工業廢水難降解有機物深度處理技術與設計綜述
2024-05-06 06:29:48雷培樹余琴芳萬年紅
凈水技術 2024年4期
劉 琪,雷培樹,余琴芳,阮 洋,張 強,范 闖,萬年紅
(中國市政工程中南設計研究總院有限公司,湖北武漢 430010)
隨著現代工業的發展,工業廢水的污染程度越來越嚴重,對環境造成了嚴重的污染。 根據《2021年中國環境統計年鑒》,2020 年各行業排放CODCr量總計433 606 t,其中紡織業排放60 563 t,造紙業排放54 294 t,化工業排放56 691 t,對生態環境造成的污染是當今社會最嚴重的環境污染問題之一。根據行業類別的不同,工業廢水的水質特征迥異,但大部分行業的廢水中往往含有難降解有機物,常規二級處理無法將其有效去除。 工業廢水處理流程中增加深度處理單元,提高工業廢水處理技術水平,減少污染物的排放,是當前社會發展的必要要求。 正因如此,國家對各行業工業廢水都做出了詳細的處理工程技術規范和排放標準要求,針對難降解有機物專門出臺了《難降解有機廢水深度處理技術規范》(GB/T 39308—2020),對各項污染物的排放濃度限值和處理手段都做出了詳細規定,以保證工業廢水排放對生態環境的安全性。
對于工業廢水中難降解有機物的深度處理,有焚燒、吸附、膜分離、氧化還原等技術。 工程上常見的是高級氧化工藝(AOPs)、吸附、膜分離3 類,本文介紹了這3 類技術去除難降解有機物的機理、研究進展以及實際應用。 然后結合兩項實際設計工程項目,提出工業廢水深度處理工程設計思路,為今后工業廢水深度處理的設計工作提供參考經驗。
1 AOPs
AOPs 是一類通過物理化學方法生成具有強氧化性的羥基自由基(·OH),將廢水中的難降解有機物降解為小分子甚至將其礦化的污廢水處理技術。·OH 具有極高的氧化電位(2.8 eV),其氧化能力僅次于氟,能無選擇性地與廢水中的有機物反應,破壞其原本結構以對其降解或礦化,包括農藥、染料等難降解分子[1]。 常用的AOPs 包括芬頓氧化法、臭氧氧化法、電子束法等。
1.1 芬頓氧化法
芬頓反應被發現于1894 年,其是指H2O2在Fe2+催化作用下通過一系列反應生成·OH 的過程。常規均相芬頓反應通常使用Fe2+作為鐵源催化劑,在酸性條件下,Fe2+在多種氧化態中循環[式(1)~式(7)]。 經過一系列反應后,目標污染物與·OH 發生脫氫反應或經其他反應路徑被氧化去除。該系列反應速度快,具有無毒、高效、投資和運行費用低等優點。
