引江濟淮鋼渡槽316L+Q345qD 不銹鋼復合板焊接接頭過渡層厚度對焊接接頭性能影響的研究
2024-04-12 09:02:00王潤國WANGRunguo
價值工程 2024年8期
王潤國WANG Run-guo
(中鐵四局集團鋼結構建筑有限公司,合肥 230031)
0 引言
不銹鋼復合板通常是以碳鋼或低合金結構鋼為基體、以各種不銹鋼為復層,通過爆炸焊或熱機械軋制方法而形成的兩層或多層金屬結構材料。不銹鋼/碳鋼復合板代替不銹鋼可節約Cr、Ni 合金元素70%以上,常規生產工藝可降低成本30%-50%,作為一種資源節約型的產品,已經廣泛應用于石油工業、化學工業以及建筑等行業。
由于不銹鋼復合鋼板基層與復層的性能與成分相差迥異,受復層化學成分的影響,復合焊接時,焊接接頭中的金屬Cr、Ni 成分隨焊接增高,金屬成分聚集位置脆硬易產生裂縫。而相應地,復層因焊接產生C 成分聚集會降低復合板的耐腐蝕性。因此,過渡層的焊接質量直接影響到焊接接頭的綜合性能,應嚴謹選擇。
于文忠等人研究發現,均采用CO2氣體保護焊以及藥芯焊絲的過渡層與復層滿足承載及防腐需求[1]。王文先等人在復合鋼板過渡層焊縫焊接時選用高Cr、Ni 的焊絲,得到奧氏體加彌散分布的鐵素體焊后組織,保證了基體焊縫的力學性能要求[2]。田曉軍等人對焊接接頭進行晶間腐蝕試驗,發現隨著復合板焊接接頭過渡層稀釋率增大,Cr、Ni含量降低,碳含量增加,降低了接頭耐晶間腐蝕能力[3]。
引江濟淮工程跨徑布置為(68+110+68)m,屬于國務院要求快速建成的172 項重大節水供水工程之列,通過全焊鋼桁梁結構承擔全焊渡槽的形式,淠河跨越運河而上下均通水通航,是跨度世界第一的通水通航的鋼渡槽工程。渡槽底板、渡槽壁板材質均為焊接316L+Q345qD 不銹鋼復合板,有(4+20)mm、(4+30)mm 兩種規格。由于水為對鋼結構焊縫耐久性影響較大的介質,且鋼結構焊縫性能受水流荷載及溫變荷載等疲勞性質的荷載影響較大,焊接工藝應確保焊縫質量可靠。不銹鋼復合板焊接雖有相關國家標準指導,但對316L+Q345qD 不銹鋼復合板的焊接暫無大量可供參考的數據用于工程建設。
針對本工程采用的24mm 厚316L+Q345qD 不銹鋼復合板,取3~5mm 作為厚度參數,通過試驗統計分析不同條件下過渡層化學成分稀釋影響焊接的程度,分析焊接接頭的化學成分及微觀組成形式,以抗拉、抗沖切為強度指標、以硬度為物理性能指標進行力學試驗,同時采用浸液后抗彎強度為指標進行晶體內部抗腐蝕性能試驗,綜合評判各組焊接接頭試驗結果,為渡槽316L+Q345qD 不銹鋼復合板焊接確定合適的焊接工藝參數。
1 試驗材料及方法
本文試驗基層材料為橋梁鋼材Q345qD,復層材料為不銹鋼板316L,基層與復層間填充不同厚度的TS309LFC11 焊絲,而作為自行連接部分,基層間填充ER50-6 焊絲,復層間填充材料為TS316L-FC11。
試件制作過程嚴格按照《不銹鋼復合鋼板和鋼帶》,試件尺寸厚24mm,其中基層厚度20mm,復層厚度4mm,試件寬200mm,長度取為400mm,每層內、層間均采用對接焊縫形式,焊接方法采用CO2氣體保護焊,焊接形式為多層多道焊。基層、復層、過渡層材料所用的化學成分如表1所示,試件制作焊接的工藝參數如表2。

