新型前處理工藝在鋼鋁混合材料上的應用
2024-04-29 09:09:43褚旭周憲民張蕾梁嘉寧王爽周瑜
汽車工藝與材料 2024年4期
褚旭 周憲民 張蕾 梁嘉寧 王爽 周瑜


摘要:通過掃描電鏡(SEM)、電感耦合等離子體發射光譜儀、循環交變鹽霧試驗機等設備就后處理技術在鋼鋁混材表面處理上的應用進行研究。結果表明:車身上的冷軋板、鍍鋅板經過新型前處理工藝處理后表面形成均勻致密的磷化膜;鋁板經過新型前處理工藝處理后,其表面形成鈍化膜;隨著鋁材在鋼鋁混合材料中占比的提升,磷化渣產生量逐漸降低;當處理材料僅為鐵材時,磷化渣量為2.5 g/m2,當所處理的材料全部為鋁材時,磷化渣量低于0.5 g/m2;新型前處理工藝處理鋼鋁混材時,磷化液中離子濃度均保持穩定水平;3種板材的漆膜附著力測試結果均符合標準要求;冷軋板經過1 000 h鹽霧檢測后,單邊擴蝕小于2 mm,漆膜未發生起泡和剝離;鋁板和鍍鋅板經過1 008 h循環交變測試后,單邊擴蝕寬度小于2 mm,漆膜未發生起泡和剝離。
關鍵詞:鋼鋁混材 磷化膜 鈍化膜 附著力 耐腐蝕性
中圖分類號:U466?? 文獻標志碼:B?? DOI: 10.19710/J.cnki.1003-8817.20230209
Application of New Pretreatment Technology in Steel-Aluminum Hybrid Materials
Chu Xu1, Zhou Xianmin1, Zhang Lei1, Liang Jianing2, Wang Shuang1, Zhou Yu1
(1.Shen Yang Parkerizing Co., Ltd., Shenyang 110000;2.Beijing Benz Automotive Co., Ltd., Beijing 100176)
Abstract: The application of post-treatment technology in the surface treatment of steel-aluminum mixture was studied by Scanning Electron Microscope (SEM), inductively coupled plasma emission spectrometer and cyclic alternating salt spray tester. The results show that the cold-rolled sheet and galvanized sheet on the car body form uniform and dense phosphating film after the new pretreatment process. After the new pretreatment process, a passive film was formed on the surface of aluminum plate. With the increase of aluminum in steel-aluminum mixture, the amount of slag in phosphating solution decreases gradually. When the treated material is only iron, the slag in phosphating solution is 2.5 g/m2, and when all the treated materials are aluminum, the slag in phosphating solution is lower than 0.5 g/m2. When the new pretreatment process is used to treat the steel-aluminum mixture, the concentration of all ions in the phosphating solution can be kept at a stable level. The adhesion test results of paint films of three aluminum plates meet the standard requirements. After 1 000 h salt spray test, the unilateral corrosion of cold-rolled plate is less than 2 mm, and there is no foaming and peeling of paint film. After 1 008 h cyclic alternating test of aluminum plate and galvanized plate, the width of unilateral corrosion expansion is less than 2 mm, and the paint film does not bubble or peel off.
Key words: Steel-aluminum hybrid material, Phosphating film, Passivating film, Adhesion, Corrosion resistance
作者簡介:褚旭(1992—),男,中級工程師,碩士學位,研究方向為汽車輕量化材料表面處理技術開發。
參考文獻引用格式:
褚旭, 周憲民, 張蕾, 等. 新型前處理工藝在鋼鋁混合材料上的應用[J]. 汽車工藝與材料, 2024(4): 28-31.
CHU X, ZHOU X M, ZHANG L, et al. Application of New Pretreatment Technology in Steel-Aluminum Hybrid Materials[J]. Automobile Technology & Material, 2024(4): 28-31.