H2O2既能氧化Fe2+,也能還原Fe3+,因此,也可以利用Fe3+作為鐵源催化劑。 由于在中性或者堿性條件下,Fe2+、Fe3+會逐漸以氧化物的形式析出,降低芬頓反應效率,芬頓反應需要在酸性條件下進行。 工程上則是在芬頓反應之前設置調酸池,通過加酸(通常是硫酸)將廢水的pH 值調至3左右,在芬頓反應結束后,再使用堿液將pH 回調,這個過程會消耗大量的酸堿藥劑。 同時芬頓反應依舊會產生大量鐵泥,降低H2O2利用率。 藥劑投加和鐵泥處置需要消耗大量資源,這與目前國家高效低碳運行的方針相違背。 目前的研究方向主要在于設法提升芬頓工藝效能的同時,降低其藥耗、能耗、產泥量。
(1)在芬頓反應體系中引入Fe2+或Fe3+配體的均相芬頓工藝。 Fan 等[2]合成出一種具有光催化和光芬頓能力的二水合草酸亞鐵光催化劑,其價帶導帶位置分別為2.35、0.18 V(標準氫電極,pH 值=7),該催化劑在可見光下3 h 對羅丹明B 的去除率可以達到95%以上,有很好的應用前景。
(2)鐵源以礦物質顆粒形態或載體支撐形式存在的非均相芬頓體系。 零價鐵具有穩定性好、來源廣泛、回收方便、環境友好等優點,可替代Fe2+作為芬頓催化劑[3-4]。 但零價鐵的還原能力較強,表面能較高,其表面容易發生鈍化和聚集,降低反應活性,限制了其實際應用[5]。 載體的存在可以減少鐵的團聚,提高材料的機械強度及移動性,減少金屬流失,提高催化劑的活性,二者的結合使得其實際應用性更強[6]。
(3)在芬頓體系中引入外加非化學能等提高反應效率的改進型芬頓反應。 這些非化學能包括電磁輻射、超聲波輻射、脈沖電子束輻射等[7]。 例如使用光能的光-芬頓反應、使用電能的電-芬頓反應、使用超聲波的超聲-芬頓反應[8-9],及以上改進型芬頓的組合工藝,例如光-電-芬頓、超聲-電-芬頓、超聲-光-芬頓等多種技術的聯合和耦合,利用催化氧化、催化還原、催化縮合原理,有效地去除難降解有機污染物[10]。
此外,馬語聰等[11]基于傳統芬頓氧化法、光芬頓、電芬頓的機理,研究并開發了一系列非Fe2+相的類芬頓催化劑,尤其對基于有機金屬框架材料(MOFs)的類芬頓氧化法進行了研究,認為雙配體鐵基MOFs、復合MOFs 及MOFs 衍生材料等均有應用潛力。 付曉雨等[12]制備了具有優異光芬頓反應活性的ZnFe2O4納米纖維,能在可見光下與H2O2產生芬頓協同效應,提高了芬頓反應效率。 馬露等[13]研究了超聲波/紫外(UV)-納米零價鐵類芬頓法對高濃度絡合態重金屬廢水的處理效果,試驗結果表明,在超聲波和 UV 的作用下,該類芬頓可以將CODCr質量濃度從1 738.86 mg/L 降至56.51 mg/L,且對Cr、Ni、Cu 等重金屬去除率均在99.5%以上。荊世超等[14]基于Fe3+、H2O2、UV 構建了強化類芬頓系統,實現了在近中性條件下對難降解有機物乙二胺四乙酸鎳(Ni-EDTA)良好的破絡效果,噸水處理費用為4.21 元。
