑加工時(shí)間長(zhǎng)等問題。應(yīng)用潛在失效模式與后果分析、快速換型、10S管理、ECRS原則和人機(jī)作業(yè)分析等技術(shù)對(duì)產(chǎn)品質(zhì)量、換型時(shí)間、生產(chǎn)現(xiàn)場(chǎng)和注塑加工進(jìn)行精益改善。Valeo連接器交貨周期由22 d縮短至8.35 d,平衡率由35.7%提高至50.2%,不良品率由10%降至2%,換型時(shí)間由81.5 min縮減至45 min,注塑加工時(shí)間由28.5 s縮短至13 s,提高注塑機(jī)OEE 15.5%,現(xiàn)場(chǎng)秩序得到改善。
關(guān)鍵詞:精益改善;價(jià)值流圖;潛在失效模式與后果分析;快速換型;10S管理
中圖分類號(hào):TQ320.8? ? ? 文獻(xiàn)標(biāo)志碼:A? ? ? ? ? 文章編號(hào):2095-2945(2024)10-0155-06
Abstract: The problems of high defect rate, long changing time, disordered management and long processing time in injection molding workshop of L company were analyzed with value stream mapping(VSM).This paper applies potential failure mode and effects analysis (FMEA), single minute exchange of die(SMED), 10S management, ECRS principle and man-machine joint operation analysis to make lean improvement(kaizen) to product quality, mold change time, production site and injection molding process. The delivery cycle of Valeo connector is shortened from 22 days to 8.35 days, the balance rate is increased from 35.7% to 50.2%, the reject rate is reduced from 10% to 2%, the mold change time is reduced from 81.5 min to 45 min, the injection molding processing time is reduced from 28.5 s to 13 s, the injection molding machine OEE 15.5% is improved, and the field order is improved.
Keywords: kaizen; value stream mapping (VSM); potential failure mode and effects analysis (FMEA); single minute exchange of die (SMED); 10S management