1 前言
鋁合金作為結構材料中最為常用的一種輕質金屬,具有良好的耐蝕性能和強度,并且可焊接。在汽車工業輕量化發展的背景下,鋁合金在車身上的應用比例也逐漸提升[1-3]。有資料表明,使用鋁材替代鋼材能夠使汽車質量減輕30%~40%,耗油量相應也會降低18%~40%。現階段,大量新車型在門板、機蓋板以及部分零部件等部位均應用了鋁材,這也使得整個車身材料變為鋼鋁混合結構[4-6]。在白車身的涂裝前處理工段,大多數生產線依然延用著傳統的磷酸鹽前處理工藝,在處理含鋁材時需要額外添加氟化物促使鋁材表面形成磷化膜。鋁材形成的磷化渣結晶細小,容易吸附車身,需要額外添加沉渣劑來促進鋁渣的凝聚和沉降,這對除渣設備提出了更高的要求,也增加了藥劑的消耗[7]。為降低鋼鋁混材車型的前處理生產成本和磷化渣處理壓力,提出一種新型前處理工藝。
2 試驗材料及工藝流程
試驗所用材料為6000系鋁板、鍍鋅板和冷軋板,3種板材的主要成分如表1~表3所示。
新型前處理工藝的具體步驟為:脫脂→水洗→表調→磷化→水洗→鈍化→純水洗→烘干。該工藝采用磷化和鈍化組合的方式對鋼鋁混材及全鋁材進行表面處理,經過處理后的鋼材形成磷化膜而鋁材形成鈍化膜,其中,脫脂、表調、磷化、鈍化處理液均為實驗室自制。使用常規的陰極電泳,電泳槽液的溫度控制在(28±1) ℃內,電泳時間為180 s,電泳后的樣板在175 ℃條件下烘烤30 min。
在性能評價方面,通過中性鹽霧試驗箱對冷軋板的耐鹽霧性能進行分析。試驗按照標準JIS Z 2371: 2000《鹽水噴霧試驗方法》實施。同時,對鍍鋅板和鋁板進行循環交變測試,測試條件為中性鹽霧、干燥和濕潤3種條件交替循環:鹽霧環節的腐蝕介質是質量分數為5%的NaCl水溶液,溫度控制為(35±2) ℃;干燥環節的溫度控制為(60±2) ℃,相對濕度小于30%;濕潤環節的溫度控制為(60±2) ℃,相對濕度為95%~100%。在漆膜附著力測試方面,沖擊儀的沖擊載荷為10 N,沖擊高度設定為50 cm,杯突試驗機的杯突深度為5 mm,速度為(0.2±0.1) mm/s,劃格間隔為(1.0±0.1) mm。
3 新型前處理工藝化成試驗
3.1 皮膜分析
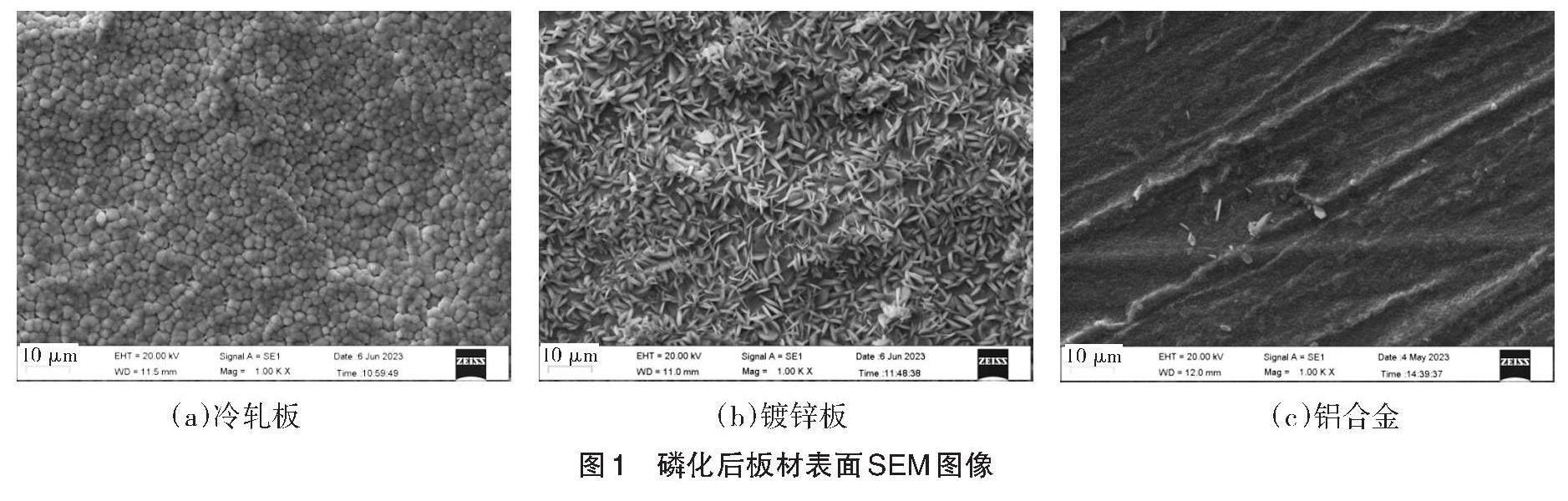