為規范芬頓氧化法廢水處理工程的建設和運行,生態環境部出臺了《芬頓氧化法廢水處理工程技術規范》(HJ 1095—2020),對芬頓氧化法的設計水量、設計水質、進水要求、處理流程、藥劑投加量、水力停留時間、污泥處置等均進行了規定。 在實際廢水處理工程中,由于出水指標、實際建設條件及運行費用的限制,在芬頓單元中,污染物被部分降解,芬頓處理后出水的可生化性提高,但可能未達到排放標準的要求,需要后接曝氣生物濾池(BAF)等其他工藝進行聯用。 表1 總結了近年來使用芬頓氧化法處理不同行業廢水的工程項目概況。 總體而言,芬頓氧化法的適用性較廣,技術成熟,出水穩定,但在“雙碳”政策背景下,存在著明顯的短板——泥量大、藥劑多、能耗大。 已有部分改良技術可以部分解決其產泥量大、系統pH 要求高等缺點,且已有穩定運行的工程案例。
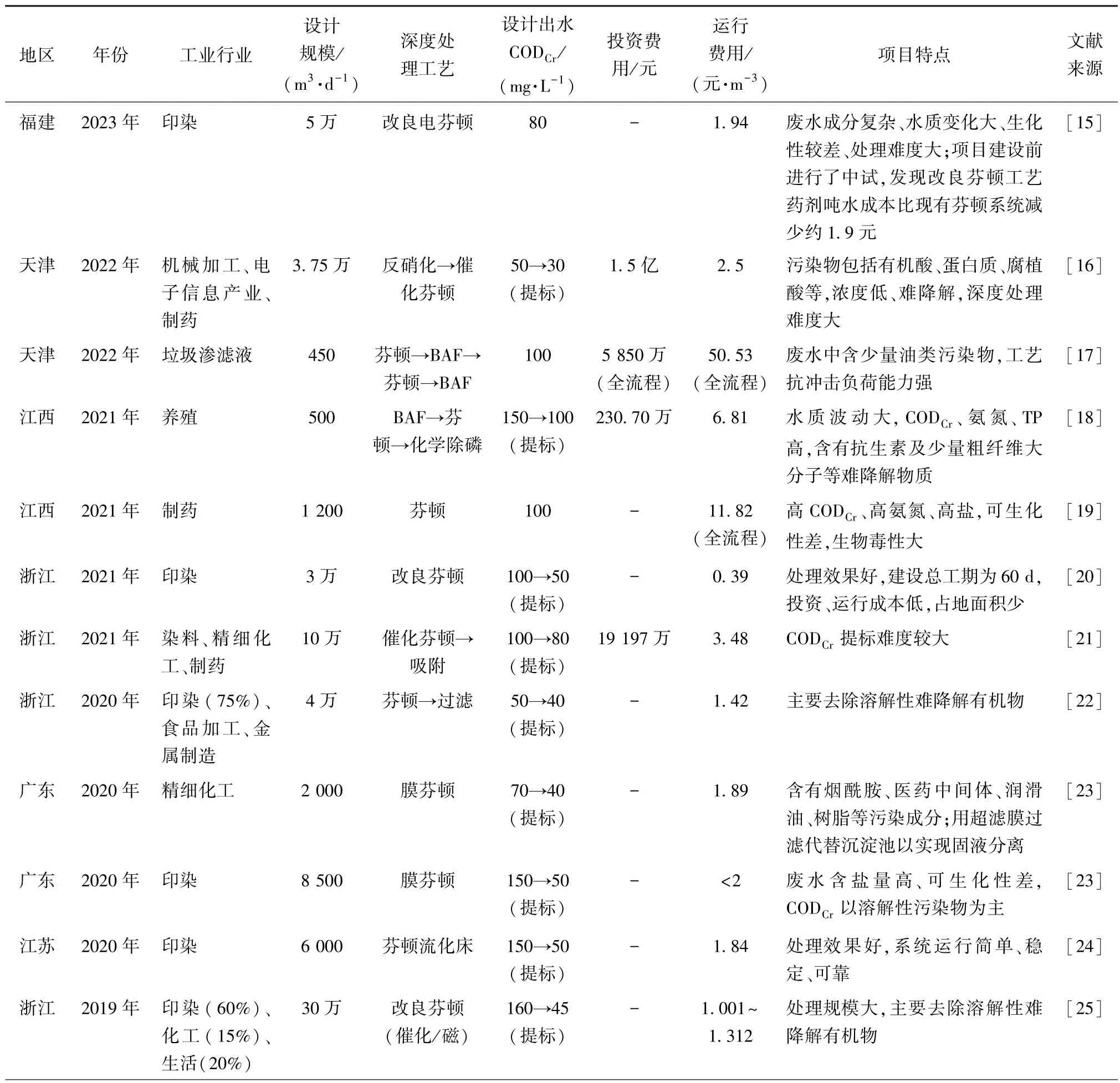
表1 芬頓氧化法廢水深度處理工程概況Tab.1 Summary of Wastewater Advanced Treatment Project by Fenton Oxidation
1.2 臭氧氧化法
相比于芬頓氧化法,臭氧氧化法使用的“藥劑”是相對清潔且無二次污染的臭氧。 臭氧在水處理中的應用歷史悠久,在初期主要是用于消毒、去除嗅味、減少消毒副產物及氧化有機污染物,近十余年來,才逐步在工業廢水深度處理中廣泛應用。 臭氧對水中有機污染物的去除主要分為兩大類反應。(1)臭氧分子與有機化合物的直接反應,包含環加成反應(碳-碳雙鍵、芳香環)、親電取代反應(有機分子的親核位置)、氧化還原反應,具有較高的選擇性,難以將有機污染物完全礦化以去除CODCr。 深度處理中,臭氧直接氧化能去除的CODCr僅占10%~20%。 (2)臭氧分子在水中經一系列反應后生成·OH,·OH 再與有機污染物間接反應,可以更高效、無選擇性地降解有機污染物。 臭氧對廢水有機污染物的去除以間接反應為主。 通常使用臭氧投加去除比[m(臭氧) ∶Δm(CODCr)為4 ∶1 ~2 ∶1]來考察臭氧氧化反應的效率。 在工程上,臭氧通常使用空氣源或者氧氣源,在臭氧發生器中電解氧氣生成[30]。 這一過程需要消耗大量的電能,所以實現某一指標的處理目標所需的電能消耗是評估工藝效率的重要指標。 為了提高這一指標,需要提升·OH 生成及利用率,使消耗的能量盡可能多地被利用來降解有機污染物。
