基于噴碼機提升智能表庫批量配表效益
2024-05-12 11:28:10劉偉王睿張?zhí)镓S許諾黃志娟
電子產品世界 2024年1期
劉偉 王睿 張?zhí)镓S 許諾 黃志娟

摘要:針對某供電公司電能計量智能表庫電能表出庫過程中粘貼安裝信息標簽這一工作環(huán)節(jié)存在的耗時長、 效率低等問題,基于噴墨打印技術,對噴碼設備進行硬件設計、軟件設計、組裝調試和效果檢查。實現(xiàn)對 表計周轉箱內電能表的精準定位,從而快速將安裝信息噴印在電能表上,有效加快了智能表庫電能表的出 庫速度,提升了工作效率與經濟效益。
關鍵詞:智能表庫;電能表出庫;安裝信息標簽;噴碼機
中圖分類號:TM933.4 文獻標識碼:A
0 引言
近年來,隨著社會經濟不斷發(fā)展和城市建設水 平的不斷提升,智能電表的需求量不斷增大。智能 電表作為智能電網 [1] 的終端,集采集、存儲與通信 于一身,承擔著千家萬戶的電能計量任務。
某供電公司的智能表庫 [2] 通過全自動出入庫系 統(tǒng),秉承“先進先出、智能選配”的原則,開展合 格電能表的資產管理工作,實現(xiàn)了電能表集約化、 智能化管控。智能表庫批量配表 [3] 業(yè)務流程主要由 任務分理、任務下發(fā)、表庫接收任務、表計出庫和 任務反饋等環(huán)節(jié)組成。目前,智能表庫的批量配表 工作存在過度依賴人工、效率偏低的問題。
通過調查發(fā)現(xiàn),影響智能表庫批量配表業(yè)務效 率的關鍵因素是粘貼安裝信息標簽用時過長。傳 統(tǒng)工藝中安裝標簽需人工手動將標簽黏附在表計表 面,這種工藝速度慢、耗時長,亟須尋找一種新的 方式進行優(yōu)化。
1 標簽操作方法
1.1 傳統(tǒng)標簽操作方法
傳統(tǒng)的標簽操作方法主要依賴人工操作,通過 將需要粘貼信息的電能表依次放置于試驗室地面, 工作人員將電能表裝接單和電能表表體的資產碼進 行校核,匹配后把表計基本信息以及安裝信息打印 成標簽,將標簽貼于電能表的空白位置,安裝人員 在領取表計后,可以根據(jù)標簽信息逐戶安裝電能表。
該方法在實際操作過程中存在很多問題:一是 耗費人力和時間。通過分析該供電公司所在市的表 計產量登記數(shù)據(jù),兩人一組對 100 塊電能表進行表計安裝信息標注,整個過程耗時約 1 h。而該市運 行的表計約 253 萬只,每年批量新裝和周期輪換數(shù) 量約占總數(shù)的 4.5%,數(shù)量巨大,消耗的人力以及 時間也會大大增加。二是粘貼的標簽容易脫落。紙 質標簽在搬運以及粘貼不牢固時易脫落,影響信息 識別。三是工藝美觀性差。對于不同型號的表計, 紙質標簽需貼在不同的位置,無法統(tǒng)一,在外觀上 顯得不美觀。因此,傳統(tǒng)方法存在用時長、效率低 和資源消耗大的問題。
1.2 改進標簽操作方法
針對傳統(tǒng)方法耗時長、人力消耗大和標簽易脫 落等缺點,提出兩種智能化的方法,在減少人力的 同時提升工作效率,解決標簽易脫落和工藝美觀性 的問題。
1.2.1 激光雕刻標簽操作方法
