1.375-12UNJF-3A外螺紋疲勞壽命預估與試驗
2024-05-07 02:49:00吳香菊
中國新技術新產品 2024年6期
關鍵詞:有限元
李 根 劉 韜 吳香菊 李 佳
(1.中國航發(fā)沈陽發(fā)動機研究所,遼寧 沈陽 110015;2.中國航發(fā)沈陽黎明航空發(fā)動機有限責任公司,遼寧 沈陽 110043)
某型燃機動力渦輪轉子為多級輪盤結構,采用圓弧端齒傳扭和施加預緊力的長螺栓進行裝配連接。長螺栓采用整體鍛造棒材制造,裝配時穿過前/后軸、渦輪盤等零件,通過液壓裝置拉長后擰緊螺母的方式實現(xiàn)預緊。在燃機整個壽命周期內低循環(huán)疲勞是主要損傷機理之一,決定了整機和部件的起停次數(shù)[1],這就需要長螺栓具有足夠的疲勞壽命儲備,以保障轉子具有良好的安全性和可靠性。
長螺栓兩端均為1.375-12UNJF-3A外螺紋,螺紋圈數(shù)不同,螺紋表面鍍銀,長度與直徑超過普通螺栓。受應力集中效應的影響,外螺紋是長螺栓疲勞壽命儲備薄弱的部位。在軸向拉-拉疲勞載荷作用下,長螺栓外螺紋的螺距增大,螺母內螺紋的螺距變小,靠近螺母下部的螺紋受力比螺母上部大[2],外螺紋先于內螺紋發(fā)生疲勞破壞。
本文對外螺紋局部應力、應變進行計算與分析,確定長螺栓低循環(huán)疲勞試驗考核部位,根據(jù)EGD-3應力標準中提供的疲勞壽命計算方法進行壽命預估,進行了應力比為0.1的室溫拉-拉疲勞試驗,以驗證壽命計算方法。
1 疲勞考核部位確定
1.1 螺紋牙型
與粗牙螺紋相比,細牙螺紋特點如下所示。1)螺紋的螺距小,在相同的螺紋長度下旋入的牙數(shù)多。2)螺紋的牙高低,螺桿的桿徑大,螺牙承載能力偏弱。3)螺紋升角小,便于自鎖。4)牙底最小圓弧半徑小,對疲勞損傷更敏感。
長螺栓1.375-12UNJF-3A外螺紋為滾壓螺紋,與其他加工方法相比,滾壓可以提高螺紋的抗拉強度,有利于降低螺紋加工工藝對力學性能的影響。為提高螺紋抗疲勞強度,外螺紋牙底采用加大半徑的牙底圓弧,牙底為連續(xù)、光滑的曲線,牙型如圖1所示。與長螺栓外螺紋相配套的螺母內螺紋類型為1.375-12UNJF-3B,螺紋的材料均為優(yōu)質GH4169合金。
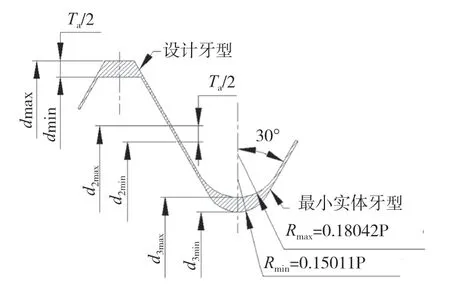
圖1 外螺紋牙型圖
由于應力或應變集中處的最大局部應力和應變是決定零部件低循環(huán)疲勞壽命的最主要因素,因此本文僅對外螺紋最小實體牙型尺寸進行計算和分析,具體尺寸參數(shù)如下。1)外螺紋大徑d為34.635mm,中徑d2為33.431mm,小徑d3為32.233mm,螺距P為2.117mm,牙底圓弧半徑R為0.318mm,牙型夾角為60°。2)內螺紋大徑d為34.925mm,中徑d2為33.551mm,小徑d3為32.865mm,其他尺寸與外螺紋相同。3)為了避免在有限元計算過程中,螺紋牙頂棱邊處產生應力集中效應,參照HB5800—1999《一般公差》[3]要求,在牙頂棱邊處倒R0.1mm圓角。