為了提高·OH 的生成率,行業內已經進行了大量相關工藝及機理研究。 其中常見的基于臭氧的AOPs 是依賴臭氧與H2O2的反應(過臭氧化工藝)以及臭氧在UV 下的光解,此外,也有使用超聲組合以上工藝的輔助臭氧工藝[31-33]。 研究[34]表明,臭氧氧化工藝、臭氧-UV 工藝的·OH 產率約為消耗臭氧濃度的50%。 臭氧在260 nm(UV-C)處的吸光度最大,故常用低壓汞燈作為臭氧-UV 工藝的光源[35]。 此外,工程上還常使用非均相固體催化劑,將具有催化活性的催化劑負載在陶粒、活性炭、硅鋁等載體填料上,投入臭氧反應池中,臭氧分子和水分子在催化劑的作用下,生成·OH 參與有機污染物的降解[36-37]。 臭氧對有機污染物的去除效率很大程度上受到基質成分(溶解性有機碳、HCO-3、NO-2、CO23-、Br-甚至是H2O2、臭氧),以及有機污染物的含量、組成、分子結構的影響。 基質成分與·OH 的反應速率常數一般較大,大部分·OH 會首先與上述基質成分反應,降低·OH 的利用率。此外,臭氧反應后潛在的毒性副產物(亞硝基二甲胺、溴酸鹽)對處理水質的影響也不可忽視[38-39]。
臭氧催化氧化可將長鏈有機物轉化為短鏈有機物,但不能進一步礦化使其完全分解,必須加大投加量才能有效降低CODCr,這導致水處理成本增加。 當臭氧投加過量時,無法使有機物完全礦化使后續生物降解,反而會增加運營成本。 因此,為了節約投資和運營成本,臭氧更適宜與生化處理技術配合聯用[29]。
目前,針對臭氧氧化技術在工業廢水深度處理中的應用,已經有《工業廢水臭氧催化氧化深度處理技術規程》等標準公開,這些標準對臭氧氧化系統、工藝應用設計、運行管理維護等各方面都進行了詳細的規定。 表2 總結了近年來使用臭氧氧化法來 處理不同行業廢水的工程項目概況。
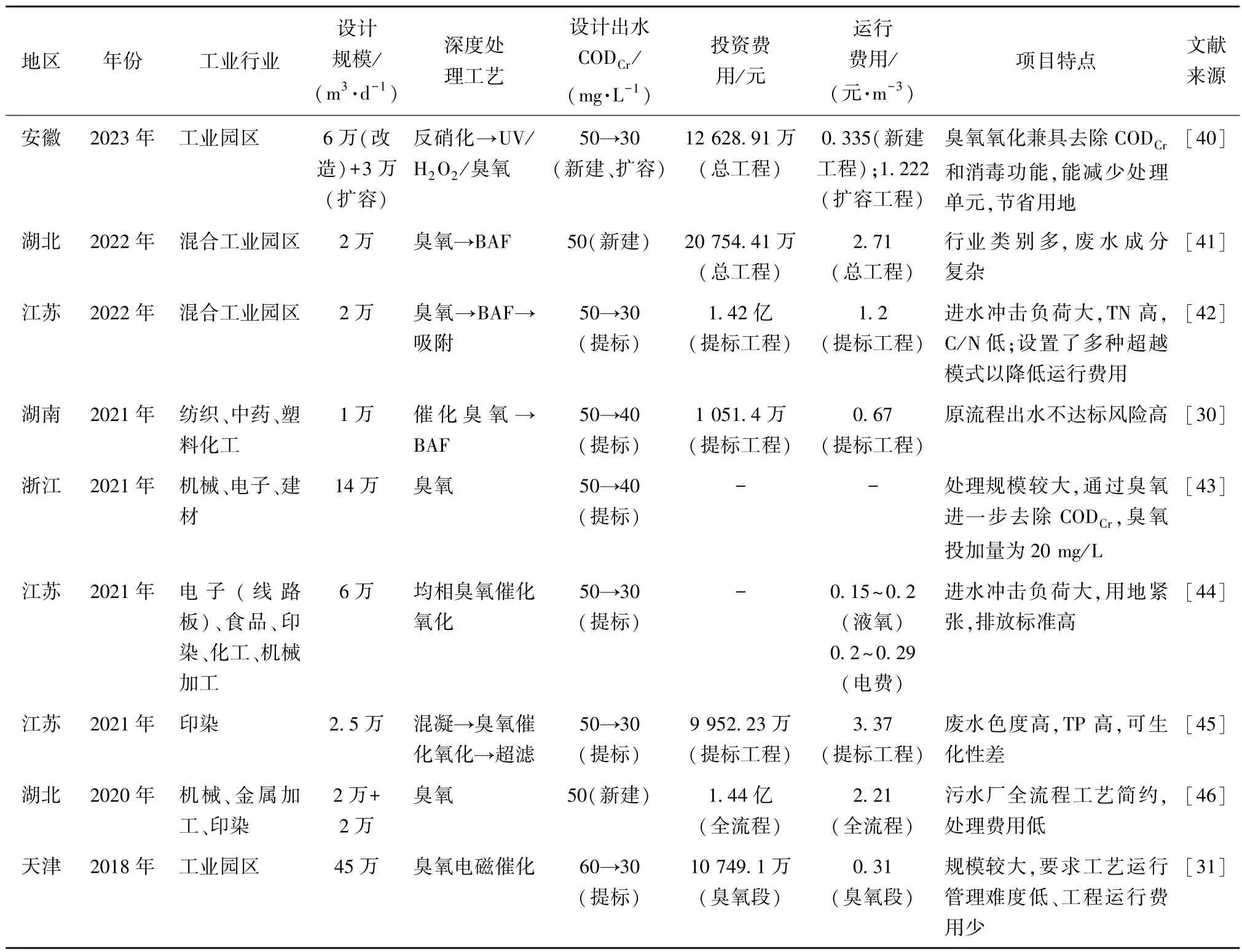
表2 臭氧氧化法廢水深度處理工程概況Tab.2 Summary of Wastewater Advanced Treatment Project by Ozonation
1.3 電子束法
工程上常用的芬頓、臭氧技術雖然較為成熟,但前者的藥劑使用量、后者的電耗都是制約其實際應用的關鍵因素。 針對芬頓工藝,目前已有針對·OH產率、Fe2+/Fe3+轉化率的解決方案,能提升降解效率,解決部分芬頓工藝泥量大的問題,但是工程應用上還無法完全回避芬頓氧化法需要的酸性條件,導致硫酸、氫氧化鈉的消耗量依舊較大。 針對臭氧工藝,通常需要加入H2O2等化學催化劑或/及超聲、UV 等其他非化學能才能提高臭氧的利用率,達到足夠的CODCr去除率,目前已有大量工程投入使用,均能達到預期效果,但在部分排放要求較高地區,臭氧工藝仍無法滿足要求。 針對排放要求很高、CODCr較難去除的廢水,近幾年來,電子束法逐漸嶄露頭角,已有數項使用電子束的工程案例投入使用并正常運行。