《中國(guó)制造2025》目標(biāo)指明,大力推行精益生產(chǎn)、質(zhì)量診斷、質(zhì)量持續(xù)改進(jìn)等先進(jìn)生產(chǎn)管理模式,體現(xiàn)制造業(yè)強(qiáng)國(guó)的特征,提升制造業(yè)整體素質(zhì)[1]。精益生產(chǎn)[2]對(duì)于中國(guó)制造業(yè)競(jìng)爭(zhēng)力的增強(qiáng)具有積極作用,價(jià)值流圖[3-4]是精益生產(chǎn)中的一種視覺化分析工具。隨著精益生產(chǎn)在企業(yè)的普及和應(yīng)用,國(guó)內(nèi)越來越多的制造企業(yè)認(rèn)識(shí)到價(jià)值流管理的重要性,并逐步在企業(yè)開展和實(shí)施價(jià)值流管理。
潛在失效模式及后果分析(FMEA)技術(shù)廣泛地應(yīng)用于航空、航天等軍用系統(tǒng)的研制中,現(xiàn)己普及到汽車、電子和醫(yī)療設(shè)備等民用產(chǎn)品。20世紀(jì)80年代,F(xiàn)MEA技術(shù)被引入我國(guó),應(yīng)用于航空、航天和電子等領(lǐng)域,國(guó)內(nèi)對(duì)FMEA的研究始于2000年,而且研究?jī)?nèi)容多集中于FMEA與其他方法的集成應(yīng)用[5-6]。
1? 注塑車間生產(chǎn)現(xiàn)狀與問題分析
1.1? 現(xiàn)狀價(jià)值流圖
L公司是以產(chǎn)品和模具研發(fā)為核心,以先進(jìn)的模具開發(fā)、精密沖壓和注塑等制造技術(shù)為支撐,為汽車領(lǐng)域客戶提供連接器的電子塑膠企業(yè)。注塑產(chǎn)品有配件,采用一次或多次成型。以Valeo連接器為主要研究對(duì)象,生產(chǎn)數(shù)據(jù)見表1。
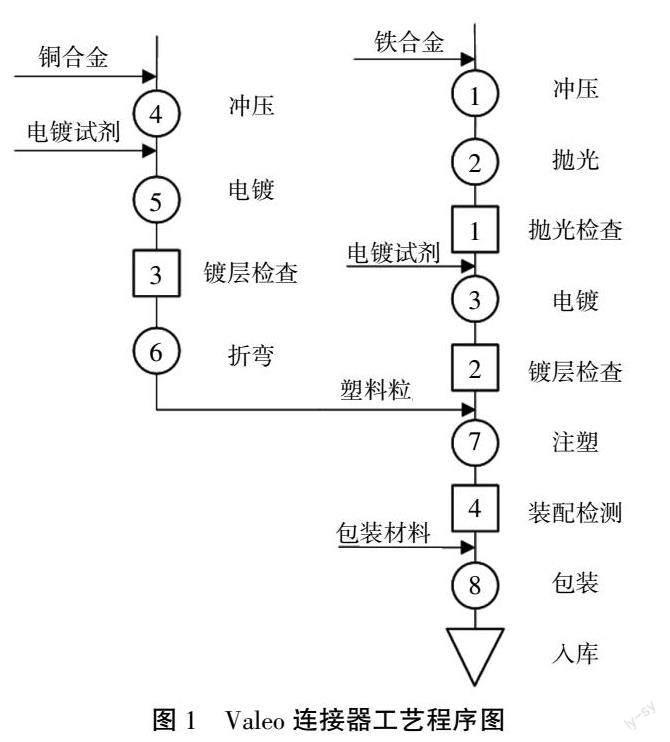
Valeo連接器的加工工藝如圖1所示。
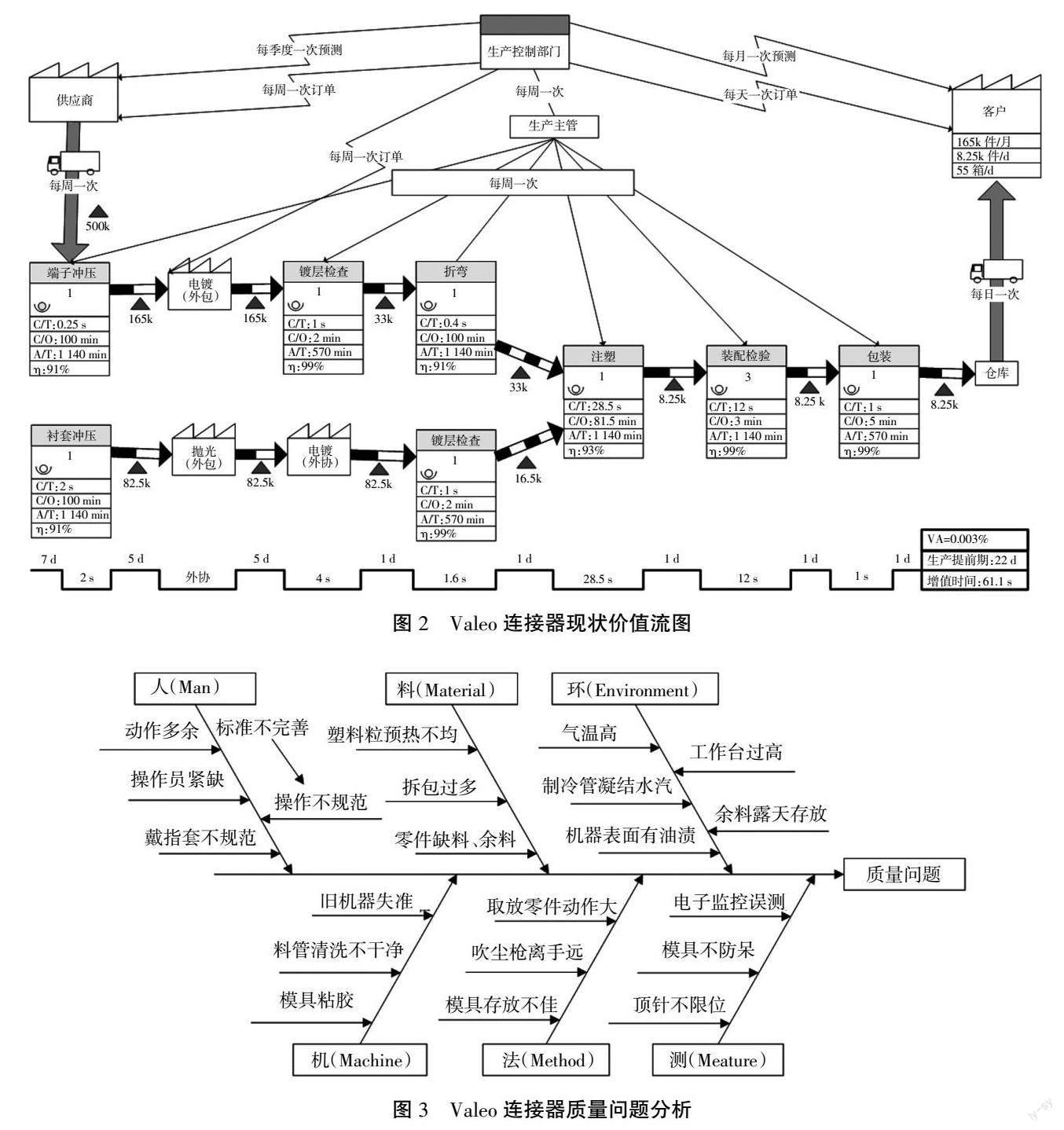
Valeo連接器現(xiàn)狀價(jià)值流圖如圖2所示。
1.2? 注塑車間問題分析
1.2.1? 產(chǎn)品不良率高
注塑產(chǎn)品種類多達(dá)上百種,產(chǎn)品體積較小,通常重量不超過100 g。質(zhì)量部門統(tǒng)計(jì)結(jié)果顯示,Valeo連接器的不良率為10%,即平均每100模出現(xiàn)10模不良品,該產(chǎn)品質(zhì)量問題分析如圖3所示。
通過現(xiàn)場(chǎng)調(diào)查和分析,具體問題如下。①各部門控制質(zhì)量各自為政。②控制質(zhì)量方法未標(biāo)準(zhǔn)化。③處理問題的優(yōu)先級(jí)不明確,措施執(zhí)行不到位。④控制質(zhì)量方法亟需與國(guó)際接軌。⑤控制質(zhì)量有待向源頭深入。
圖1? Valeo連接器工藝程序圖
1.2.2? 換型時(shí)間長(zhǎng)