文獻[4-5]認為,當螺紋的螺旋升角<4°時,載荷沿螺紋齒的分布幾乎不受螺旋升角的影響,所產生的應力集中可以忽略不計。螺紋旋升角度φ如公式(1)所示。
式中:P為螺栓的螺距;d2為螺栓的中徑;n為螺紋的線數(shù)。
長螺栓外螺紋線數(shù)n為1,將螺距和中徑尺寸代入公式(1),可得螺紋旋升角度φ為1.15°,可以忽略螺旋升角的影響。
在軸向拉-拉低循環(huán)疲勞載荷作用下,外螺紋低循環(huán)疲勞壽命考核部位的分析重點為螺紋接觸面與牙底圓弧區(qū)。由于疲勞載荷與實體模型均軸對稱[5],因此可以簡化為二維軸對稱模型進行有限元計算。
1.2 有限元建模
本文采用商用有限元程序Workbench 19.2計算螺紋的應力與應變。在建模過程中,將試驗臺架簡化為GH4169合金的超大尺寸彈性體,約束臺架遠端軸向位移,通過定義螺母與臺架間的接觸關系,限制螺母軸向位移,并在長螺栓和螺母的螺紋旋合部位定義接觸關系,有限元計算模型如圖2所示。
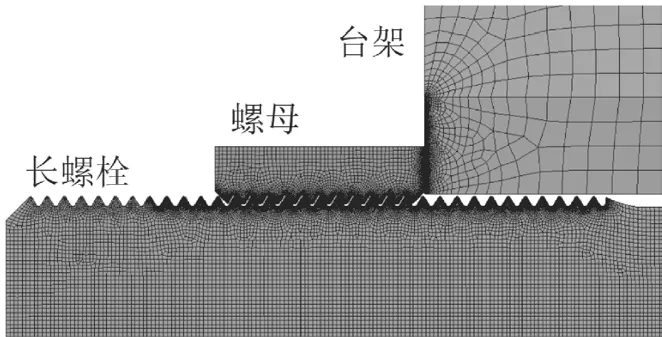
圖2 試驗裝置有限元模型
長螺栓低循環(huán)疲勞試驗為軸向拉-拉疲勞載荷,進行有限元計算時,在螺桿遠端施加軸向最大疲勞載荷,溫度場為實驗室環(huán)境溫度。為保證足夠的計算準確度與效率,采用8節(jié)點高階單元進行網格化分,對螺紋接觸面、牙底圓弧、螺母與臺架接觸面等幾何邊界的網格進行局部細化,網格尺寸為0.01mm。考慮端面倒棱對牙型的影響和螺紋的完整性,螺母第1圈內螺紋進行簡化處理,臺架側長螺栓與螺母第1對螺紋牙接觸面網格分布如圖3所示。
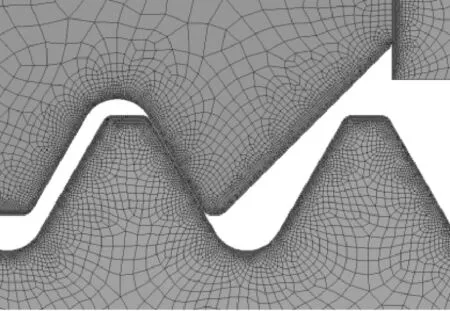
圖3 第1對螺紋牙網格劃分
線彈性分析是把零件作為理想彈性體來分析,用局部應力表示整個零件的力學性能,認為當最大局部應力達到材料屈服強度時,零件將無法正常發(fā)揮使用功能。根據(jù)胡克定律,材料的應力與應變成線性成正比例關系。優(yōu)質GH4169合金棒材的延伸率δ5≥12%,斷面收縮率ψ≥15%,為塑性材料。當螺紋最大局部應力達到屈服強度時,并不會發(fā)生破壞,還可以承受更大的載荷而不出現(xiàn)功能失效,可進入塑性階段繼續(xù)使用。因此采用線彈性分析方法確定低循環(huán)疲勞試驗考核部位是不合理的,應采用彈塑性分析法。
本文根據(jù)《航空發(fā)動機設計用材料數(shù)據(jù)手冊(第三冊)》[6]中,GH4169合金棒材室溫拉伸平均應力-應變曲線,根據(jù)總應變等于塑性應變和彈性應變之和,計算出GH4169合金幫材料塑性應變-應力關系曲線,采用商用有限元程序計算外螺紋接觸面、牙底圓弧等部位應力、應變。
1.3 考核部位分析
長螺栓低循環(huán)疲勞試驗的應力比為0.1的6個應力等級,本文在587MPa的最大試驗載荷下進行彈塑性有限元計算,確定1.375-12UNJF-3A外螺紋疲勞試驗考核部位。