激光雕刻是一種智能化的方法,可以在很大程 度上減少人員的投入,通過激光雕刻機實現(xiàn)智能 化、自動化,從而縮短時間,提高工作效率。本試 驗采用一臺 CO2 激光器技術的激光雕刻機。通過 將激光束的高能量濃縮在一個小區(qū)域,使材料發(fā)生 化學或者物理反應。通過計算機控制坐標以及雕刻 的開關,將計算機中的圖像進行雕刻。該類雕刻機 適用于非金屬材料,具有使用范圍廣、工具安全性 高、準確度高以及適用于批量生產等優(yōu)點。
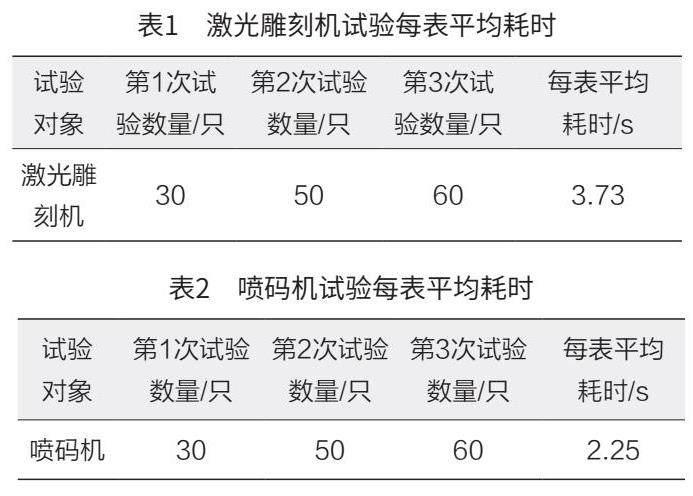
本試驗中使用的激光雕刻機的激光雕刻面積為 600 mm×500 mm,精度為 0.1 mm,并且配備刻印 確認功能。使用激光雕刻機進行 3 次試驗,試驗對 象數(shù)量分別為 30 只、50 只、60 只,計算每表平均 耗時,如表 1 所示。
1.2.2 噴墨工藝標簽操作方法
噴墨工藝代替?zhèn)鹘y(tǒng)方法在一定程度上也可以減 少人員投入,提升貼標簽的效率。噴墨方法是使用 一臺連續(xù)噴印技術(continuous ink jet,CIJ)噴碼 機。通過內部結構的壓縮,對墨水產生一定的壓 力,帶壓力的墨水經過噴嘴,產生墨點,墨點通過 充電槽充電,使構成編碼的每個墨滴帶上不同的電 荷。每個帶特定電荷的墨滴飛經打印頭內部產生的 高壓電場時會產生一定的偏移,墨滴上的電荷量決 定了其在電場中的偏轉度。噴頭將墨滴噴出,附著 在指定位置,從而形成各種文字、圖案等標識。未 帶電荷的墨滴不發(fā)生偏轉,落在打印頭內部并返回 墨水系統(tǒng)。因為油墨噴射是連續(xù)式的,所以機器被 稱為連續(xù)式噴碼機。噴碼機的原理決定了其只能噴 印 2 ~ 15 cm 字符或圖案,所以又稱為小字符噴碼 機。小字符噴碼機產生一連串的小墨滴并選擇其中 一些墨滴進行噴印,從而形成產品上的字符。未使 用的墨滴會被回收到噴碼機,最終重新匯入墨水 流中。CIJ 噴碼機主要優(yōu)點如下:一是可以對幾乎 任何材料噴碼,并且能夠以相同的速度從向上、向 下,以及任何方向進行噴碼。二是資金成本較低且 噴碼效果良好,不論噴碼基材表面是否平整或者是 否靜止都可以實現(xiàn)很好的噴墨效果。
本試驗對噴碼機的要求為:噴印標識分辨率達 到 32 像素,并為噴碼機配置 X-Y 軸滾珠絲桿聯(lián)動 裝置,聯(lián)動裝置行程為 600 mm×500 mm。使用噴 碼機進行 3 次試驗,試驗對象數(shù)量分別為 30 只50 只、60 只,計算每表平均耗時,如表 2 所示。
通過對比表 1 與表 2 的數(shù)據(jù)可以發(fā)現(xiàn),相較于 傳統(tǒng)標簽操作方法,兩種非傳統(tǒng)的方法使用的人力 大大減少,縮短了工作時間,貼標簽的工作效率也 大幅提升。然而,在相同試驗數(shù)量的情況下,激光 雕刻機的每表平均耗時比噴碼機多 1.48 s,說明使 用噴碼機具有更好的效果,因此采用噴碼機噴墨工藝完成標簽的打印。
2 噴碼設備硬件設計
2.1 噴碼設備主體結構的設計
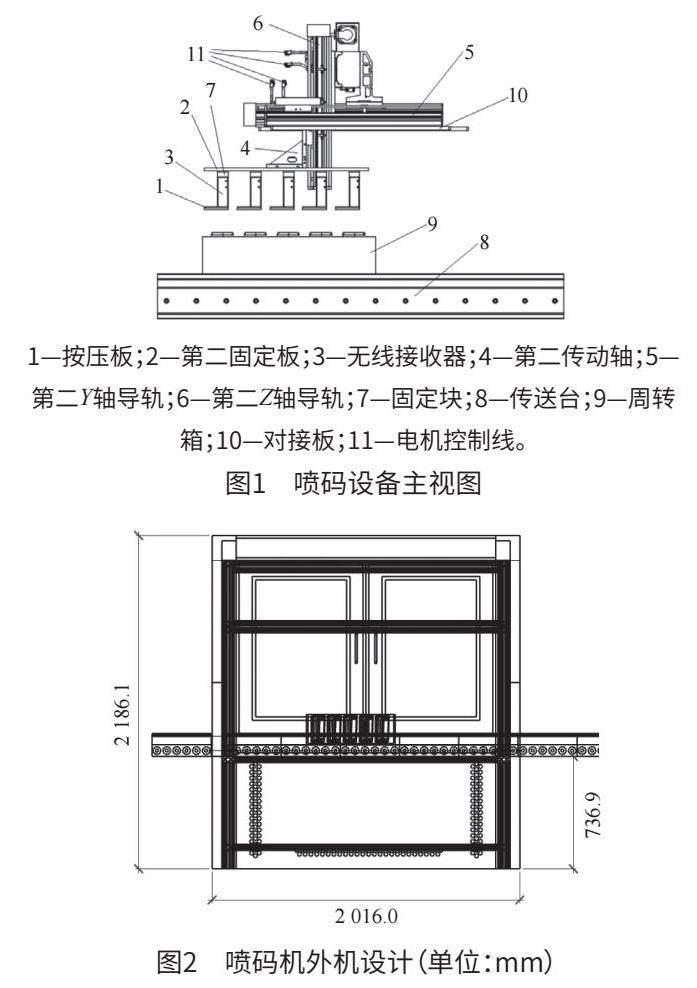