與以上AOPs 不同,電子束法無需添加傳統化學試劑,而是使用電子束作為“藥劑”,以電子加速器為輻射源,電子束高壓電場的加速發生聚集并作用于被輻照物質,引起電離,生成·OH、氫原子核等高活性自由基,可以同時起到去除難降解有機物以及殺菌消毒的作用。 電子束法可以在常溫常壓下進行,具有適應面廣、凈化效率高、自動化程度高等優點。 由于廢水的深度處理往往需要去除的都是常規工藝難降解的有機物,電子束法在這方面有巨大的應用潛力[47-48]。 伍玲等[49]使用電子束輻照處理印染退漿廢水,發現在中性條件下處理后的廢水CODCr去除率高于酸性條件,且可生化性提高,有利于后續生化處理。 陳海等[50]使用電子束技術對垃圾滲濾液生化出水進行處理,經三維熒光檢測,發現經電子束處理后,廢水中的大分子腐殖質類物質等難降解有機物含量顯著減少,可溶性小分子產物含量明顯增加,可生化性明顯提升。 2020 年,處理量為30 000 m3/d 的電子束輻照處理印染廢水項目在廣東江門建成并運營,可以將CODCr質量濃度從200 mg/L 降低至50 mg/L 以下,色度從80 ~100 倍降到10 倍左右,且不返色,廢水回用比例提高到70%以上。 該項目總投資為5 000 多萬元,運行電耗僅為1 kW·h/m3,在工業廢水深度處理領域具有廣闊的應用前景。
對以上介紹的3 種工程上常用技術的特點總結如表3 所示。

表3 3 種常用的AOPs 對比Tab.3 Comparison of Three Commonly Used AOPs
1.4 其他AOPs
除以上3 種在工程上得以廣泛應用的技術外,還有光催化氧化、濕式氧化、超臨界氧化、電化學等技術仍處于實驗室研究和小規模應用過程中。
光催化氧化起源于1972 年Fujishima 和Honda關于TiO2作為催化劑光解水的研究。 近年來,有大量學者針對TiO2納米管、磁性催化劑、石墨烯復合材料、g-C3N4復合材料等催化劑進行了研究,認為該技術對新污染物和持久性有機污染物的去除都有很好的效果[51]。 但是這些研究往往是對于含有某種或某類物質的水樣進行試驗,光催化氧化法在國內實際工程上的應用較少,主要原因有:(1)不同的目標廢水水質、渾濁度、色度、SS 等均有其對應的處理難點;(2)催化劑的壽命、流失及分離過程對運行過程的要求較高;(3)光催化氧化法需要較低波長的UV,而這意味著較大的耗電量,而如果使用太陽光,則穿透性較差。
濕式氧化法是在高溫(150 ~325 ℃)、高壓(0.5~20 MPa)的條件下,以O2作為氧化劑與水中的有機污染物反應生成CO2和H2O 的技術[8]。 該技術適用范圍廣、二次污染小、處理效果好。 但由于反應需要在高溫高壓的條件下運行,對設備材料的要求較高,投資和運行成本也較高。 此外,在濕式氧化法中添加催化劑,可以降低反應的活化能,降低反應所需溫度和壓力,提高反應速率,降低建造和運行成本,但催化劑的失活、堵塞等問題也提高了運維費用。 在工程上,濕式氧化法主要用于難降解污泥的熱解、低濃度含硫廢堿液的降解和氰化物、磷化物的處理[52]。 目前市場上有成套催化濕式氧化設備可供采購使用,并已有石化堿洗廢水、糖精生產廢水(3 萬m3/a)等多項工程投入運營。