有限元計算結果表明,在存在接觸關系的11個外螺紋牙中,最大局部當量應力、當量塑性變形產生于臺架側外螺紋第1個螺紋牙的牙底圓弧處,應力和應變分布如圖4、圖5所示。應力和應變最大點偏向于外螺紋接觸面根部牙底圓弧處,最大當量應力為1204MPa,最大當量塑性應變?yōu)?.93%,存在明顯的塑性區(qū)。該部位是長螺栓外螺紋低循環(huán)疲勞壽命試驗的考核部位。

圖4 外螺紋當量應力分布(MPa)
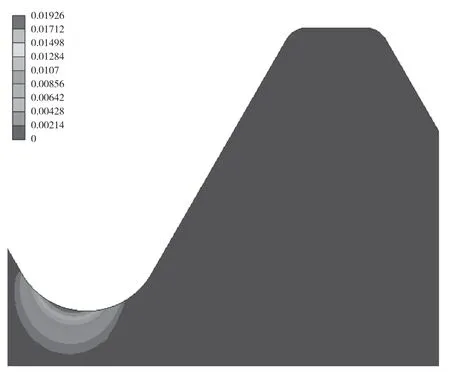
圖5 外螺紋當量塑性應變分布(mm/mm)
2 疲勞壽命預估
由于缺少優(yōu)質GH4169合金棒材室溫低周疲勞性能壽命數(shù)據(jù),本文采用EGD-3應力標準中提供的一般結構件疲勞應力分析理論,預估長螺栓外螺紋低循環(huán)疲勞壽命。
EGD-3中提供的疲勞壽命計算方法是一種基于名義應力的方法,采用該方法計算外螺紋疲勞壽命時,需要確定疲勞危險部位,求出危險部位名義應力和應力集中系數(shù)。根據(jù)等效損傷的原則,將名義應力(疲勞載荷)折算為零-最大應力循環(huán)時的最大應力σmax來代替,轉換公式如公式(2)所示。
式中:σmax為最大許用工作應力,MPa;σ為平均應力,MPa;Δσ為平均應力變化幅值,MPa;σb為材料室溫極限強度,材料手冊的技術標準規(guī)定最低值為1280MPa,實測值為1318MPa;KSu為極限強度的分散系數(shù),機械加工件取1.1;
在零-最大應力循環(huán)中,最大應力σmax與循環(huán)數(shù)的關系如公式(3)所示。
式中:FN為10N循環(huán)時的零-平均疲勞強度,如公式(4)所示。
式中:x=log10N;假設F3=0.9×σb,F(xiàn)6=0.5×σb。
Ks為10N循環(huán)時的疲勞分散系數(shù),4<N<5時,如公式(5)所示。
Kc為應力集中系數(shù),3<N<6時,如公式(6)所示。
式中:C6為理論計算的應力集中系數(shù)。
為了求解外螺紋低循環(huán)疲勞壽命考核部位牙底圓弧R0.318mm處應力集中系數(shù)C6值,根據(jù)最小實體牙型尺寸,設計了如圖6所示的軸對稱二維外螺紋模擬件。采用線彈性有限元法,計算出牙底圓弧處的理論應力集中系數(shù)C6值為2.54。

圖6 外螺紋模擬件示意圖(mm)
在軸向拉-拉疲勞載荷作用下,6個應力等級的長螺栓1.375-12UNJF-3A外螺紋牙底圓弧處的名義應力和采用上述EGD-3壽命計算公式編寫的壽命計算程序計算得到的外螺紋牙底圓弧處低循環(huán)疲勞壽命見表1。計算時分別采用GH4169合金棒材室溫極限強度最低值和實測值,預估外螺紋牙底圓弧處的低循環(huán)疲勞壽命,計算未考慮螺紋表面鍍銀涂層的影響。

表1 外螺紋低循環(huán)疲勞壽命預估
計算結果表明,采用極限強度實測值計算的外螺紋牙底圓弧處低循環(huán)疲勞壽命是極限強度最低值計算壽命的1.44~1.70倍,應力水平越低,計算疲勞壽命值相差越大。