表2 焊接工藝參數
為了研究焊接過渡層厚度對接頭組織性能的影響,固定復層焊縫厚度2mm,通過改變基層材料的預留深度,設置了3mm、4mm、5mm 三類過渡層厚度,三類不同厚度過渡層的焊縫取樣形式見圖1,試板共六塊,試板編號1、2過渡層厚度3mm,試板編號3、4 過渡層厚度4mm,試板編號5、6 過渡層厚度5mm,每種厚度依次采用焊接參數1、2。試件制作完畢后,逐個取樣測試分析。

圖1 不同厚度過渡層形式
2 實驗結果及分析
2.1 化學成分檢測
六組試樣復層焊接接頭焊縫區的化學成分如表3 所示,過渡層金屬化學成分見表4。由表3 可知,復層化學成分在316L 不銹鋼的標準成分范圍內,焊后具有良好的防腐蝕性能。由表4 可以看出,對接接頭過渡層區域化學成分中Cr 和Ni 元素含量略低于309S 不銹鋼的標準成分范圍,原因是過渡層與基層反應造成了元素的稀釋,且不同焊接工藝參數造成的稀釋量不同,整體上呈現出隨過渡層厚度增加,稀釋程度加劇的趨勢。

表3 對接接頭復層化學成分(wt.%)

表4 對接接頭過渡層化學成分(wt.%)
2.2 拉伸強度
拉伸強度測試的試驗過程嚴格依據標準GB/T 2652以及標準GB/T 2651,試驗對象分別取為熔敷金屬和焊接接頭。試驗對象均取自試驗試件中心位置,熔覆金屬試驗對象截取自橫截面上,包括基層和復層;焊接接頭從垂直焊縫方向截取。不同試樣均斷裂在靠近試樣中心位置,試樣標距處和斷口處發生明顯的頸縮現象,熔敷金屬和對接接頭的抗拉強度、屈服強度見圖2。
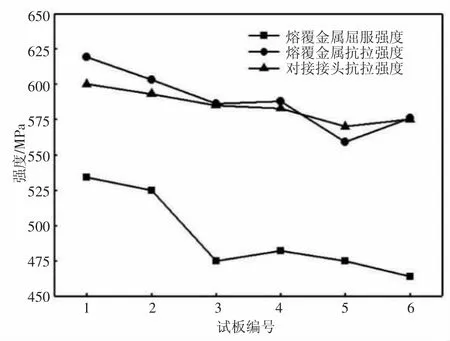
圖2 拉伸試驗結果
試板熔覆金屬、對接接頭的抗拉強度均高于316L+Q345qD 不銹鋼復合板基層材料在使用條件下490MPa 的最小抗拉強度;屈服強度均滿足高于Q345qD 屈服強度345MPa 的要求。整體呈現出隨過渡層厚度增加,強度下降的趨勢,其中1、2 號試板的熔敷金屬屈服強度變化最為明顯,原因為復合板接頭基層預留深度越大,焊接電流越大,會加劇過渡層不銹鋼與基層碳鋼成分的稀釋。
2.3 沖擊性能
對六組焊接試板取樣測試沖擊功,一組從基層焊縫取樣,焊縫中心設置V 型缺口開,用于沖擊試驗;對比組試樣取樣位置改為熱影響區,V 型坡口位置移動至熔合線以外,試驗溫度取為-20℃,沖擊性能實驗數據見圖3。六組接頭沖擊功試驗結果均滿足不低于34J 的技術要求,其中,過渡層厚為3mm 的兩組接頭沖擊功最高。
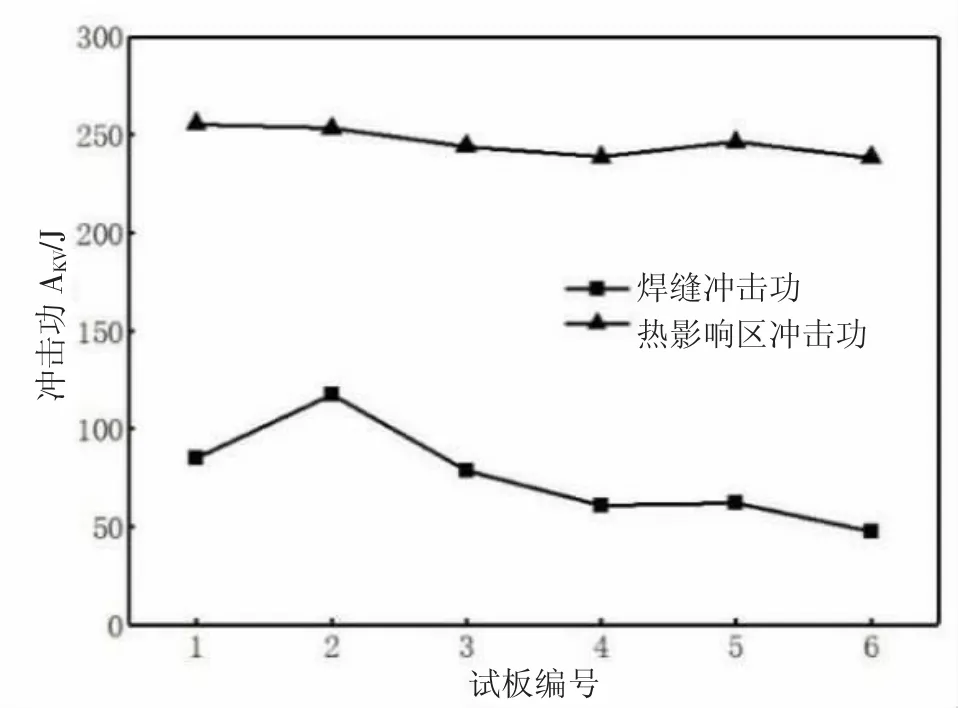
圖3 沖擊試驗結果
2.4 硬度測試
對六組焊接接頭沿“母材-熱影響區-焊縫金屬”方向進行維氏硬度測試,測試結果見表5。