注塑車間每天生產(chǎn)十幾種產(chǎn)品,因此出現(xiàn)頻繁換型的情況。立式機(jī)換型約80 min,由于各機(jī)器換型時(shí)間長(zhǎng),且換模技術(shù)員不足,需要采取措施以壓縮換型時(shí)間。通過現(xiàn)場(chǎng)調(diào)查和價(jià)值流圖分析,具體問題如下。①人員配合不到位。②模具緊固方式效率低。③模具存放環(huán)境不佳。④模具故障率高。⑤修模技術(shù)不成熟。
1.2.3? 現(xiàn)場(chǎng)管理混亂
通過現(xiàn)場(chǎng)調(diào)查,發(fā)現(xiàn)具體問題如下。①?zèng)]有明確區(qū)分必要品與非必要品。②必需品沒有明確標(biāo)識(shí)。③沒有按時(shí)打掃機(jī)器衛(wèi)生。④清潔區(qū)域無責(zé)任劃分,無固定人員、區(qū)域和時(shí)間。⑤良品和不良品沒有明顯的標(biāo)識(shí)加以區(qū)分,出現(xiàn)混裝。⑥操作員手指套不按要求穿戴。
1.2.4? 設(shè)備綜合效率低
L公司注塑車間配有立式機(jī)30臺(tái),操作員的緊缺程度嚴(yán)重,而立式注塑機(jī)的設(shè)備綜合效率并不高。結(jié)合價(jià)值流圖分析,問題如下。①立式機(jī)的設(shè)備綜合效率低,主要因?yàn)椴僮鲉T作業(yè)時(shí)間長(zhǎng),機(jī)器需等待操作員。②操作員緊缺,每臺(tái)機(jī)器配備1名操作員,人機(jī)作業(yè)不均衡。
2? 改善方案的實(shí)施
2.1? FMEA技術(shù)控制質(zhì)量
產(chǎn)品的不良形式種類較多,如漏裝襯套、高低PIN、襯套包膠、飛邊、澆口殘余過高及堵孔等。針對(duì)注塑車間產(chǎn)品不良率高、事后控制質(zhì)量、采取措施優(yōu)先級(jí)不明確等問題,應(yīng)用FMEA技術(shù),成立FMEA小組,從源頭控制質(zhì)量。
FMEA小組應(yīng)用頭腦風(fēng)暴法,討論注塑生產(chǎn)過程潛在的失效模式,評(píng)定注塑生產(chǎn)失效模式的嚴(yán)重度(S,1≤S≤10)、頻度(O,1≤O≤10)和探測(cè)度(D,1≤D≤10)的分?jǐn)?shù),對(duì)嚴(yán)重度超過8分或風(fēng)險(xiǎn)值(RPN,1≤RPN≤1 000)超過90分的失效模式采取控制措施,再次評(píng)定嚴(yán)重度、頻度和探測(cè)度的分?jǐn)?shù),直到嚴(yán)重度控制在8分以內(nèi)或風(fēng)險(xiǎn)值控制在90分以內(nèi)。FMEA小組對(duì)注塑生產(chǎn)潛在失效模式和后果分析見表2。
2.2? 快速換型
針對(duì)注塑車間換型過程中人員配合不佳、模具緊固方式效率低、行車叉車不匹配等問題,應(yīng)用快速換型技術(shù)縮短換型時(shí)間。
2.2.1? 計(jì)算生產(chǎn)準(zhǔn)備時(shí)間
切換過程分為內(nèi)部作業(yè)和外部作業(yè),內(nèi)部作業(yè)是操作時(shí)必須停機(jī)才能進(jìn)行的作業(yè),比如模具和夾具的拆裝、更換。外部作業(yè)是在機(jī)器停機(jī)前后均可進(jìn)行切換的作業(yè)。內(nèi)部作業(yè)時(shí)間決定了切換時(shí)間,外部作業(yè)時(shí)間不影響切換時(shí)間。生產(chǎn)Valeo連接器的注塑機(jī)換型操作過程見表3,總時(shí)間為4 890 s。