鋁板、鍍鋅板和冷軋板經過新型前處理工藝處理后,冷軋板和鍍鋅板表面形成均勻且致密的磷酸鋅皮膜。圖1a為冷軋板的磷化膜微觀結晶。冷軋板磷化膜形貌呈現出圓形球狀,晶粒排布致密,晶粒尺寸基本在2~3 μm,膜重為2.3 g/m2。圖1b為鍍鋅板的磷化膜微觀結晶。鍍鋅板磷化膜結晶致密,結晶形貌呈現長條針狀,晶粒尺寸為3~5 μm,膜重為3.5 g/m2。圖1c為經過磷化處理后的鋁板磷化膜微觀結晶。鋁板表面無磷化膜形成,其經過鈍化處理后形成鈍化膜,鋯化膜質量為30 μg/m2。
3.2 新型前處理工藝磷化槽液離子變化
圖2所示為新型前處理工藝處理全鋁材料過程中磷化槽液離子濃度隨鋁材面積的變化曲線。
通過圖2a和圖2b的磷化液離子變化趨勢可以看出,在持續處理鋁材過程中,磷化液的陽離子和陰離子均維持在平穩水平。由圖2c可以看出,在處理鋁材時,槽液中的總氟離子和游離氟離子呈現出逐漸下降的趨勢,鋁離子呈現出逐漸提升的趨勢,但通過控制槽液中的總氟和游離氟能夠有效去除槽液中的Al3+,進而使得Al3+、總氟和游離氟在生產過程中始終維持動態平衡。
3.3 新型前處理工藝產渣量
鋁材經過磷化后所產生的磷化渣為Na3AlF6,即冰晶石。對于鋼鋁混合車身而言,使用傳統磷化調氟工藝對其進行表面處理會使鋼材和鋁材均形成磷化膜,但鋁板所產生的磷化渣會增加槽液的產渣量。同時,細小的冰晶石會懸浮在槽液中,進而需要通過額外加入沉渣劑來促進磷化渣的凝聚和下沉,這必然會導致現場除渣壓力和藥劑成本的增加。圖3a和3b分別為傳統磷化調氟工藝和新型前處理工藝處理鋼鋁混材的磷化渣產生量與鋁材面積占比之間的關系。
通過圖3a可知,當磷化材料中無鋁材時,磷化渣產生量約為2.5 g/m2,隨著鋁材在鋼鋁混材中占比的提升,磷化渣的產生量呈現出逐漸增加的趨勢,當材料全部為鋁材時,磷化渣產生量達到3.5 g/m2。對于新型前處理工藝而言,當材料全部為鋼材時,該工藝的產渣量與傳統磷化調氟工藝的產渣量相當,約為2.5 g/m2。但隨著鋁材面積占比的增加,磷化渣的產生量呈現出逐漸降低的趨勢。當材料全部為鋁材時,磷化渣的產生量約為0.5 g/m2。因此,新型前處理工藝在處理鋼鋁混材或者全鋁材時能夠有效減少鋁磷化渣的產生,這也有效避免了細小鋁磷化渣吸附車身等風險。
4 板材漆膜性能檢測
對新型前處理工藝處理后的鋁板、鍍鋅板和冷軋板進行電泳,并對3種板材的漆膜附著力及耐蝕性能進行測試。3種板材的漆膜附著力檢測和鹽霧檢測結果如圖4~圖6所示。