在濕式氧化法的反應條件下,進一步提高溫度(>375 ℃)和壓力(22.1 MPa),以水為介質的方法稱為超臨界氧化法。 在更高的溫度和壓力下,處于超臨界狀態下的水兼具液態和氣態水的性質,可以在很短的時間內完成反應,適用于有毒、放射性和高濃度難降解有機廢水的處理。 Kim 等[53]設計了一套處理規模為3 600 m3/d 的商業設施用以處理放射性離子交換樹脂;Qin 等[54]針對放射性有機廢水的處理,完成了一套處理能力為12 m3/d 的超臨界氧化裝置。 但由于濕式氧化法在高溫高壓下進行,對反應裝置的耐腐蝕性要求較高,同時容易發生鹽沉積現象,建設費用和運行費用相應較高[55]。
電化學技術由于其反應條件溫和、工藝靈活、無二次污染、裝置簡單等優點,也逐漸得到了廣泛研究與應用。 電化學對難降解有機物的降解主要機理是電化學氧化,與臭氧氧化機理類似,也分為直接氧化和間接氧化。 此外,廢水中的Cl-、SO2-4 等離子在電極作用下會生成次氯酸根、過硫酸根等強氧化劑,協同氧化有機污染物,但是容易產生氯代有機物等有毒副產物[56]。 目前,關于電極材料和電催化氧化的研究較多[57]。 工程上已有電芬頓法投入使用,在其反應過程中,O2分子在陰極失去電子產生H2O2,Fe3+在陰極被還原為Fe2+,可以有效降低鐵泥產量[27]。 電化學氧化廢水處理中,重點和難點是開發更穩定高效的電極材料。
總之,深度處理工藝中,AOPs 是去除CODCr常用且有效的方法。 但是研究和工程經驗[58]表明,廢水中的部分溶解性有機質(DOM)和CO23-、HCO-3等離子,可能與有機物或·OH 反應,降低·OH 降解CODCr的反應效率,影響降解效果。 所以在深度處理AOPs 的設計之前,需要對廢水的性質進行充分調研,以確保處理效果達到設計預期。
2 吸附
在經過AOPs 后,仍有部分腐殖質等難降解物質存在于廢水中,導致AOPs 的出水仍不能滿足排放標準;或為了防止特殊情況的發生,有必要在AOPs 后增加吸附單元以確保出水水質達標。 在廢水處理領域常用的吸附劑有活性炭、活性焦、爐渣、粉煤灰等。 吸附過程受到吸附劑性質、吸附質性質及操作條件的影響,以活性炭為例,分為顆粒活性炭、粉末活性炭,吸附過程以范德華力為主,易于吸附非極性或極性很低、分子直徑較大、分子量較小的吸附質,且受到廢水pH、溫度等條件的影響[59-60]。 在工業廢水的深度處理領域,為了保證出水達標率,通常會在出水前設置吸附單元,但由于廢水的種類和性質各異,吸附的形式和流程也不盡相同。 表4 總結了含有吸附單元的廢水深度處理提標工程項目概況。