一般情況下,電能表出庫時放置于規(guī)定的表計 周轉箱中,表計周轉箱尺寸為統(tǒng)一規(guī)定。三相電能 表采用的是58 cm×46 cm×19 cm的矩形紙制周轉箱, 每箱安放 5 只三相電能表,電能表依次排列。單相 電能表采用的也是 58 cm×46 cm×19 cm 的矩形紙制 周轉箱,每箱按 3×5 規(guī)格放置 15 只單相電能表, 表與表之間存在一定的間距。為了對電能表更好地 定位與噴墨,需要根據(jù)紙箱規(guī)格及電能表放置位置 確定噴碼機支架的尺寸和噴碼運動機構的結構。電 能表周轉箱噴墨運動機構的平面運行路線分為 X 路 線與 Y 路線,可實現(xiàn)對每個單相電能表的精準定 位,并對每個表進行準確噴墨打印。同時,噴墨結 構需要在 Z 方向上下移動。因此,X、Y、Z 方向共 同決定著噴碼運動機構的運動軌跡。噴碼設備主視 圖如圖 1 所示。
噴碼設備由噴碼機運動機構以及其他結構共同 組成,噴碼機運動機構是噴碼設備的主體機構。為 了更好地實現(xiàn)噴碼,需要根據(jù)實際電能表放置箱體 的尺寸及貨架的高低決定噴碼機主體的尺寸。噴碼 機主體在運動過程中的穩(wěn)定性是影響噴碼效果的主 要原因,為了提高噴碼運動機構的穩(wěn)定性,還設計 了一種滾珠絲桿。
2.2 噴碼機外機的設計
噴碼機的主體結構、傳送裝置以及其他構成部 分需要集中安裝于一個裝置中,以便于噴碼一體化 運作。因此,根據(jù)噴碼機主體機構尺寸對噴碼機的 外機進行設計,噴碼機外機設計如圖 2 所示。
3 噴碼設備軟件設計
噴碼機的運作除了對硬件要求外還需要軟件的 支撐。噴碼操作前,將電能表信息以及電能表的安 裝匹配信息進行抄錄,存放在營銷系統(tǒng)中。再將這 些信息傳送到噴碼系統(tǒng)里,一一匹配后操控運動機 構的移動并對電能表進行噴碼操作。
4 組裝調試
各部件制作完成后,進行裝置整體聯(lián)合調試工 作。聯(lián)合調試前,單獨測試各部分功能。為確保裝 置達到預期效果,將該裝置送至第三方專業(yè)檢測機 構進行檢測評估。通過對各項數(shù)據(jù)進行全面檢測, 確保所有數(shù)據(jù)均達到 100% 的合格標準,以保證裝 置的安全可靠。
5 效果檢查
為了驗證噴碼設備的性能,對 5 批電能表進行 噴碼試驗,每批次各 100 只電能表,5 批電能表的噴 碼準確率均為 100%,因此,噴碼機具有穩(wěn)定的性能, 符合試驗預期與現(xiàn)實需求。圖 3 為噴碼機打印效果。
6 結語
針對傳統(tǒng)電能表貼標簽存在的耗時長、效率 低、收益少等問題,本文提出使用噴碼機對電能表 精準定位,運用噴墨工藝實現(xiàn)電能表貼標簽。這種 方法大大縮短了貼標簽的時間,提高了表計出庫的 效率;標簽信息包含用戶信息,裝接人員無須進行 二次確定,縮短了后續(xù)裝表的時間,提高了工作效 率,減少了表計串戶問題;提升了客戶電力獲得感 和滿意度,響應了該公司提質增效的號召和優(yōu)質服 務的理念。
參考文獻
[1] 陳曉芳,劉紫熠,李禎祥,等 . 智能電網中的物聯(lián)網 技術應用與發(fā)展 [J]. 長江信息通信,2022,35(10): 104-106.
[2] 陳霄 .智能二級表庫在計量資產管理中的應用 [C]//2017 智能電網發(fā)展研討會論文集 . 北京:2017 智能電網發(fā)展研討會,2017:11-17,22.
[3] 羅宇劍,廉國海,唐漢 . 業(yè)擴報裝“智能配表”模式的 探討 [J]. 電力需求側管理,2018,20(6):59-60.