通過圖4可以看出,鋁板、鍍鋅板和冷軋板的漆膜經過50 cm沖擊測試后,凸面和凹面均未發生漆膜開裂,沖擊部位的漆膜與板材的結合力良好。圖5所示為鋁板、鍍鋅板和冷軋板漆膜經過劃格和杯突測試后的外觀,3種板材漆膜均沒有出現開裂和剝落現象。由圖6可見,鋁板和鍍鋅板材經過1 008 h循環交變測試后,單邊擴蝕寬度小于2 mm,且漆膜沒有出現起泡和剝離現象。冷軋板經過1 000 h鹽霧測試后的漆膜外觀,冷軋板單邊擴蝕寬度為1.39 mm,且漆膜表面均沒有出現起泡和剝離現象。
5 結論
a. 新型前處理工藝處理鋼鋁混材能夠減少鋁磷化渣的產生,具有節約藥劑成本、降低除渣壓力等優勢。鋁板、冷軋板、鍍鋅板經過新型前處理工藝處理后,鍍鋅板和冷軋板表面形成磷化膜,膜重分別為2.3 g/m2、3.5 g/m2,鋁板表面形成鈍化膜,膜重為30 mg/m2。
b. 新型前處理工藝磷化槽液中的磷化渣產生量隨著鋁材占比的提升而增加;當材料為全鐵材時,磷化渣產生量約為2.5 g/m2,當材料為全鋁材時,磷化液產渣量低于0.5 g/m2。
c. 在電泳板材漆膜的耐蝕性能測試方面:冷軋板經過1 000 h鹽霧檢測后,劃痕處單邊擴蝕小于2 mm,漆膜無起泡和剝離問題;鋁板和鍍鋅板經過1 008 h循環交變測試后,劃痕處單邊擴蝕寬度小于2 mm,板材漆膜沒有發生起泡和剝離等異常現象。
參考文獻:
[1] 史寶良, 劉旭亮, 孫震, 等. 乘用車白車身鋁合金壓鑄結構件及材料應用研究進展[J]. 汽車工藝與材料, 2022(12): 1-9.
[2] 朱進, 李治東, 張舉全, 等. 高鋁比鋼鋁混合車身磷化工藝[J]. 電鍍與涂飾, 2021, 40(22): 1723-1727.
[3] 趙冉, 任慶春, 高成勇, 等. 鋼鋁混合車身前處理關鍵技術研究[J]. 汽車工藝與材料, 2020(2): 27-30.
[4] 李文鵬, 許能才, 王兵, 等. 鋼鋁混合車身涂裝電化學腐蝕研究[J]. 上海涂料, 2021, 59(6): 12-15.
[5] 史述龍, 楊春偉, 王龍, 等. 鋁質白車身的三元鋅系磷化配套性技術研究[J]. 現代涂料與涂裝,? 2022, 25(10): 58-60+63.
[6] 韓志偉, 楊忠, 段雪娜. 鋅系磷化應對鋼鋁混合車身要求淺析[J]. 汽車實用技術, 2020(15): 188-191.
[7] 王浩, 陳鵬, 鐘萬澤. 鋼鋁混合白車身在汽車輕量化中的應用及乘用車輕量化實例[J]. 汽車實用技術, 2021, 46(6): 80-82.