3 試驗結果分析
低循環(huán)疲勞試驗在實驗室環(huán)境溫度下完成,拉-拉疲勞載荷采用正弦波加載,6個應力等級見表1,最小應力為10%的最大應力,應力比為0.1,共進行22件長螺栓試驗件疲勞試驗。試驗結果為均在臺架側長螺栓與螺母旋合的第一道外螺紋接觸面根部的牙底圓弧處發(fā)生疲勞斷裂破壞,螺母內螺紋未發(fā)生破壞。根據(jù)HB 5287—1996《金屬材料軸向加載疲勞試驗方法》[7]中的成組試驗法中值疲勞壽命計算方法,外螺紋低循環(huán)疲勞試驗中值壽命見表2。
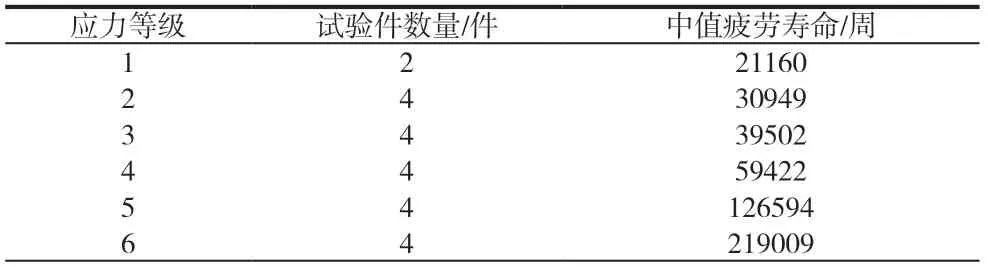
表2 外螺紋室溫疲勞試驗中值壽命
通過比較表1、表2中外螺紋低循環(huán)疲勞壽命計算、實測數(shù)據(jù)以及圖7所示的長螺栓室溫疲勞試驗外螺紋中值S-N曲線可知,除了應力等級5、等級6外螺紋的中值疲勞壽命高于采用材料極限強度最低值計算的疲勞壽命并低于采用實測值計算的疲勞壽命外,其余應力等級的實測中值疲勞壽命均低于計算值。這表明外螺紋的低循環(huán)疲勞壽命具有較大分散性,在采用EGD-3中給出的壽命計算方法進行螺紋設計時,如果應力比為0.1,最大應力為453MPa~648MPa,至少需要考慮2倍壽命儲備,才能保證螺紋疲勞壽命儲備具有足夠的安全裕度。
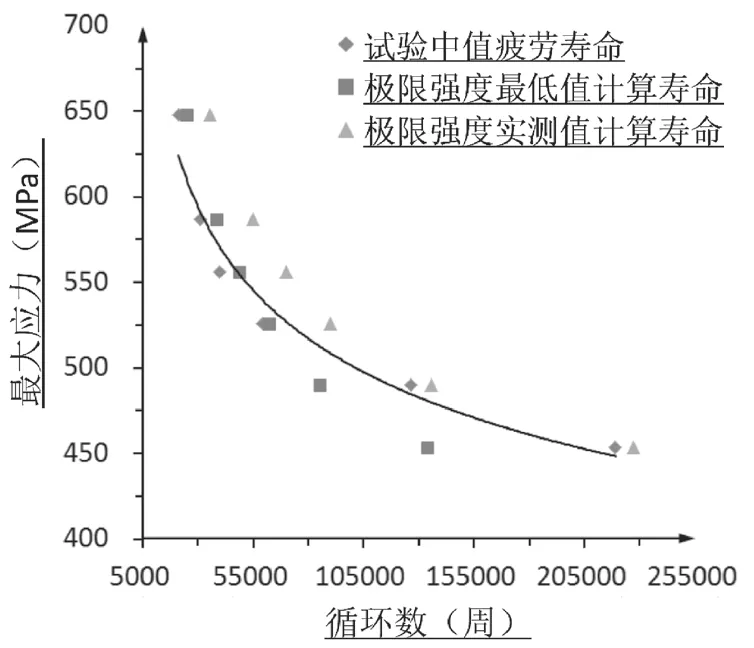
圖7 室溫疲勞中值S-N曲線
長螺栓低循環(huán)疲勞試驗件的斷口源區(qū)側表面宏觀形貌如圖8所示,可見斷裂沿外螺紋側螺母與螺栓旋合位置根部斷裂,疲勞沿外螺紋牙底圓弧靠近接觸面?zhèn)绕鹗迹@與試驗前確定的外螺紋低循環(huán)疲勞考核部位一致。斷口宏觀形貌如圖9所示,斷面成銀灰色,整體相對平坦,可見明顯的放射棱線和疲勞弧線,瞬斷區(qū)面積約占整個斷口面積的一半,斷口性質為沿外螺紋表面線源起始的疲勞。

圖9 外螺紋斷口宏觀形貌
4 結論
某型燃機動力渦輪長螺栓1.375-12UNJF-3A外螺紋是其低循環(huán)疲勞壽命儲備最薄弱位置。彈塑性有限元計算表明,外螺紋牙底圓弧靠近接觸面?zhèn)染植慨斄繎退苄詰冏罡撸瞧谠囼灴己瞬课弧T趹Ρ葹?.1的6個應力等級軸向疲勞試驗載荷作用下,長螺栓從外螺紋牙底圓弧靠近接觸面?zhèn)嚷氏犬a生裂紋并逐漸發(fā)生破壞,試驗結果與有限元計算所確定的考核部位一致。
根據(jù)EGD-3應力標準中的壽命計算方法,采用最小實體外螺紋尺寸,計算牙底圓弧處理論應力集中系數(shù)和名義應力,所預估的外螺紋疲勞壽命在某些應力等級會高于實測中值疲勞壽命。建議采用EGD-3方法進行螺紋壽命設計時,為保證零件不發(fā)生功能失效,應至少考慮2倍壽命儲備。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數(shù)學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18