2.2.2? 改善內(nèi)作業(yè)
換模小組運(yùn)用頭腦風(fēng)暴法,使用“問題-原因-對(duì)策”的方式,確定改善內(nèi)作業(yè)的最佳方法。①使用標(biāo)準(zhǔn)化工具。螺絲刀、扳手等各類工具配備標(biāo)準(zhǔn)化工具箱,根據(jù)大小型號(hào)分類,方便使用。②使用輔助工具。在外作業(yè)時(shí)間,將模具安裝在輔助夾具之上,在內(nèi)作業(yè)時(shí)間就可以將模具快速安裝到機(jī)臺(tái)上。③使用功能性夾具和快速緊固件。采用的新型夾具類型有梨型孔、U型槽、C型墊片和劈開的螺紋,應(yīng)用快速緊固件取代螺栓螺母緊固方式。④減少調(diào)整時(shí)間。使用標(biāo)準(zhǔn)程序,培訓(xùn)架模工,力爭(zhēng)依賴于數(shù)值,而不是架模工的直覺;采用定位孔、銷、導(dǎo)軌和卡規(guī)等方式,減少使用拉尺、卡尺等需要調(diào)整的量具。
2.2.3? 改善外作業(yè)
改善外部作業(yè),使用頭腦風(fēng)暴法,具體問題具體分析。①使用點(diǎn)檢表。借助準(zhǔn)備材料點(diǎn)檢表,列出換型作業(yè)過程需要的工具、部件以及需要的人員等。②使用模具記錄冊(cè)。換模前進(jìn)行功能檢查,一個(gè)模具對(duì)應(yīng)一本記錄冊(cè),檢查模具、配件和夾具狀況是否良好、功能是否齊全。③改善模具存放環(huán)境。根據(jù)臥式和立式機(jī)進(jìn)行模具分類存放,存儲(chǔ)模具環(huán)境保證恒溫、無水汽,定期檢查模具存放條件、模具狀態(tài)。④改進(jìn)部件和工具的運(yùn)輸。臥式機(jī)模具使用行車和小推車配合完場(chǎng)換模,立式機(jī)模具運(yùn)輸小車根據(jù)機(jī)器大小和模具噸位來選擇,同樣都具備可升降、可轉(zhuǎn)向、帶滾軸的功能。⑤縮短有效架模時(shí)間。新的部件和工具必須在停機(jī)前運(yùn)到現(xiàn)場(chǎng),換下的部件和工具存放于工作現(xiàn)場(chǎng),換模時(shí)只動(dòng)手不動(dòng)腳,杜絕不需要的移動(dòng)。⑥定期維護(hù)模具。生產(chǎn)一定數(shù)量產(chǎn)品之后,清洗、保養(yǎng)模具。
表3? 注塑機(jī)換型步驟
2.3? 10S管理
針對(duì)生產(chǎn)現(xiàn)場(chǎng)管理混亂,應(yīng)用10S管理提升現(xiàn)場(chǎng)秩序。10S管理是指對(duì)生產(chǎn)現(xiàn)場(chǎng)的人機(jī)料法環(huán)等生產(chǎn)要素進(jìn)行有效的管理[7]。
2.3.1? 10S口訣
將10S管理的內(nèi)容制成口訣,方便管理者、操作員使用,鼓勵(lì)公司所有人進(jìn)行背誦,使10S管理方法深入人心,提升現(xiàn)場(chǎng)管理水平。10S口訣與對(duì)應(yīng)事務(wù)見表4。
2.3.2? 推行10S委員會(huì)