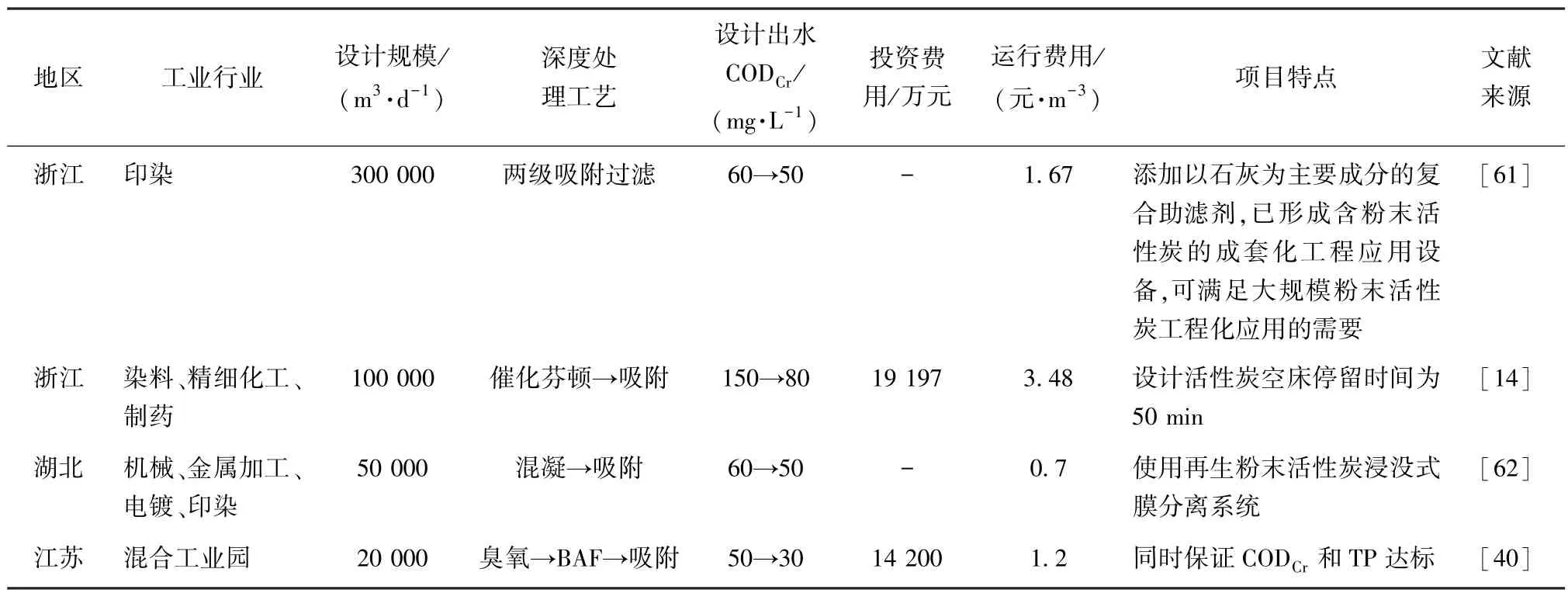
表4 含吸附法的廢水深度處理提標工程概況Tab.4 Summary of Advanced Wastewater Treatment Projects with Adsorption
活性炭對有機污染物的吸附無選擇性且吸附速率快,建設成本低,但是其運行成本較高,主要是由于活性炭的消耗。 為了減少活性炭的消耗,目前的實際工程中的吸附單元主要包括吸附系統、吸附劑再生系統、熱能回收系統及煙氣污染防治系統。 通過吸附劑的再生系統,可減少吸附劑的消耗所產生的危廢量,同時回收能量,降低運行成本。
3 膜分離
膜分離技術常用于高鹽廢水的處理以及再生水回用,目前已有多項廢水零排放工程使用了膜分離及改良膜分離技術[63]。 由于膜分離的建設運行成本高,在水質較差時需要其他工藝作為預處理單元來組合使用,先盡可能地去除CODCr,以防對膜造成腐蝕或堵塞,延長膜的使用壽命。 李大海等[64]在某高含鹽造紙廢水(CODCr質量濃度≤47 mg/L)零排放工程中,使用了臭氧活性炭BAF 作為預處理單元降解難降解有機物,然后使用多級膜濃縮系統實現中水回用。 工程經驗表明,反滲透的運行成本通常會高于“AOPs+吸附”組合工藝。
4 工業廢水難降解有機物深度處理工程設計思路
與市政污水不同,工業廢水的成分復雜,在工業廢水處理廠的深度處理的設計工作中,必須要根據廢水中難降解有機物的性質,有針對性地設計處理流程。
例如A 工業園區為某地新建工業園,在園區新建污水廠的設計過程中,對園區某廠在外地廠區的廢水進行半定量液相色譜-質譜(LC-MS)測試,發現廢水中含有六甲基磷酰三胺,該物質結構穩定,對CODCr、TN、TP 均有貢獻,且TP 基本均由該物質貢獻。 通過對廢水進行常規芬頓、臭氧/H2O2催化、濕式氧化法、混凝、吸附等試驗,發現上述方法對CODCr有一定的去除率,而TP 的去除率基本為0。試驗表明,廢水中部分其他相對容易被降解有機物先參與反應,而六甲基磷酰三胺并沒有被去除。 基于上述試驗結果,在后續設計工作中,針對排放六甲基磷酰三胺物質的車間廢水進行了單獨處理。
在B 工業園區污水廠的提標升級設計中,初步擬定采用“催化臭氧+BAF”對已有污水廠的出水進行深度處理,設計進出水CODCr質量濃度分別為80、30 mg/L。 對已有污水廠的出水進行催化臭氧試驗,發現臭氧投加量即使到100 mg/L,CODCr質量濃度也僅能達到42 mg/L,此時投加去除比m(臭氧) ∶Δm(CODCr)已大于4 ∶1,制備臭氧的電費已經過高,超出合理范圍。 故針對該水樣分別進行芬頓氧化、活性炭吸附試驗探索,發現在H2O2投加量為150 mg/L、Fe2+投加量為75 mg/L、pH 值為3 時,傳統芬頓氧化即可將CODCr質量濃度去除至30 mg/L 以下。 此外,活性炭吸附對水樣CODCr的去除率大于80%。 根據試驗結果,建議工藝方案中的AOPs 單元選擇芬頓氧化,或后置活性炭吸附單元,以確保出水達標。