表5 硬度測試結果HV10
由表5 結果表明,試件硬度受過渡層厚度及焊接工藝影響較小,且遠小于Q345qD 鐵路橋鋼焊接接頭的最高硬度臨界值380HV10,均滿足技術要求。熱影響區的硬度與母材硬度正相關且過渡區的熔合線位置沒有硬度突變,說明晶粒由于受熱循環的影響發生一定的粗化,但不嚴重,從而可以判斷六種焊接工藝下獲得的接頭產生冷裂紋的傾向較低,側面印證沖擊試驗結果。
2.5 接頭微觀分析
每個試件的過渡區微觀組織結構分別見圖4。由圖4 可知,在過渡層位置,焊縫組織均為奧氏體基體,基體上方均勻分布黑色鐵素體。伴隨過渡層厚度的增加,鐵素體直徑變粗且密度增大,由蠕蟲狀轉變為骨骼狀。

圖4 焊接接頭過渡層金相組織
鐵素體由于奧氏體基體不均勻急速冷卻產生,當其過程發生δ→γ 轉變時,鐵素體可以有效避免金屬成分尤其是Cr 流失區域的發生,提高試件(實際復合板)焊縫的耐晶間腐蝕性,減少溫度產生的焊接裂縫。若工藝控制不當,導致δ 鐵素體轉變為σ 相,則產生與上述相反的性能效果,應進一步檢測焊接接頭耐晶間腐蝕的性能。
2.6 晶間腐蝕彎曲試驗
將六種焊接接頭置于H2SO4-CuSO4 溶液中晶間腐蝕后進行背彎試驗,檢測裂紋生成情況。結果證明所有接頭的抗晶間腐蝕性能良好,符合技術要求。由于多層多道焊接中后續道次會對前序堆焊有加熱作用,若線能量控制不當,會導致過渡層中Cr、Ni 含量降低,基層中C 原子會大量遷移至過渡層,造成晶粒粗大、鐵素體含量降低等現象,加大晶間腐蝕傾向。
3 總結
①24mm 厚的316L+Q345qD 不銹鋼復合板在不同過渡層厚度條件下均采用二氧化碳保護焊接方法,基層、復層以及過渡層形成的焊接接頭均滿足標準要求且力學性能良好。
②基板預留深度、焊接電流對過渡層拉伸、沖擊性能影響顯著,本工程中采用焊接電流180A,基層預留1mm,復層焊接2mm,即過渡層厚3mm 時,綜合性能表現優異。
③不同過渡層厚度、焊接電流的復合板焊接接頭抗晶間腐蝕性能均符合指標要求,但鐵素體形態隨過渡層厚度增加而粗化,過渡層厚度越大的接頭處出現腐蝕問題的風險越高。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年13期)2019-08-20 03:54:10
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
大眾攝影(2016年4期)2016-05-25 13:19:48