推行10S管理經(jīng)歷形式化、行動(dòng)化和習(xí)慣化3個(gè)階段。從最初的形式上強(qiáng)制規(guī)范員工行為,到員工自覺按要求行動(dòng),使員工形成行動(dòng)的習(xí)慣,最終成為企業(yè)文化。管理層、生產(chǎn)線線長(zhǎng)、班長(zhǎng)、操作員不僅需要將10S內(nèi)容牢記于心,更重要的是將管理活動(dòng)落實(shí)到行動(dòng)中,建立推行10S委員會(huì)制度。
通過委員會(huì)制度,每周實(shí)施10S競(jìng)賽,以科室為單位,進(jìn)行委員會(huì)現(xiàn)場(chǎng)評(píng)分,實(shí)得分?jǐn)?shù)前3名,發(fā)給獎(jiǎng)金和通報(bào)表揚(yáng),第一名獎(jiǎng)勵(lì)500元及通報(bào)表揚(yáng),第二名獎(jiǎng)勵(lì)300元及通報(bào)表揚(yáng),第三名獎(jiǎng)勵(lì)200元及通報(bào)表揚(yáng)。第一名獲得“10S流動(dòng)紅旗”,供其他各科參觀學(xué)習(xí)。培養(yǎng)員工良好10S習(xí)慣,是推行10S的最終目的,是成功推行10S的標(biāo)志。
表4? 10S口訣表
2.4? 提升OEE
針對(duì)注塑機(jī)等待操作員導(dǎo)致設(shè)備性能開動(dòng)率低的問題,根據(jù)ECRS原則[8],取消、簡(jiǎn)化、合并、重排生產(chǎn)程序,進(jìn)行注塑生產(chǎn)流程再造,縮短Valeo連接器生產(chǎn)周期,提高機(jī)器性能開動(dòng)率。
對(duì)于吹潔操作,裝備自動(dòng)吹潔氣管,取消人工吹潔。在合模之前,自動(dòng)吹潔,節(jié)省吹潔作業(yè)時(shí)間4 s。裝備電子眼檢測(cè)設(shè)備,進(jìn)行智能化防錯(cuò),提高產(chǎn)品的合格率。對(duì)于操作員手工逐個(gè)埋端子耗費(fèi)時(shí)間長(zhǎng)的問題,開發(fā)承座治具,操作員將端子暫存于承座治具,一次將4枚端子埋入模具,減少頻繁埋入端子動(dòng)作。
Valeo連接器生產(chǎn)過程是1人操作1臺(tái)轉(zhuǎn)盤式注塑機(jī),注塑機(jī)轉(zhuǎn)盤上安裝2套模具,生產(chǎn)方式相當(dāng)于“1人2機(jī)”生產(chǎn)方式,人機(jī)聯(lián)合作業(yè)分析如圖4所示。“1人2機(jī)”的生產(chǎn)方式,埋端子和吹潔操作時(shí)間較長(zhǎng),注塑機(jī)利用率較低,操作員負(fù)荷較大,生產(chǎn)能力較低。采用“2人2機(jī)”生產(chǎn)方式,應(yīng)用承座治具埋端子,自動(dòng)吹潔代替人工吹潔,有效提高設(shè)備利用率,合理減輕操作員負(fù)荷,生產(chǎn)能力得到提升。
3? 改善效果及評(píng)價(jià)
在注塑車間實(shí)施精益改善方案之后,改進(jìn)效果明顯,如質(zhì)量提高、交貨周期縮短、生產(chǎn)效率提升、員工積極性提高,具體改進(jìn)效果見表5。
圖4? 人機(jī)聯(lián)合作業(yè)分析
表5? 改進(jìn)效果統(tǒng)計(jì)