結合上述案例,部分工業企業排放的廢水成分復雜,經常會遇到某些極其穩定的化合物,所以在工業廢水深度處理的工程設計中,需要進行如下工作。
(1)需要對服務范圍內工業企業的生產工序、原料等進行詳細調研,盡可能獲取潛在特征污染物的類別、排放量等相關信息。
(2)對深度處理單元的進水水質、組成進行充分調研,若為提標改造工程,可直接對現有廢水進行LC-MS、三維熒光等分析,分析有機物組成;若為新建工程,則需要對具有類似水質的廢水源進行充分調研,以保障設計工作的順利進行。
(3)根據調研結果及相關排放標準,初步確定設計進出水指標。 需要注意的是,進出水指標需要針對特征污染物進行特別限制。 以A 工業園區為例,通過限制進水有機磷濃度可避免六甲基磷酰三胺進入水處理系統。
(4)在工藝選擇上,需要基于處理水量、污染物組成等水質特征,結合項目占地、投資等邊界條件,參考上述各項深度處理技術的優缺點及注意事項,初步擬定工藝路線,特別是結構穩定物質的處理處置方法,以達到達標排放且經濟合理的目的。
(5)擬定進出水指標和工藝路線后,需要對水樣進行小試試驗,若有試驗條件,可以進行中試。 通過試驗確定初擬工藝的處理效果,同時初步確定運行參數,估算運行費用。 若試驗發現無法達標,則需要及時修改工藝組合,或使用改進方法提高難降解有機物的去除率。
總之,工業廢水的深度處理設計,需要先進行詳盡的調研、試驗,以確保設計的工藝能滿足工程的各項要求。
5 結語
隨著我國廢水排放標準的提高和“水十條”等政策的頒布,工業廢水的深度處理是大勢所趨。 深度處理意味著去除廢水中的難降解有機物,不同深度處理工藝對廢水中難降解有機物的去除效果不盡相同。 此外,實際工程還需要綜合考慮工藝的處理效果、經濟性以及運行管理的復雜度。 所以在工業廢水深度處理工程的設計之前,需要對進水性質進行詳盡調研。 在有條件的情況下,對已有的廢水進行試驗,形成一套“調研-試驗-設計”工作流程,以確保設計選用的處理方法和反應形式能滿足設計要求和邊界條件。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
太空探索(2016年6期)2016-07-10 12:09:06
銅業工程(2015年4期)2015-12-29 02:48:39
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54