Valeo連接器未來價(jià)值流圖如圖5所示。
4? 結(jié)論
將精益工具和FMEA技術(shù)結(jié)合,解決注塑車間換型時(shí)間長(zhǎng)、現(xiàn)場(chǎng)混亂、過程浪費(fèi)和質(zhì)量問題,提升L公司的注塑生產(chǎn)效率,提升企業(yè)競(jìng)爭(zhēng)力。總結(jié)了L公司注塑車間運(yùn)用精益工具改善生產(chǎn)過程的成功經(jīng)驗(yàn),豐富了精益生產(chǎn)在注塑行業(yè)的應(yīng)用案例,為之后在注塑行業(yè)推廣精益生產(chǎn)提供參考。
參考文獻(xiàn):
[1] 鄭國(guó)偉.《中國(guó)制造2025》解讀與體會(huì)[J].制造技術(shù)與機(jī)床,2018(9):7-8.
[2] 劉樹華,魯建廈,王家堯.精益生產(chǎn)[M].北京:機(jī)械工業(yè)出版社,2009.
[3] 江欣昊,李乃梁,王浩楠.基于VSM和TOC的車間生產(chǎn)系統(tǒng)改善[J].工業(yè)工程,2018,21(2):94-102.
[4] ADWAIT D, SAILY K, JAYANT G,et al. Design and evaluation of a Lean Manufacturing framework using Value Stream Mapping (VSM) for a plastic bag manufacturing unit[J]. Materials Today: Proceedings,2018,5(2):7668-7677.
[5] 李文定.淺談FMEA在鑄造質(zhì)量管理中的應(yīng)用[J].中國(guó)鑄造裝備與技術(shù),2018,53(6):75-77.
[6] LO H W, LIOU J J H. A novel multiple-criteria decision-making-based FMEA model for risk assessment[J]. Applied Soft Computing, 2018(73):684-696.
[7] 趙秀青.基于《企業(yè)現(xiàn)場(chǎng)管理準(zhǔn)則》的“10S”創(chuàng)新應(yīng)用[J].企業(yè)改革與管理,2018(16):20-21.
[8] 朱華炳,王龍,涂學(xué)明,等.基于ECRS原則與工序重組的電機(jī)裝配線產(chǎn)線平衡改善[J].機(jī)械設(shè)計(jì)與制造,2013(1):224-226.
猜你喜歡
新作文·小學(xué)低年級(jí)版(2021年9期)2021-11-27 07:57:46
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
學(xué)生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
汽車零部件(2014年11期)2014-09-18 11:57:16
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44
兒童故事畫報(bào)(2013年3期)2013-06-24 05:40:30